месте, штифт 3 перемещается по пазу 10, а штифт 4 совмещается с осью симметрии зажима 7. Включением пневмо- цилиндра 8 производится зажим штифта 4 зажимом 7. При включении привода
движения стол 9 перемещается от магазина 1, при этом изделие перемещается вместе со столом и штифт 4 выходит из фиксатора.1 ил.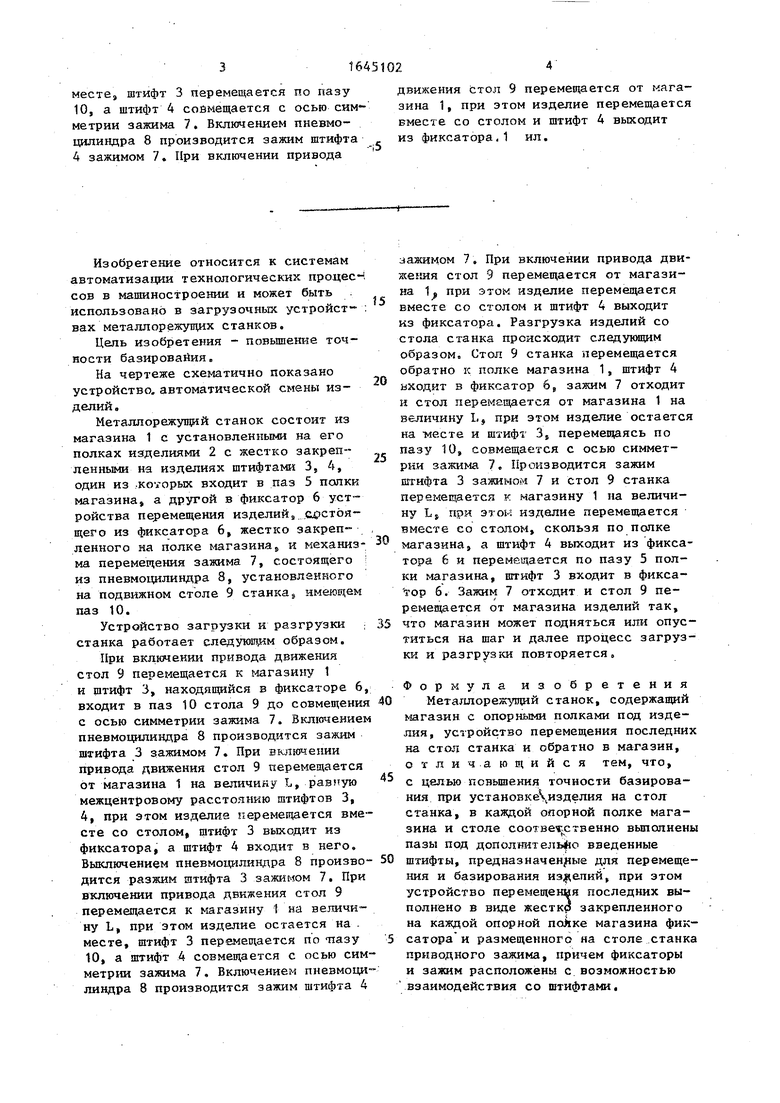
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством автоматической смены приспособлений-спутников с изделиями | 1982 |
|
SU1122470A1 |
| Металлорежущий станок с устройством автоматической смены приспособлений-спутников | 1985 |
|
SU1389985A1 |
| Загрузочное устройство | 1989 |
|
SU1710293A1 |
| Станок с автоматической сменой инструментов | 1984 |
|
SU1227410A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1982 |
|
SU1065132A1 |
| Многооперационный сборочный центр | 1985 |
|
SU1271717A1 |
| Зажимное приспособление металлорежущего станка | 1984 |
|
SU1296393A1 |
| Устройство для горячего лужения деталей | 1983 |
|
SU1177384A1 |

Изобретение относится к системам автоматизации технологических процес-. сов в машиностроении и может быть использовано в загрузочных устройст . вах металлорежущих станков.
Цель изобретения - повышение точности базирования.
На чертеже схематично показано устройство, автоматической смены изделий.
Металлорежущий станок состоит из магазина 1 с установленными на его полках изделиями 2 с жестко закрепленными на изделиях штифтами 3, 4, один из -кол-орых входит в паз 5 полки магазина, а другой в фиксатор 6 устройства перемещения изделий состоящего из фиксатора 6, жестко закрепленного на полке магазина, и механизма перемещения зажима 7, состоящего из пневмоцилиндра 8, установленного на подвижном столе 9 станка, имеющем паз 10.
Устройство загрузки к разгрузки станка работает следующим образом.
При включении привода движения стол 9 перемещается к магазину 1 и штифт 3, находящийся в фиксаторе 6, входит в паз 10 стола 9 до совмещения с осью симметрии зажима 7. Включением пневмоцилиндра 8 производится зажим штифта 3 зажимом 7. При включении привода дважения стол 9 перемещается от магазина 1 на величину L, равную межцентровому расстоянию штифтов 3, 4, при этом изделий перемещается вместе со столом, штифт 3 выходит из фиксатора, а штифт 4 входит в него. Выключением пневмоцилиндра 8 производится разжим штифта 3 зажимом 7. При включении привода движения стол 9 перемещается к магазину 1 на величину L, при этом изделие остается на . месте, штифт 3 перемещается по пазу tO, а штифт 4 совмещается с осью симметрии зажима 7. Включением пневмоци- линдра 8 производится зажим штифта 4
5
0
5
0
5
0
5
0
аажимом 7. При включении привода движения стол 9 перемещается от магазина 1 при этом изделие перемещается вместе со столом и штифт 4 выходит кз фиксатора. Разгрузка изделий со стола станка происходит следующим образом, Стол 9 станка перемещается обратно к полке магазина 1, штифт 4 входит в фиксатор 6В зажим 7 отходит и стол перемещается от магазина 1 на величину L, при этом изделие остается на -месте и штифг 3S перемещаясь по пазу 10, совмещается с осью симметрии зажима 7, Производится зажим штифта 3 зажимом 7 и стол 9 станка перемещается к магазину 1 на величину Ls при этом изделие перемещается вместе со столом, скользя по полке магазина, а штифт 4 выходит из фиксатора 6 и перемещается по пазу 5 полки магазина, штифт 3 входит в фикса- тор б. Зажим 7 отходит и стол 9 перемещается от магазина изделий так, что магазин может подняться или опуститься на шаг и далее процесс загрузки и разгрузки повторяется.
Формула изобретения Металлорежущий станок, содержащий магазин с опорными полками под изделия, устройство перемещения последних на стол станка и обратно в магазин, отличающийся тем, что, с целью повышения точности базирования при установке изделия на стол станка, в каждой опорной полке магазина и столе соответственно выполнены пазы под дополнительно введенные штифты, предназначенные для перемещения и базирования изделии, при этом устройство перемещения последних выполнено в виде жестко закрепленного на каждой опорной поАке магазина фиксатора и размещенного на столе станка приводного зажима, причем фиксаторы и зажим расположены с возможностью взаимодействия со штифтами.
