00
N5
Јь
CJ О Ю
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению изделий, имеющих форму тел вращения, например бочечных пробок.
Цель изобретения - повышение произ- водительностм.
На чертеже показана кинематическая схема предлагаемого станка.
Станок для изготовления изделий типа пробка включает станину 1, на которой ус- тановлено загрузочное устройство с магазином 2 и толкателем 3, цанговый патрон 4 с приводом 5 и каретка 6 с инструментом 7. Инструментом 7 выполнен в виде комбинированной фрезы включающей вставные фа- сонные резцы 8 для обработки боковой поверхности заготовки 9 и прямых резцов 10, 11 соответственно для прорезания кольцевого паза 12 и отрезания готового изделия 13. На каретке 6 установлен также вилочный захват 14 с упором 15 для продольного базирования и пневмоцилиндром 16, ход которого настроен на длину изделия 13 ограничителем хода подачи 17. Каретка 6 снабжена закрепленным на станине приво- дом 18 поперечной подачи. Буквой I обозначено расстояние между последовательно подаваемыми заготовками 9.
Работа станка. Заготовки 9 поштучно выдают снизу из магазина 2 толкателем 3. В ходе продольной подачи толкателем 3 заготовку 9 базируют по оси и одновременно приводят во вращение цанговым патроном с приводом вращения 5. Подачу заготовки 9 толкателем 3 осуществляют до контактиро- вания ее торца с упором 15 вилочного захвата 14, по которому заготовку 9 базируют продольно. По окончании базирования инструмент 7 подают кареткой 6 к заготовке 9 приводом 18 поперечной подачи. Изго- товление первого готового изделия 13 из каждой заготовки 9 производят одновременным фрезерованием бокопой поверхности заготовки 9 фасонными резцами 8 и прорезанием кольцевого паза 12 резцами 10. При изготовлении всех последующих изделий 13 производят также их отрезание их резцами 11, По окончании обработки выдвигают вилочный захват 14, после чего каретку б перемещают в обратном направлении. В ходе перемещения каретки 6 вилочный захват 14 входит в кольцевой паз 12, По окончании перемещения каретки 0 приводом 16 вилочного захвата 14 перемещают его вместе с заготовкой 9 на позицию обработки следующего изделия 13. После обработки последнего изделия 13 его вместе с оставшейся частью заготовки 9 вытаскивают из цангового патрона 4 випочным захватом 14.
Затем толкателем 3 подают из магазина 2 следующую заготовку 9 и цикл обработки повторяется.
Изобретение обеспечивает повышение производительности за счет сокращения промежутка времени между началом цикла шаговой подачи отдельных заготовок, который у прототипа способа определяется длиной заготовки, а у заявляемого способа - длиной готового изделия - длина позиционирующего устройства, и за счет увеличения числа операции выполняемых одновременно.
По сравнению с прототипом заявляемое устройство обеспечивает повышение производительности во-первых: за счет уменьшения длины холостого хода устройства для шаговой подачи необходимого для захвата заготовки, которая у прототипа равна длине заготовки, а у заявляемого устройства равна длине готового изделия и длине цангового патрона, во-вторых: - за счет одновременной обработки боковой поверхности и торцов заготовки. Кроме того, упрощается конструкция за счет уменьшения числа суппортов и приводов.
Формула изобретения
1.Способ изготовления изделий типа пробка, включающий шаговую подачу и позиционирование заготовки, ее вращение в цанговом патроне, обработку боковой поверхности заготовки и отрезание готового изделия, отличающийся тем, что, с целью повышения производительности, во время обработки боковой поверхности заготовки и отрезания готового изделия на заготовке прорезают кольцевой паз, который располагается на заготовке в месте отрезания каждого следующего готового изделия, причем шаговую подачу и позиционирование осуществляют путем захвата заготовки за кольцевой паз и протаскивания ее через постоянно зажатый вращающийся цанговый патрон.
2.Станок для изготовления изделий типа пробка, включающий станину, устройство для позиционирования, поперечную каретку с режущим инструментом, устройство шаговой продольной подачи и привод, отличающийся тем. что, с целью упрощения конструкции и повышения эффективности работы станка, устройство шаговой подачи выполнено в виде вилочного захвата, который смонтирован на поперечной каретке, причем режущий инструмент выполнен в виде комбинированной фрезерной головки во вставными фасонными и прямыми резцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления изделий типа пробок | 1991 |
|
SU1781038A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Автооператор | 1970 |
|
SU355848A1 |
Использование производство бочечных пробок. Сущность изобретения способ изготовления пробки предусматривает вращение заготовки У в цанговом патроне 4 с приводом 5, шаговую подачу и позиционирование заготовки, обработку ее боковой поверхности и отрезание готового изделия. Во время обработки боковой поверхности заготовки и отрезания готового изделия на заготовке прорезают кольцевой паз, который располагается на заготовке в месте отрезания каждого следующего готового изделия причем шаговую подачу и позиционирование осуществляют путем захвата заготовки за кольцевой паз Станок предусматривает для этих целей устройство шаго вой подачи выполненное в виде вилочного захвата 14 установленного на поперечной каретке 6 с режущим инструментом 8 10 11 2 с п ф-лы. 1 ил (Л С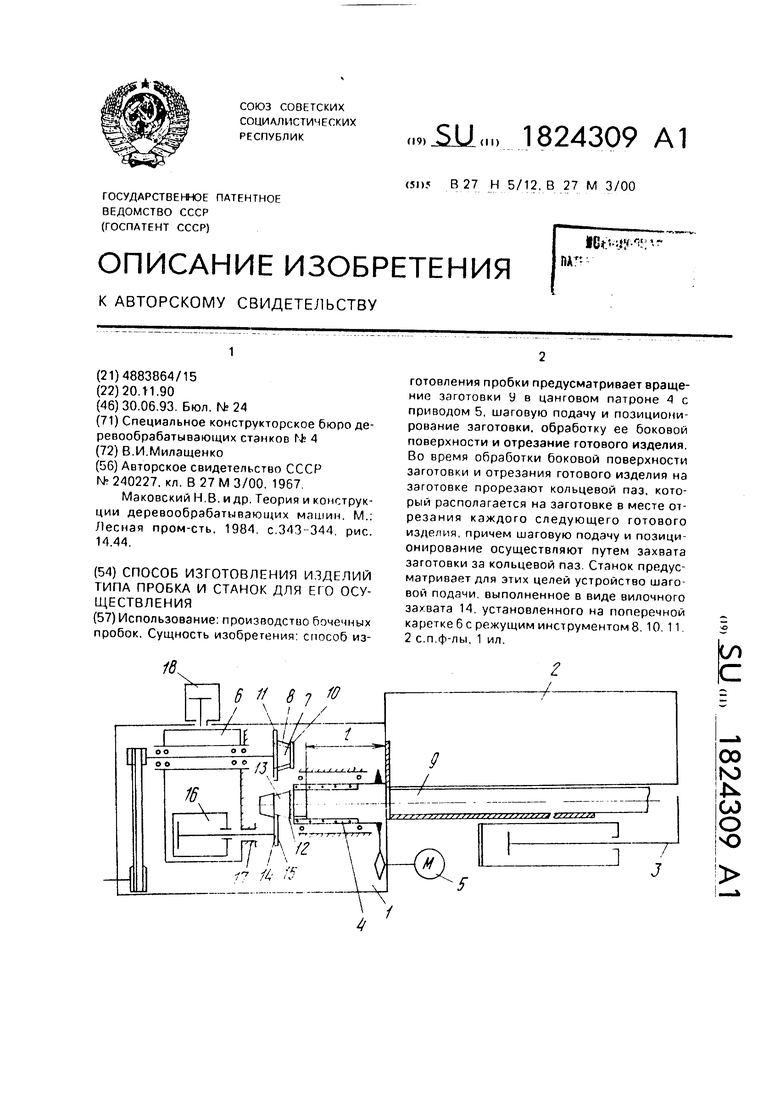
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 0 |
|
SU240227A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| и др | |||
| Теория и конструкции деревообрабатывающих машин | |||
| М. | |||
| Лесная пром-сть | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
