Изобретение относится к холодной обработке металлов давлением методами поверхностного пластического деформирования и может быть использовано для отде- лочно-упрочняющей обработки плоских и цилиндрических направляющих станков и приборов и повышения их износостойкости путем образования регулярного микрорельефа (РМР).
Цель изобретения - повышение производительности обработки и расширение технологических возможностей за счет получения микрорельефа гексагональной формы.
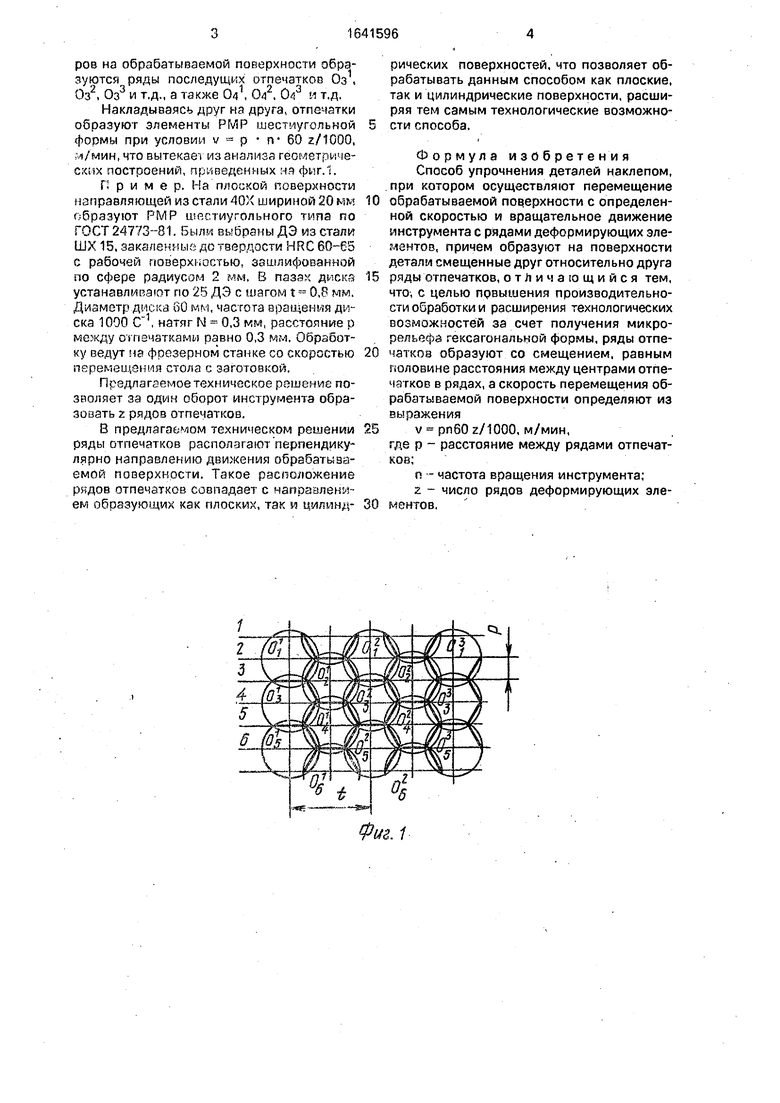
На фиг.1 приведена схема образования РМР шестиугольного типа; на фиг.2 - устройство при обработке цилиндрической поверхности; на фиг.З - деформирующий элемент (ДЭ), общий вид.
Способ реализуется устройством, содержащим корпус 1, пазы 2. в которых установлены ДЭ 3, ДЭ установлены в пазах
диска с возможностью утапливаться при отскоке после удара в обрабатываемую поверхность, причем соседние ряды ДЭ смещены относительно друг друга в направлении от корпуса на половину расстояния t между ДЭ в рядах.
При вращении диска ДЭ под действием центробежных сил выступают над цилиндрической поверхностью диска, ударяют по обрабатываемой поверхности и в результате пластического деформирования оставляют на ней отпечатки в виде лунок. За каждый оборот инструмента образуется z рядов отпечатков. При этом после удара первого ряда ДЭ образуется один ряд отпечатков Oi1, Oi , Oi3.n т.д., расположённых на расстоянии, равном t друг от друга. После удара второго ряда ДЭ также образуется ряд отпечатков 02 . 022, 023 и т.д. Но второй ряд лунок смещен относительно первого на расстояние 2 В результате последующих уда,
ров на обрабатываемой поверхности образуются ряды последущкх отпечатков Оз , Оз2, Оз3 и т.д., а также ОА Ол2. и т.д.
Накладываясь друг на друга, отпечатки образуют элементы РМР шестиугольной формы при условии v - р гг 60 2/1000, /мин,что вытекает из анализа геометрических построений, приведенных н фчг.1.
Пример. На плоской поверхности направляющей из стали 40Х шириной 20 мм (бразуют РМР шестиугольного типа по ГОСТ 24773-81. Были выбраны ДЭ из стали ШХ15, закаленные до твердости HRC 60-C5 с рабочей гюверхьостью, зашлифованной по сфере радиусом 2 глм, В пазах диска устанавливают по 25 ДЭ с шагом t 0,Р мм. Диаметр Д1к ка 60 мм, частота вращения диска 1000 , натяг N - 0,3 мм, расстояние р между ot печатками равно 0,3 мм. Обработку ведут ча фоезерном станке со скоростью перемещений стола с заготовкой.
Предлагаемое техническое решение позволяет за один оборот инструмента образовать z рядов отпечатков.
В предлагаемом техническом решении ряды отпечатков располагают перпендикулярно направлению движения обрабатываемой поверхности. Такое расположение рядов отпечатков совпадает с направлением образующих как плоских, так и цилиндрических поверхностей, что позволяет обрабатывать данным способом как плоские, так и цилиндрические поверхности, расширяя тем самым технологические возможно- сти способа.
Формула изобретения Способ упрочнения деталей наклепом, при котором осуществляют перемещение
обрабатываемой поверхности с определенной скоростью и вращательное движение инструмента с рядами деформирующих эле- ментов, причем образуют на поверхности детали смещенные друг относительно друга
ряды отпечатков, отличающийся тем, что, с целью првышения производительности обработки и расширения технологических возможностей за счет получения микрорельефа гексагональной формы, ряды отпечатков образуют со смещением, равным половине расстояния между центрами отпечатков в рядах, а скорость перемещения обрабатываемой поверхности определяют из выражения
v pn60z/1000, м/мин,
где р - расстояние между рядами отпечатков;
п - частота вращения инструмента; z - число рядов деформирующих элементов,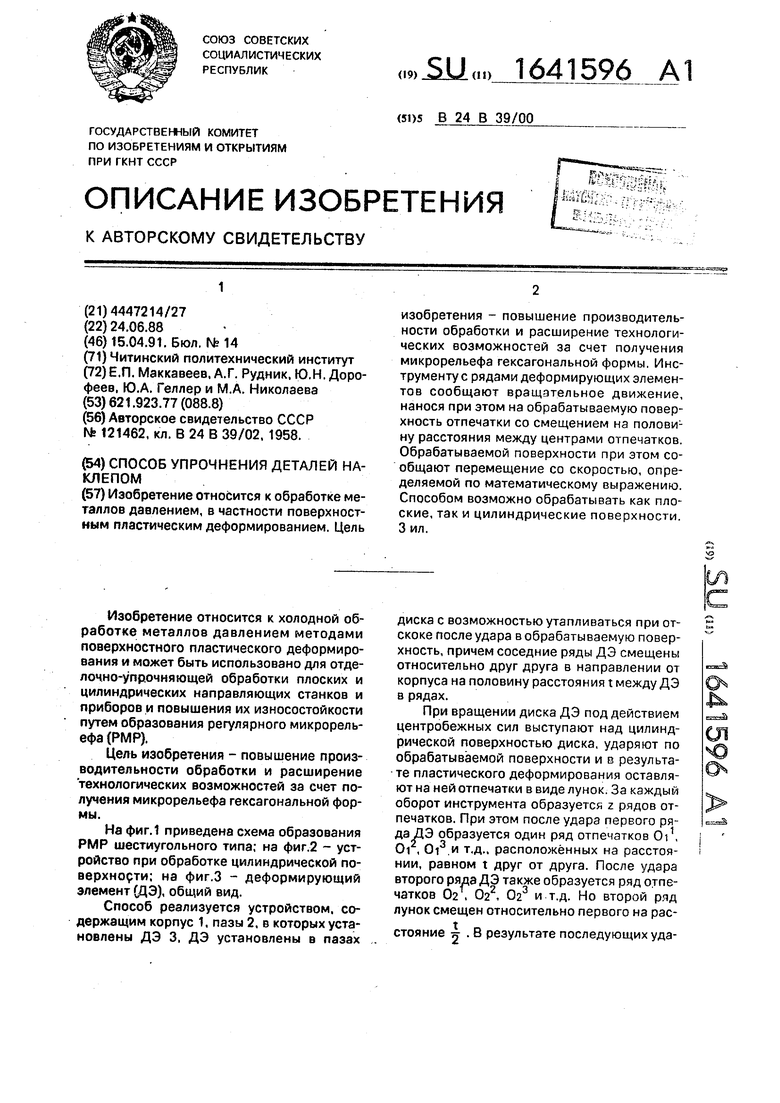
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования регулярного микрорельефа | 1988 |
|
SU1712133A1 |
| Способ образования регулярных микрорельефов | 1985 |
|
SU1258676A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2283744C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| Поверхность трения | 1987 |
|
SU1505800A1 |
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1411125A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2009862C1 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| Инструмент для чистовой обработки тел вращения методом ППД | 1983 |
|
SU1143580A1 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
Изобретение относится к обработке металлов давлением, в частности поверхностным пластическим деформированием. Цель изобретения - повышение производительности обработки и расширение технологических возможностей за счет получения микрорельефа гексагональной формы. Инструменту с рядами деформирующих элементов сообщают вращательное движение, нанося при этом на обрабатываемую поверхность отпечатки со смещением на половину расстояния между центрами отпечатков. Обрабатываемой поверхности при этом сообщают перемещение со скоростью, определяемой по математическому выражению. Способом возможно обрабатывать как плоские, так и цилиндрические поверхности. Зил.
Фиг.1
/7
Фив. I
Фиг.З
| Устройство для упрочнения наклепом отверстий деталей | 1958 |
|
SU121462A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
