Изобретение относится к машиностроению, а именно к эксплуатации абразивного инструмента.
Цель изобретения - повышение точности определения эксплуатационных свойств абразивного инструмента.
Определение эксплуатационных свойств осуществляют следующим образом.
Задаются производительностью из организационно-технических условий, например производительностью, соответствующей наименьшей себестоимости изделия. Устанавливают диапазоны изменения параметров режима шлифования при обработке конкретного материала. Из всего диапазона выбирают те сочетания параметров режима шлифования (V,S,t), которые обеспечивают производительность Q
Q V-S -t const
где V - скорость перемещения образца;
S - скорость подачи, t - глубина шлифования.
Проверяют,-чтобы это условие выполнялось во всей выбранной области изменения параметров. ПриО5 СЛ
N3
вводят к линейному виду путем логарифмирования
InQ InV InS + Int
Выражение условия постоянства производительности в виде логарифмического уравнения позволяет использовать симплекс-решетчатое плани рование, препназначенное для систем, являющихся смесями нескольких компонентов.
Переход к симплексной системе координат осуществляется с помощью относительных координат по формуле
1пХ i
7 х; z 15х
ц-W
где
текуяее значение параметра режима;
k t
л- , - соответственно верхнее I AiWH
и нижнее значение фактора.
Математической моделью, описываю- щей экспериментальную область, является приведенный полином вида
-rt.V,
&
X,
+
5А3
fiaMs
0
5
Пример. Испытания по определению коэффициента шлифования.
Абразивный круг ПП 250x20X76 91АМ25НСМ17К11. Образцы из стали марки Р6М5 твердостью HRl 62-64. Станок плоскощлифовалъный, модели 38 38711Ф2-1. Многопроходное плоское шлифование. Производительность из организционно-технических условий принята 64 мм /мин V-S-t Q.
Диапазоны применения параметров режима шлифования следующие: продольная скорость стола 8000 мм/мин V & Ј 16000 мм/мин, поперечная подача, стола 0,8 мм/ход ,6 мм/ход, глубина шлифования 0,005 мм t Ј0,01 мм.
Логарифмируя, получаем
InV + InS + Int InQ
Это выражение нормированности суммы переменных позволяет построить правильный симплекс. Для принятых диапазонов параметров режиме шлифования формула перехода к симплексной системе координат примет вид 1пУ-8,9872; 0,6931
Z 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| Способ шлифования деталей | 1988 |
|
SU1549724A2 |
| Способ ленточного шлифования | 1989 |
|
SU1726210A1 |
| Способ шлифования | 1987 |
|
SU1491678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| Способ определения параметров режима предварительного шлифования | 1988 |
|
SU1662813A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2346979C1 |
Изобретение относится к машиностроению. Целью изобретения является снижение трудоемкости проведения оценки эксплуатационных свойств абразивного инструмента. Определение свойств инструмента ведут при фиксированной производительности шлифования образца, причем производительность определяется по формуле Q V S-t const, где V - скорость перемещения образца, S - скорость подачи инструмента, t - глубина шлифования. Зафиксировав производительность, изменяют режимы обработки. Путем математических преобразований переходят к симплексной системе координат. Получают план для трех зависимых компонентов (элементов режима обработки). Проводят эксперимент на режимах,соответствующих точкам плана. Результатом обработки экспериментальных данных является полиномиальная зависимость.. Исследование полученной зависимости позволяет найти оптимальные значения принятого параметра оптимизации (коэффициент шлифования, стойкость, удельный износ и др.), 1 табл., 1 ил. 5
,x3 + ргзхгхд.
Для оценки коэффициентов приведенного полинома / ; 2, з , , 13 , р 23 в симплекс-решетчатых планах используют экспериментальные точки равномерно распределенные по симплексу. В этих точках проводят испытания инструмента путем сошлифовьшаьия на данном режиме с образца определенный объем металла. Определяют извест- ными методами величину или величины показателей процесса шлифования в каждой экспериментальной точке. По полученным в экспериментальных точках значениям рассчитывают оценки коэффициентов приведенного полинома. Подставляя значения коэффициентов в математическую модель рассчитывают зависимость исследуемого эксплуатационного показателя абразивного инструмента от параметров режима(V, S, t). По полученной зависимости строят поверхность отклика, определяют наи- большее (наименьшее) значение показателя, и его величину принимают за оценку эксплуатационного свойства абразивного инструмента, а соответствующие параметры режима принимают за оптимальные.
Int + 5,2984
L1.
z
0,6931 InS + 0,2232
0,6931
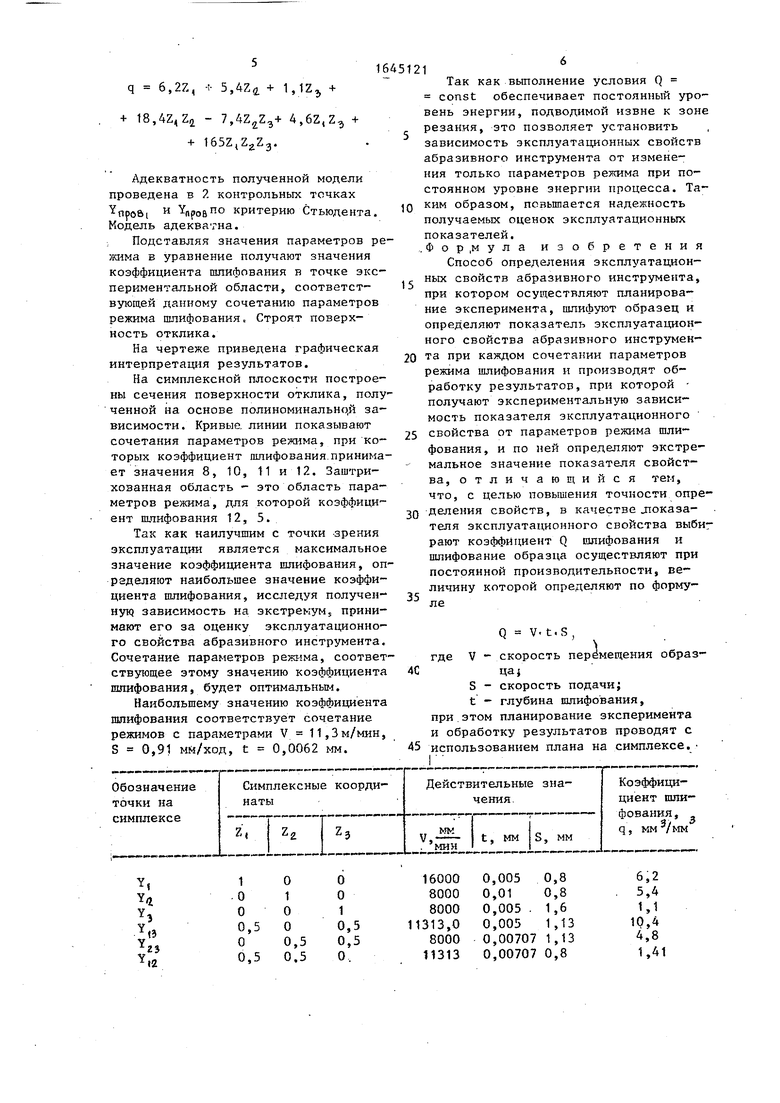
Б таблице приведены значения силексных координат и соответствующие им действительные значения параметров режима шлифования.
Коэффициент шлифования в каждой экспериментальной точке определен по формуле
VM
q
V
а
т де V,. - объем снятого металла, мм ; V - объем изношенной части шлифовального круга, мм. Средние значения коэффициента шлифования для всех экспериментальных точек приведены в таблице.
На основе полученных значений коэффициента шлифования произведен расчет коэффициентов полинома.
Полином, описывающий зависимость коэффициента шлифования от изменения параметров режима шлифования, имеет вид в относительных координатах
q 6,2z,
+ 18,4Z,Z2
5,4 + 1,1Z- +
7,4Z2Z3+ 4,6Z,Z, +
+ 1б5г,ггг3..
Адекватность полученной модели проведена в 2 контрольных точках
Ynpo6i и YnpoBno критерию Стьюдента. Модель адекватна.
Подставляя значения параметров режима в уравнение получают значения коэффициента шлифования в точке экспериментальной области, соответствующей данному сочетанию параметров режима шлифования. Строят поверхность отклика.
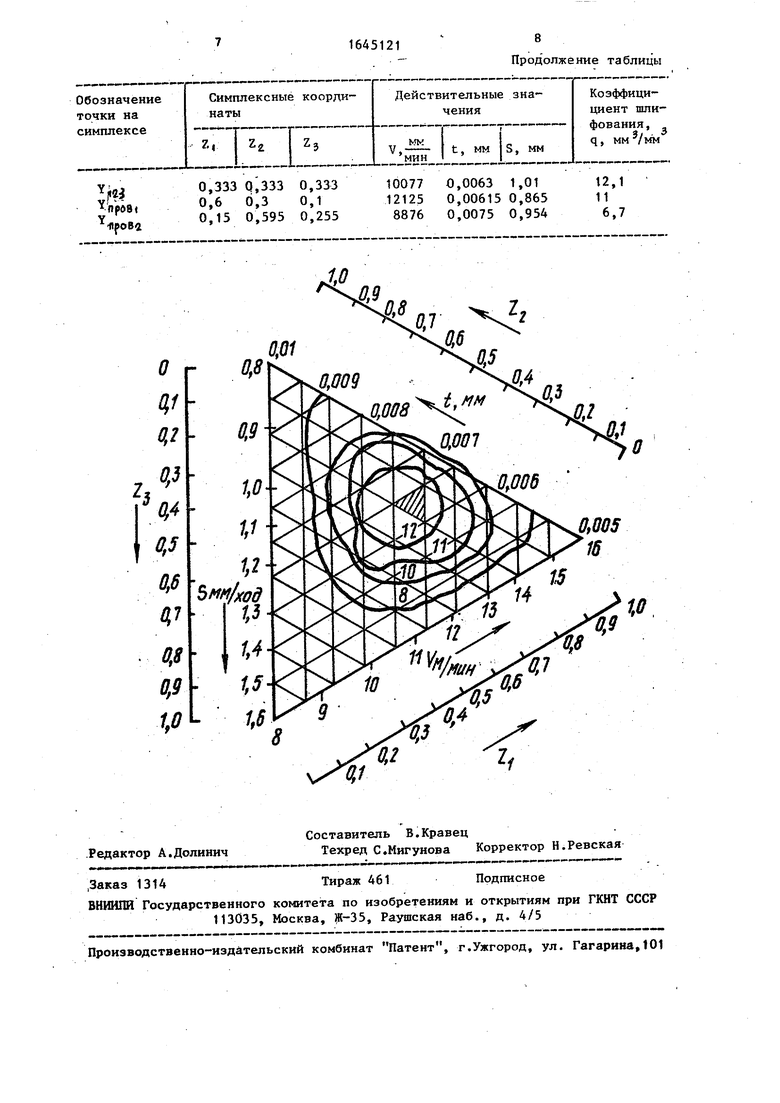
На чертеже приведена графическая интерпретация результатов.
На симплексной плоскости построены сечения поверхности отклика, полученной на основе полиноминально,й зависимости. Кривые линии показывают сочетания параметров режима, при которых коэффициент шлифования принимает значения 8, 10, 11 и 12. Заштрихованная область - это область параметров режима, для которой козффици ент шлифования 12, 5.
Так как наилучшим с точки зрения эксплуатации является максимальное значение коэффициента шлифования, определяют наибольшее значение коэффициента шлифования, исследуя получен- ную зависимость на экстремум s принимают его за оценку эксплуатационного свойства абразивного инструмента. Сочетание параметров режима, соответствующее этому значению коэффициента шлифования, будет оптимальным.
Наибольшему значению коэффициента шлифования соответствует сочетание режимов с параметрами V 11,3м/мин, S 0,91 мм/ход, t 0,0062 мм.
точки на
4
-гз
,2
45121
6
15
20
5
10
30
354С
45
25
Так как выполнение условия Q const обеспечивает постоянный уровень энергии, подводимой извне к зоне резания, это позволяет установить зависимость эксплуатационных свойств абразивного инструмента от изменения только параметров режима при постоянном уровне энергии процесса. Таким образом, повышается надежность получаемых оценок эксплуатационных показателей. Фор,мула изобретения
Способ определения эксплуатационных свойств абразивного инструмента, при котором осуществляют планирование эксперимента, шлифуют образец и определяют показатель эксплуатационного свойства абразивного инструмента при каждом сочетании параметров режима шлифования и производят обработку результатов, при которой - получают экспериментальную зависимость показателя эксплуатационного свойства от параметров режима шлифования, и по ней определяют экстремальное значение показателя свойства, отличающийся тем, что, с целью повышения точности определения свойств, в качестве „показателя эксплуатационного свойства выбиг рают коэффициент Q шлифования и шлифование образца осуществляют при постоянной производительности, величину которой определяют по формуле
Q V.t.S,
где V - скорость перемещения образца {
S - скорость подачи;
t - глубина шлифования, при этом планирование эксперимента и обработку результатов проводят с использованием плана на симплексе. I
6,2 5,4
1,1 10,4 4,8 1,41
8
Продолжение таблицы
V
| Спиридонов А.А.Планирование экспериментов при исследовании технологических процессов | |||
| М.: Машино,строение, 1081, с.78-83 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
