жены одинаковыми стыковочными узлами 1 3 в виде С-образных блоков, а ответньш стыковочный узел также идентифицирован и выполнен в виде двутавра, унифидарованное сечение полок которого соответствует конфигурации бази1271717 руницей части (1-образных блоков. Рабочий орган манипулятора 2 имеет возможность взаимодействия с магазином 5 инструментальной головкой и базирующими элементами 4 координатного стола. 8 ил.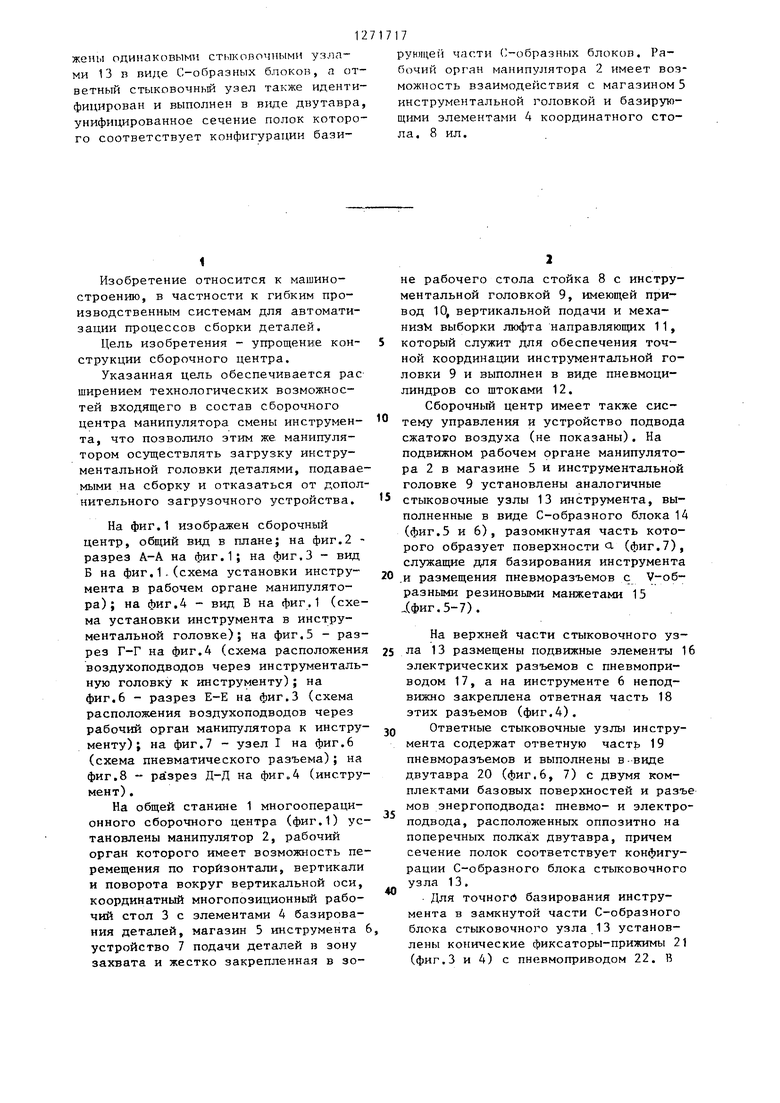
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| СПОСОБ МНОГОЯРУСНОГО КОМПОНОВАНИЯ И ПЕРЕКОМПОНОВАНИЯ РАБОЧЕЙ ПОЗИЦИИ АВТОМАТИЧЕСКОЙ ЛИНИИ И ПЕРЕКОМПОНУЕМАЯ РАБОЧАЯ ПОЗИЦИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2011 |
|
RU2487004C2 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Многооперационный станок | 1988 |
|
SU1708572A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
Изобретение может быть использовано самостоятельно или в составе гибких производственных систем для автоматизации упаковки, контроля и сборки малогабаритных изделий. Сборочный центр содержит установленные на станине 1 манипулятор 2 с подвижным рабочим органом, магазин 5 инструмента и рабочих головок, стойку 8 с инструментальной головкой, обеспечивающей точное позиционирование с малой погрешностью, и устройства 7 подачи собираемых в узлы деталей. Рабочий орган манипулятора 2, инстру(Л ментальная головка и магазин 5 снаб
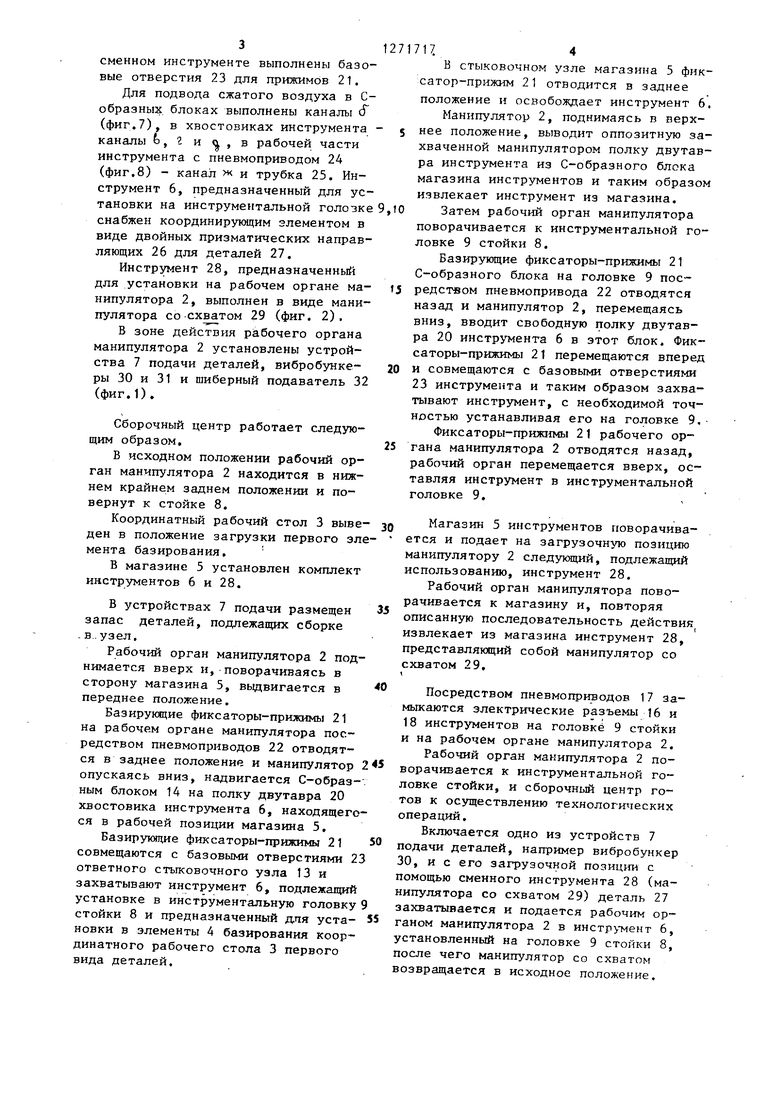
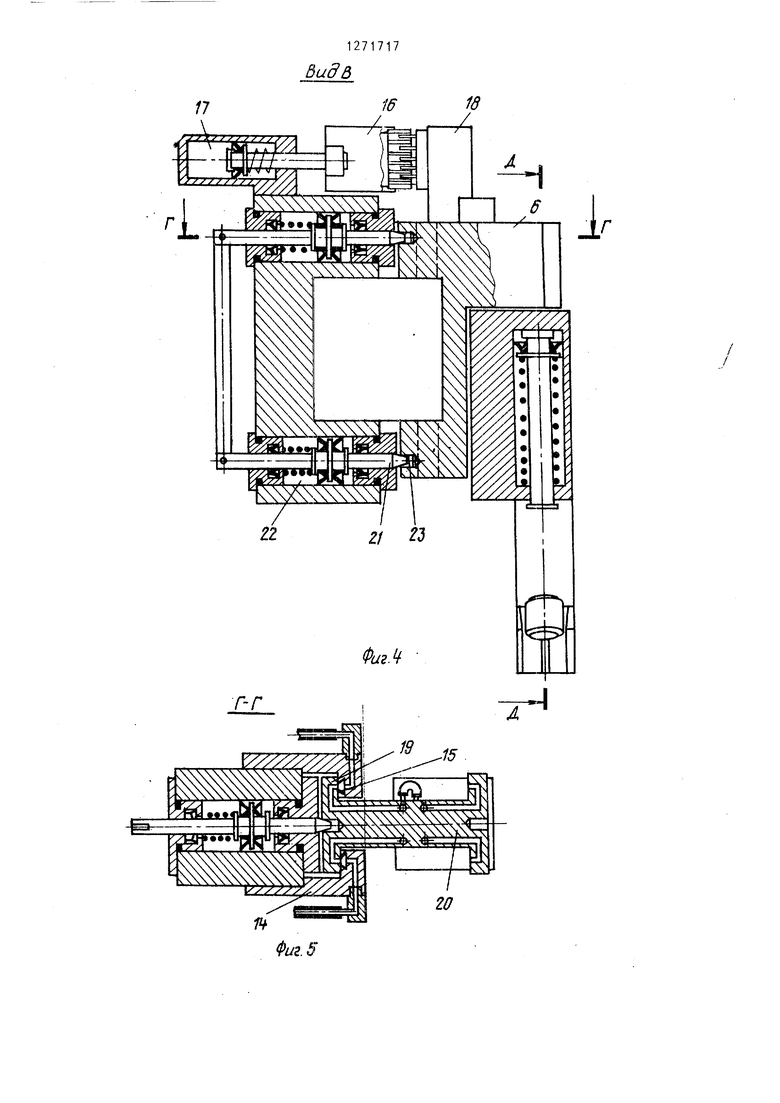
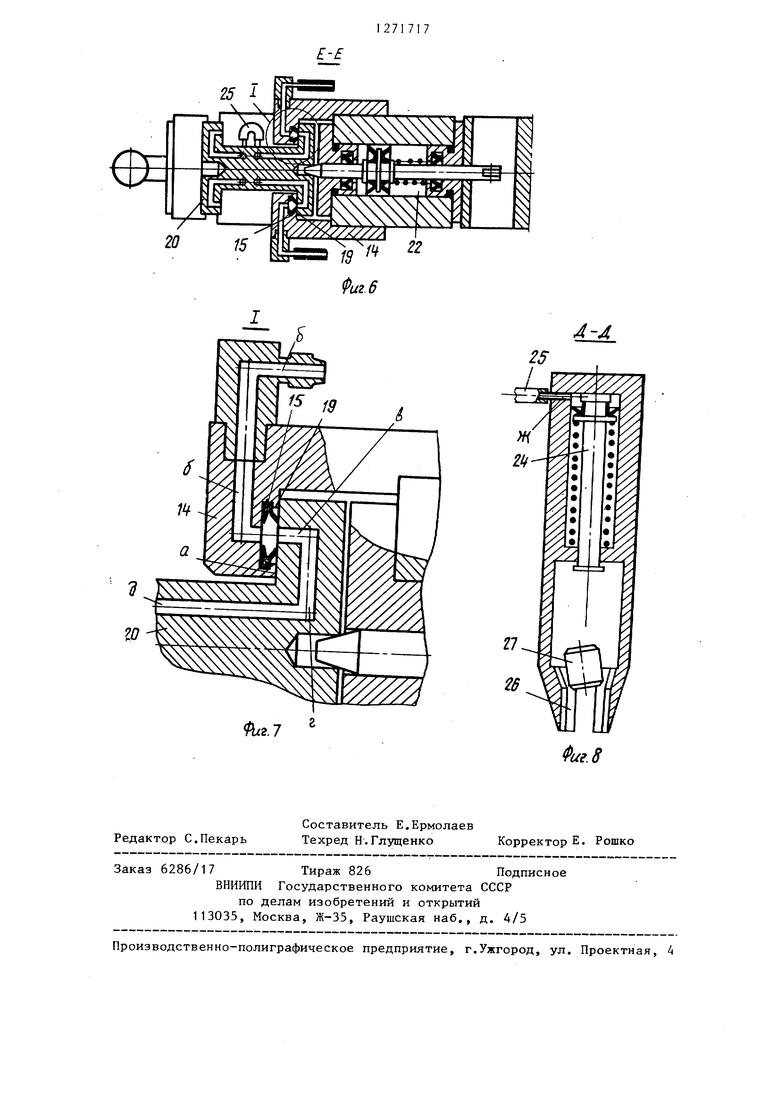
Изобретение относится к машиностроению, в частности к гибким производственным системам для автоматизации процессов сборки деталей. Цель изобретения - упрощение конструкции сборочного центра. Указанная цель обеспечивается рас ширением технологических возможностей входящего в состав сборочного центра манипулятора смены инструмента, что позволило этим же манипулятором осуществлять загрузку инструментальной головки деталями, подавае мыми на сборку и отказаться от допол нительного загрузочного устройства. На фиг.1 изображен сборочный центр, общий вид в плане; на фиг.2 разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1.(схема установки инструмента в рабочем органе манипулятора) ; на фиг.4 - вид В на фиг,1 (схе ма установки инструмента в инструментальной головке); на фиг.З - раз рез Г-Г на фиг.А (схема расположени воздухоподводов через инструменталь ную головку к инструменту); на фиг.6 - разрез Е-Е на фиг.З (схема расположения воздухоподводов через рабочий орган манипулятора к инстру менту) ; на фиг.7 - узел I на фиг.6 (схема пневматического разъема); на фиг.8 - разрез Д-Д на фиг.4 (инстру мент) . На общей станине 1 многооперационного сборочного центра (фиг.1) ус тановлены манипулятор 2, рабочий орган которого имеет возможность пе ремещения по горизонтали, вертикали и поворота вокруг вертикальной оси, координатный многопозиционньШ рабочий стол 3 с элементами 4 базирования деталей, магазин 5 инструмента устройство 7 подачи деталей в зону захвата и жестко закрепленная в зоне рабочего стола стойка 8 с инструментальной головкой 9, имеющей привод 10, вертикальной подачи и механизм выборки люфта направляющих 11, который служит для обеспечения точной координации инструментальной головки 9 и выполнен в виде пневмоцилиндров со штоками 12. Сборочный центр имеет также систему управления и устройство подвода сжатоуо воздуха (не показаны). На подвижном рабочем органе манипулятора 2 в магазине 5 и инструментальной головке 9 установлены аналогичные стыковочные узлы 13 инструмента, выполненные в виде С-образного блока 14 (фиг.З и 6), разомкнутая часть которого образует поверхности о. (фиг.7), служащие для базирования инструмента и размещения пневморазъемов с у-образными резиновыми манжетами 13 .(фиг. 5-7). На верхней части стыковочного узла 13 размещены подвижные элементы 16 электрических разъемов с пневмоприводом 17, а на инструменте 6 неподвижно закреплена ответная часть 18 этих разъемов (фиг.4). Ответные стыковочные узлы инструмента содержат ответную часть 19 пневморазъемов и выполнены в-виде двутавра 20 (фиг.6, 7) с двумя комплектами базовых поверхностей и разъе мов энергоподвода: пневмо- и электроподвода, расположенных оппозитно на поперечных полках двутавра, причем сечение полок соответствует конфигурации С-образного блока стыковочного узла 13. Для точного базирования инструмента в замкнутой части С-образного блока стыковочного узла 13 установлены конические фиксаторы-прижимы 21 (фиг.З и 4) с пневмоприводом 22. В сменном инструменте выполнены базовые отверстия 23 для прижимов 21. Для подвода сжатого воздуха в Собразных блоках выполнены каналы о (фиг.7), в хвостовиках инструмента U , в рабочей части каналы инструмента с пневмоприводом 24 (фиг.8) - канал ж и трубка 25. Инструмент 6, предназначенный для установки на инструментальной голозке снабжен координирукяцим элементом в виде двойных призматических направляющих 26 для деталей 27. Инструмент 28, предназначенный для установки на рабочем органе манипулятора 2, выполнен в виде манипулятора со схватом 29 (фиг. 2), В зоне действия рабочего органа манипулятора 2 установлены устройства 7 подачи деталей, вибробункеры 30 и 31 и шиберный подаватель 32 (фиг.1). Сборочный центр работает следующим образом. В исходном положении рабочий орган манипулятора 2 находится в нижнем крайнем заднем положении и повернут к стойке 8. Координатный рабочий стол 3 выве ден в положение загрузки первого зл мента базирования. В магазине 5 установлен комплект инструментов 6 и 28. В устройствах 7 подачи размещен запас деталей, подлежащих сборке -В.. узел. Рабочий орган манипулятора 2 под нимается вверх и, поворачиваясь в сторону магазина 5, выдвигается в переднее положение. Базирующие фиксаторы-прижимы 21 на рабочем органе манипулятора посредством пневмоприводов 22 отводятся в заднее положение и манипулятор опускаясь вниз, надвигается С-образным блоком 14 на полку двутавра 20 хвостовика инструмента 6, находящего ся в рабочей позиции магазина 5. Базирующие фиксаторы-прижимы 21 совмещаются с базовыми отверстиями 2 ответного стыковочного узла 13 и захватывают инструмент 6, подлежащий установке в инструментальную головку стойки 8 и предназначенный д.ая установки в элементы 4 базирования координатного рабочего стола 3 первого вида деталей. В стыковочном узле магазина 5 фиксатор-прижим 21 отводится в заднее положение и освобождает инструмент 6, Манипулятор 2, поднимаясь в верхнее положение, выводит оппозитную захваченной манипулятором полку двутавра инструмента из С-образного блока магазина инструментов и таким образом извлекает инструмент из магазина. Затем рабочий орган манипулятора поворачивается к инструментальной головке 9 стойки 8. Базирующие фиксаторы-прижимы 21 С-образного блока на головке 9 пос редством пневмопривода 22 отводятся назад и манипулятор 2, перемещаясь вниз, вводит свободную полку двутавра 20 инстр мента 6 в этот блок. Фиксаторы-прижимы 21 перемещаются вперед и совмещаются с базовыми отверстиями 23 инструмента и таким образом захватывают инструмент, с необходимой точностью устанавливая его на головке 9, Фиксаторы-прижимы 21 рабочего органа манипулятора 2 отводятся назад, рабочий орган перемещается вверх, оставляя инструмент в инструментальной головке 9. Магазин 5 инструментов поворачивается и подает на загрузочную позицию манипулятору 2 следующий, подлежащий использованию, инструмент 28. Рабочий орган манипулятора поворачивается к магазину и, повторяя описанную последовательность действия извлекает из магазина инструмент 28, представляющий собой манипулятор со схватом 29, Посредством пневмоприводов 17 замыкаются электрические разъемы 16 и 18 инструментов на головке 9 стойки и на рабочем органе манипулятора 2. Рабочий орган манипулятора 2 поворачивается к инструментальной головке стойки, и сборочньй центр готов к осуществлению технологшгеских операций. Включается одно из устройств 7 подачи деталей, например вибробункер 30, и с его загрузочной позиции с помощью сменного инструмента 28 (манипулятора со схватом 29) деталь 27 захватывается и подается рабочим органом манипулятора 2 в инстр -мент 6, становленный на головке 9 стойки 8, осле чего манипулятор со схватом озвращается в исходное положение. 5127 Механизм выборки люфта головки У пневмоцилиндром со штоком 12 выбирает зазоры в направляющих 11, обеспечивая тем самым точность установки головки 9 над координатным рабочим столом. Пневмопривод 24 проталкивает деталь 27 через направляющие 26 (фиг.8) в которых она координируется, и устанавливает ее в базовый элемент 4 координатного рабочего стола 3„ После этого отключается механизм выборки люфта направляющих 11. Инстр ментальная головка 9 пневмоприводом 10 перемещается в верхнее положение, координатный рабочий стол 3,, перемещаясь, устанавливает под инструментом 6 инструментальной головки 9 следующий базовый элемент 4, сменный инструмент 28 рабочего органа манипулятора 2 подает в инструмент 6 головки 9 очередную деталь и процесс установки повторяется. Отдельные переходы операции установки детали совмещены по времени: в момент, когда деталь устанавливается инструментом 6 головки в базовый элемент координатного стола, инструмент 28 рабочего органа манипулятора 2 захватывает на устройства 7 подачи следующую деталь; подъем головки 9 после установки детали совмещен по времени с перемещением координатного стола 3 в Новую позицию. Таким образом происходит заполнение всех базовых элементов координатного стола первыми деталями собираемых узлов. При этом подвод сжатого воздуха к пневмоприводам инструментов производится через :ёоздухоподводящие каналы S в С-образных блсгках 14 механизмов фиксации, пневморазъемы с резиновыми V-оёразными манжетами 15, каналы Ь , 1 и 8 ответного стыковочного узла сменного инструментаа трубки 25 Н каналы ).рабочей части инструментов Подвод электрических сигналов производится через paзъe ы 16 и 18, После заполнения базовых элементов первыми деталями собираемых узлов производится возврат инструментов 6 6. 28 в закрепленные над ними С-образые блоки магазина 5. Процесс возврата инструмента просходит в обратном порядке. Затем инструментальную головку 9 тойки и в рабочий орган манипулятоа 2 устанавливаются новые инструенты, необходимые для установки очеедной детали, и производится установка в базовые элементы координатного абочего стола вторых деталей собирыемьгх узлов. Процесс установки деталей в базоые элементы координатного стола проолжается до тех пор, пока узел не будет собран полностью. Мавазин 5 снабжается необходимым инструментом, а устройства 7 обеспечивают подачу необходимых видов детаФормула изобретения Мнвгооперационный сборочный центр, содержащий стойку с установленной с возможностью возвратно-поступательного перемещения инструментальной головкой с рабочим инструментом, многопозиционный рабочий стол, магазин инструментов, манипулятор смены инструмента с захватом, причем инструментальная головка и инструмент имеют стыковочные узлы с устройством энергоподвода, отличающийс я тем, что, с целью упрощения конструкции, манипулятор смены инструмента установлен с возможностью загрузки инструментальной головки,для чего захват манипулятора и стыковочный узел с устройством энергоподвода инструментальной головки выполнены аналогичными в виде С-образных блоков с фиксирующими пальцами и разъемамиэнергоподвода, а ответный стыковочный узел каждого из инструментов выполнен в виде двутавра с двумя группами базовых поверхностей и разъемов энергоподвода, расположенных оппозитно на поперечных полках двутавра.
Ю tF
y
W
17
ГЛ
i
:ш
fj li
TWv
Vj 22
Фиг.-З
| Корсаков B.C., Замятин В.К | |||
| Сборка и монтаж изделий, машиностроения: Справочник в 2-х томах | |||
| - М.: Машиностроение, 1983, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления струн | 1924 |
|
SU345A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
