ВидА
а
(Л
00 00
со со
СХ) ел
Изобретение относится к системам автоматизации технологических процессов в ма- шиностроеиии и может быть использовано в загрузочных устройствах металлорежущих станков.
Цель изобретения - повышение надежности работы механизма перемещения приспособлений-спутников путем исключения возможностей заклинивания зубьев зубчатого колеса и рейки при их взаимном сцеплении.
На фиг. 1 показан металлорежущий станок с устройством автоматической смены приспособлений-спутников; на фиг. 2 - вид А на фиг. 1.
Предлагаемый станок состоит из магазина 1 с установленными на его полках приспособлениями-спутниками 2 с изделиями и жестко прикрепленными к спутникам зубчатыми рейками 3, механизма перемещения изделий, состоящего из кронщтейна 4, жестко закрепленного на столе 5 станка, зубчатых колес 6-8 и роликов 9, причем зубчатое колесо 8 выполнено в виде ведомой полумуфты, ведущая полумуфта 10 жестко закреплена на выходном валу червячного редуктора 11, который фланцем корпуса крепится к кронщтейну 4, а кронщтейном 12 через фрикционную муфту 13 соединен с электродвигателем 14. Ведущая полумуфта 10 имеет радиусный паз, в который с зазором входит поводок 15 в виде штифта, жестко закрепленного в шестерне 8. В ведущей полумуфте 10 закреплена пружина 16 кручения, другой конец которой закреплен на зубчатом колесе 8. На столе 5, который перемещается по направляющим 17 станины 18, крепится упор 19.
Станок с устройством автоматической смены приспособлений-спутников с изделиями работает следующим образом.
При включении привода движения стол 5 перемещается по направляющим 17, закрепленным на станине 18, и кронштейн 4 подводится под приспособление-спутник 2, сцепляясь с его рейкой 3 своими зубчатыми колесами 6-8. При этом поводок 15 перемещается по пазу ведущей полумуфты 10, обеспечивая величину холостого вращения зубчатого колеса 8 относительно ведущей полумуфты 10. Перемещение приспособления-спутника 2 на стол 5 станка осуществляется до упора 19 по направляющим роликам 9 вращением зубчатых колес 6-8 через полумуфты, червячный редуктор
11 от электродвигателя 14. При этом после включения электродвигателя вращением ведущей полумуфты 10 выбирается образовавшийся в направлении вращения холостой
ход: паз ведущей полумуфты 10 смещается относительно поводка 15 до упора в него, после чего начинается передача крутящего момента и перемещение приспособления- спутника 2 на стол 5 до упора 19. Стол 5
0 перемещается и занимает рабочее положение.
Разгрузка приспособления-спутника с обработанными деталями со стола станка в магазин происходит следующим образом.
; Стол 5 станка перемещается обратно к свободной полке магазина 1. При вращении ведущей полумуфты 10 выбирается холостой ход за счет обратного перемещения паза относительно поводка 15 до упора в него, после чего начинается передача крутящего
0 момента и приспособление-спутник 2 перемещается на эту же полку магазина 1. Стол 5 отводится и дает возможность переместиться полкам магазина на шаг, при этом .пружина 16 устанавливает зубчатое колесо 8
5 относительно ведущей полумуфты 10 в исходное состояние, которое обеспечивает совпадение зуба зубчатой рейки 3 с впадиной зубчатого колеса 6 при загрузке. Далее процесс загрузки и разгрузки повторяется.
30
Формула изобретения
Металлорежущий станок с устройством автоматической смены приспособлений-спутников, содержащий магазин приспособлений-спутников и механизм перемещения пос5 ледних на подвижной стол станка и обратно в магазин, включающий в себя зубчато-реечную передачу с рейками,закрепленными на каждом из приспособлений-спутников, и размещенный на столе станка кронштейн, на котором установлены зубча0 тые колеса, одно из которых посредством ведомой и ведущей полумуфт связано с двигателем, отличающийся тем, что, с целью повыщения надежности, ведомая полумуфта снабжена закрепленным на ней поводком,
г размещенным в дугообразном пазу, выполненном в ведущей полумуфте, при этом полумуфты подпружинены друг относительно друга дополнительно введенной пружиной кручения, концы которой закреплены в полумуфтах.
7 2
QO О О О О О QO QO О
16 Н 15 8
. / Ю
19
чп
12.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством автоматической смены приспособлений-спутников с изделиями | 1982 |
|
SU1122470A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Устройство для подачи штучных заготовок из магазина | 1983 |
|
SU1159697A1 |
| Металлорежущий станок | 1977 |
|
SU680858A2 |
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Стол металлорежущего станка | 1977 |
|
SU701765A1 |
| Металлорежущий станок | 1988 |
|
SU1645102A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |

Изобретение относится к системам автоматизации технологических процессов в машиностроении и может быть использовано в загрузочных устройствах металлорежущих станков. Цель изобретения - повышение надежности работы механизма перемещения приспособлений-спутников. При перемещении стола 5 станка в зону магазина 1 зубчатое колесо 6 входит в зацепление с рейкой 3, закрепленной на каждом приспособлении-спутнике. В момент зацепления зубчатого колеса 6 с рейкой 3 зубчатое колесо 8 вращаетсз относительно полумуфты 10 против часовой стрелки, а поводок 15, закрепленный на зубчатом колесе 8, свободно перемещается в пазу полумуфты 10. Этим до включения электродвигателя вращения полумуфты 10 выбирается зазор в зубьях и обеспечивается надежное зубчато- реечное зацепление. 2 ил.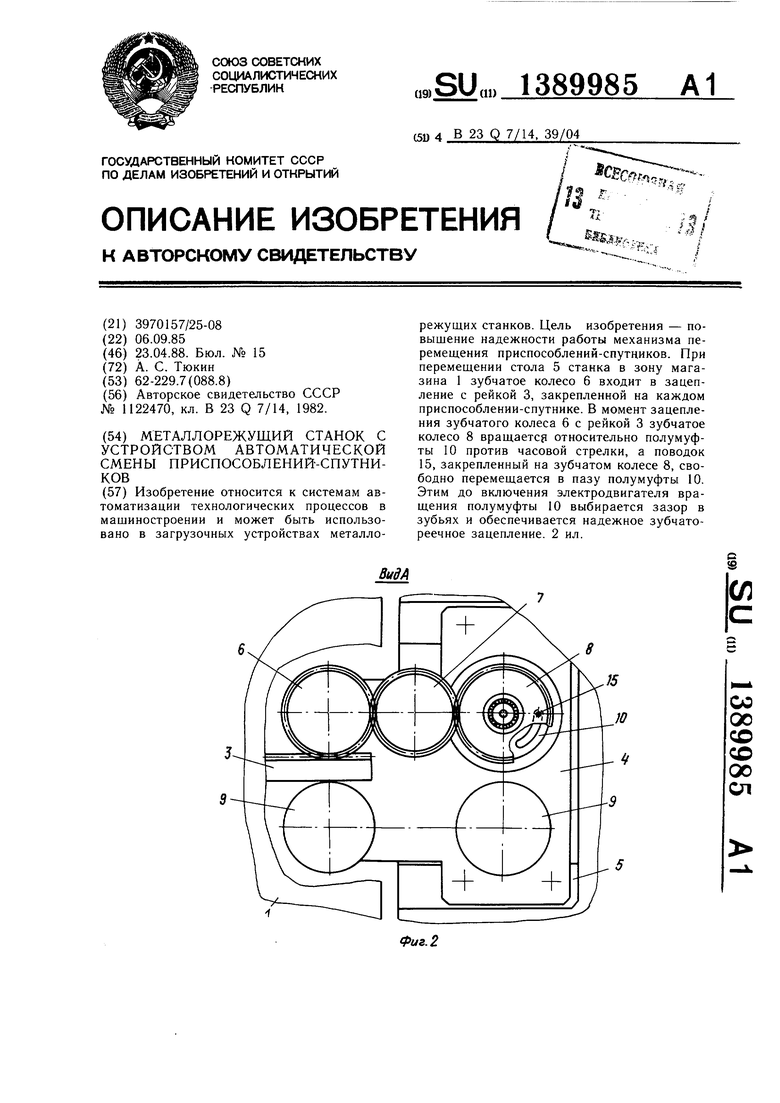
Фив.1
| Металлорежущий станок с устройством автоматической смены приспособлений-спутников с изделиями | 1982 |
|
SU1122470A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
