imo
/
о у
ю (О
Изобретение относится к системам автоматизации технологических процессов в машиностроении и может быть использовано в загрузочных устройствах металлорежущих станков.
Известен металлорежуи и-й станок с устройством автоматической смены приспособлений-спутников с изделиями, содержащий магазин изделий и механизм перемещения последних на подвижный стол станка и обратно в магазин, включающий в себя зубчато-реечную передачу с рейками, закрепленными на каждом из приспособлений-спутни ков 1.
Однако загрузка или разгрузка известного станка осуществляется за счет использования двух движений: захвата и перемещения спутников, что приводит к увеличению времени загрузки, разгрузки станка и усложнению конструкции.
Цель изобретения - повыщение производительности путем сокращения времени смены приспособлений-спутников.
Поставленная цель достигается тем, что в металлорежущем станке с устройством автоматической смены приспособлений-спутников с изделиями, содержащем магазин изделий и механизм перемещения последних на подвижный стол станка и обратно в магазин, включающий в себя зубчато-реечную передачу с рейками, закрепленными на каждом из приспособлений спутников, механизм перемещения изделий выполнен в виде жестко закрепленного на столе станка кронщтейна с установленными на нем свободно вращающимися шестернями и ведомой полумуфтой, связанной с одной из шестерен, и рычага с ведущей полумуфтой, шарнирно установленного на станине станка с возможностью периодического зацепления ведущей полумуфтой с ведомой в моменты перемещения приспособления-спутника с изделиями на подвижный стол станка и обратно в магазин изделий.
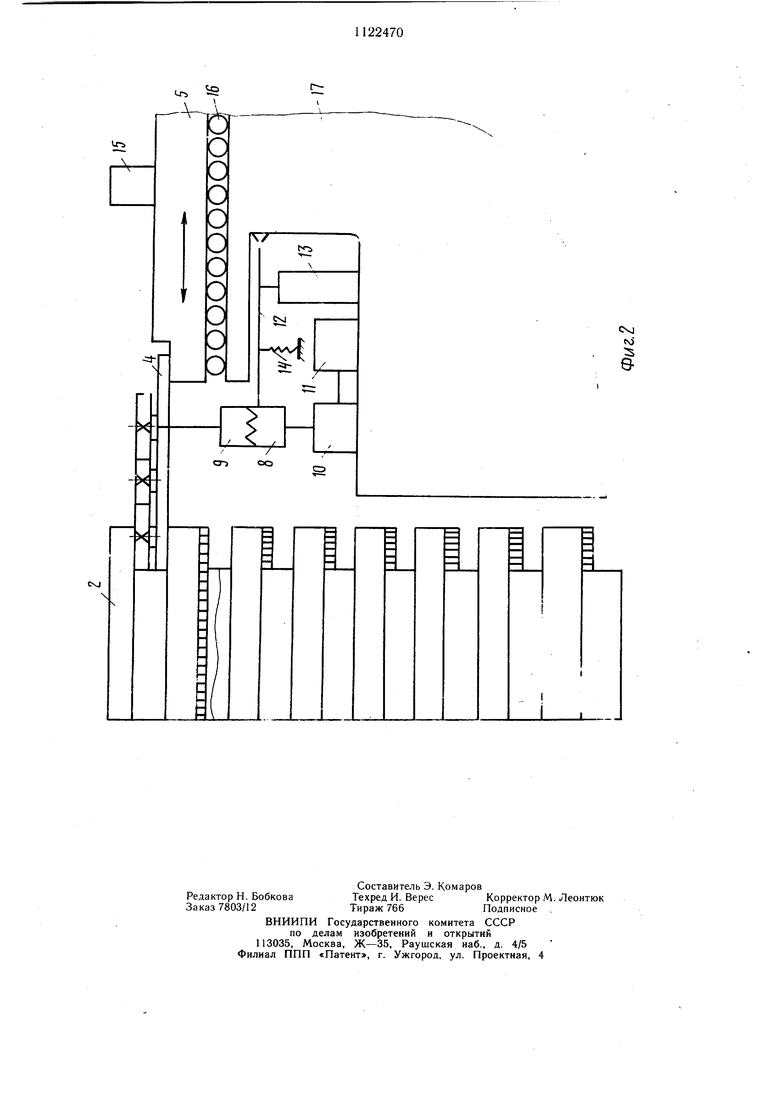
На фиг. 1 схематично показано устройство автоматической смены приспособленийспутников; на фиг. 2 - привод вращения шестерен.
Металлорежущий станок состоит из магазина 1, с установленными на его полках
приспособлениями-спутниками 2 с изделиями и жестко прикрепленных к спутникам зубчатыми рейками 3, механизма перемещения изделий, состояпхего из кронштейна 4, жестко закрепленного на столе 5 станка, шестерен 6 и роликов 7, механизма привода вращения шестерен, состоящего из муфты сцепления, выполненной в виде двух полумуфт (ведущей 8 и ведомой 9), червячного редуктора 10, двигателя 11 и механизма
0 включения и выключения муфты, состоящего из рычага 12, пневмоцилиндра 13 и пружины 14, а также упора 15, который крепится от края стола на расстояние, равное длине спутника, стол станка перемещается по направляющим 16 станины 17.
Устройство загрузки и разгрузки станка работает следующим образом.
При включении привода и движения стол 5 перемещается по направляющим 16, закрепленным на станине 17, и кронщтейн
0 4 подводится под спутник 2, сцепляясь с рейкой 3 спутника шестернями 6. Перемещение спутника 2 на стол 5 осуществляется вращением шестерен 6 по направляющим роликам 7 через муфту сцепления, включаеr мую пневмоцилиндром 13 посредством рычага 12, редуктор 10, двигатель 11 до упора 15. При этом рейка 3 спутника 2, загруженного на стол 5, не входит из зацепления с шестерней 6, подается управляющий сигнал и муфта расцепляется при помощи пружины
0 14, давая при этом возможность рабочего перемещения столу 5.
Разгрузка спутников с обработанными деталями со стола станка происходит следующим образом.
Стол 5 станка перемещается обратно к
5 полке магазина 1. Включается шестеренчатая передача. При помощи рейки 3 спутник 2 с обработанной деталью возвращается на эту же полку магазина 1. Стол 5 отходит так, что магазин может подняться или опус0 титься на шаг и далее процесс загрузки и разгрузки повторяется.
Технико-экономическая эффективность предлагаемого устройства загрузки и разгрузки станка достигается благодаря тому, что захват и перемещение спутников при
загрузке и разгрузке станка совмещены, производится одновременно.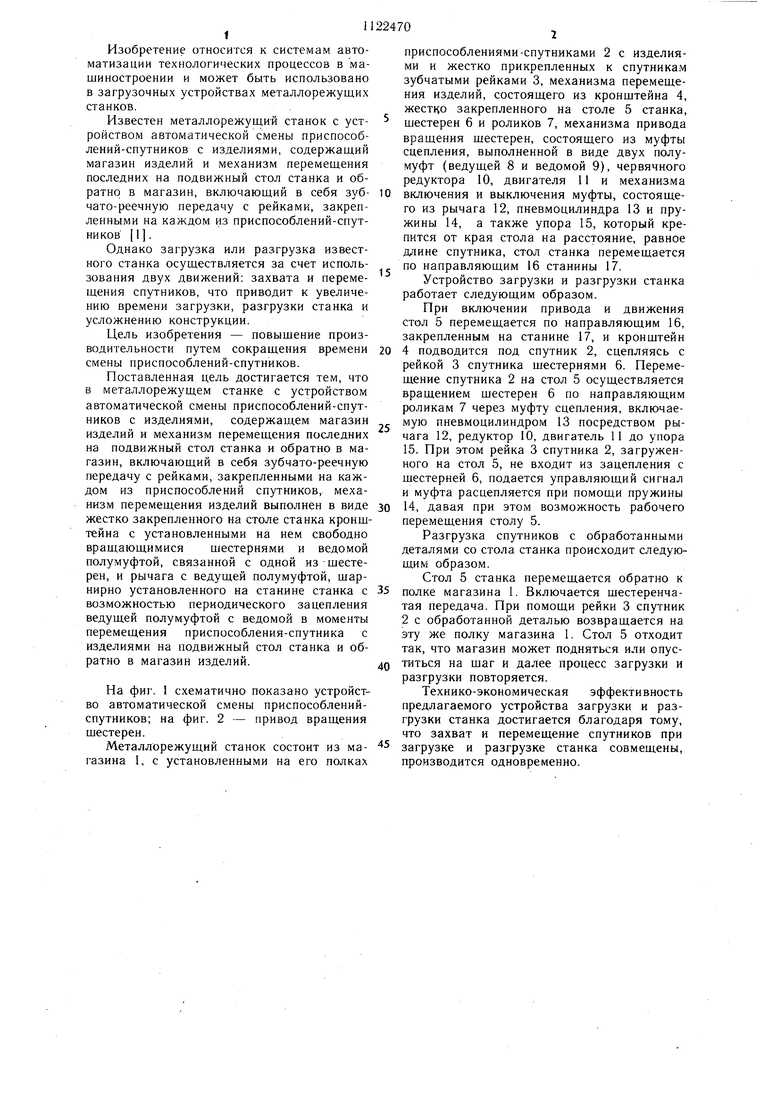
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством автоматической смены приспособлений-спутников | 1985 |
|
SU1389985A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1645094A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Металлорежущий станок | 1988 |
|
SU1645102A1 |
| Металлорежущий станок | 1982 |
|
SU1069972A1 |
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| Металлорежущий станок | 1983 |
|
SU1155417A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| МЕТАЛЛОРЕЖУЩИЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЗАГРУЗОЧНЫМ УСТРОЙСТВОМ | 2004 |
|
RU2257287C1 |
МЕТАЛЛОРЕЖУЩИЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ПРИСПОСОБЛЕНИЙ-СПУТНИКОВ С ИЗДЕЛИЯМИ, содержащий магазин изделий и механизм перемещения последних на подвижный (-тол станка и обратно в магазин, включающий в себя зубчатореечную передачу с рейками, закрепленными на каждом из приспособлений-спутников, отличающийся тем, что, с целью повышения производительности путем сокращения времени смены приспособлений-спутников, механизм перемещения изделий выполнен в виде жестко закрепленного на столе станка .кронщтейна с установленными на нем свободно вращающимися щестернями и ведомой полумуфтой, связанной с одной из щестерен, и рычага с ведущей полумуфтой, шарнирно установленного на станине станка с возможностью периодического зацепления ведущей полумуфты с ведомой в моменты перемещения приспособления-спутника с изделием на подвижный стол станка и обратно в магазин изделий.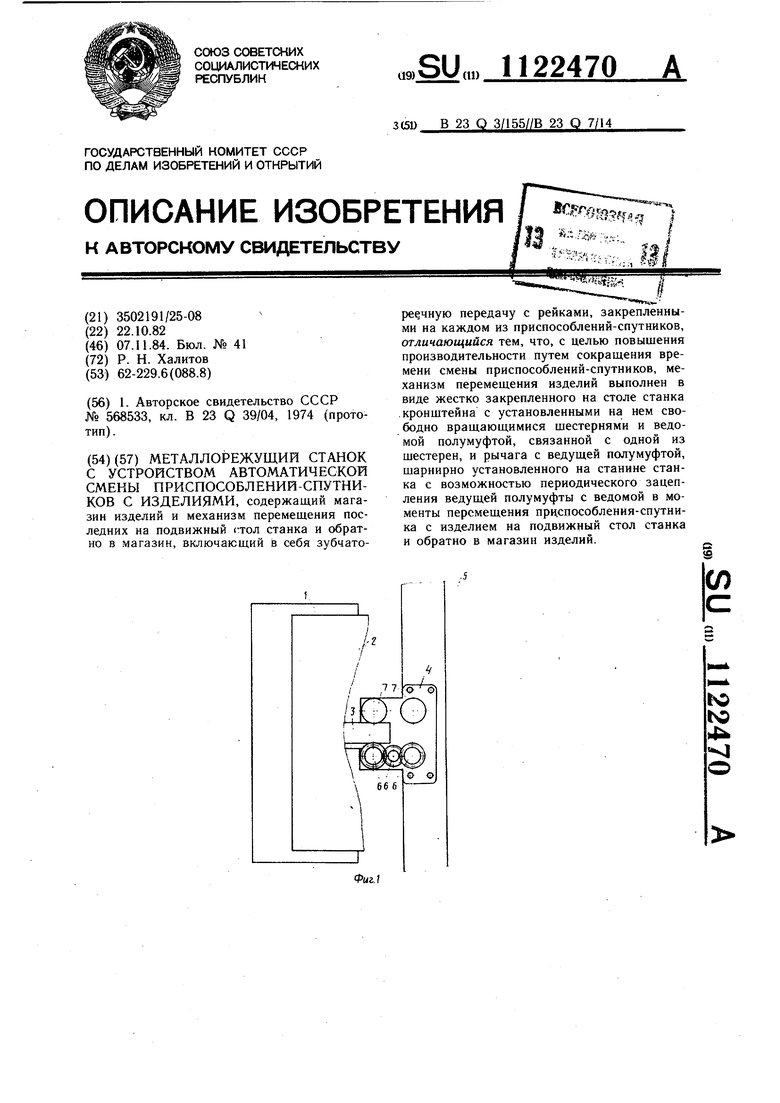
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущий станок | 1974 |
|
SU568533A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
