Изобретение относится к области сборочных работ- и может быть использовано при образовании соединений тонкостенных элементов крепежным элементом с натягом.
Целью изобретения является повышение усталостной долговечности соединения путем достижения максимального значения натяга в поперечном направлении относительно оси действия эксплуатационной нагрузки.
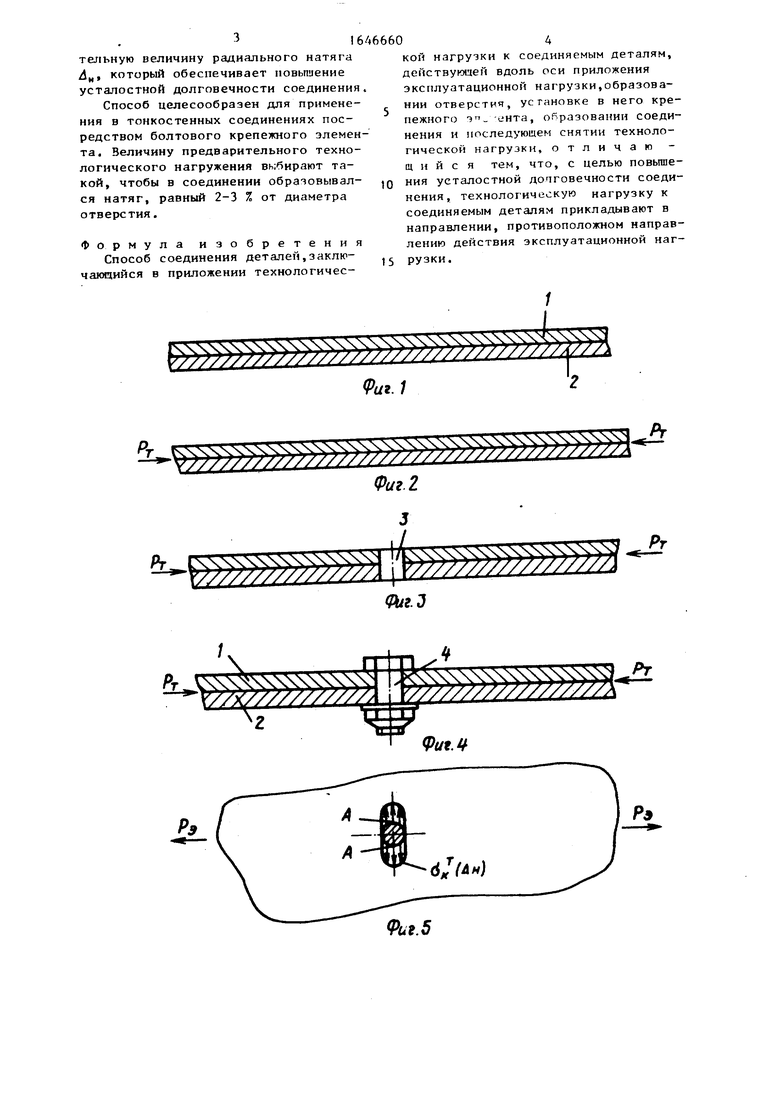
На фиг.1 показаны детали панели в исходном состоянии; на фиг.2 - то же, при приложении технологической нагрузки; на фиг.З - то же, при оира- эовании отверстия; на фиг.4 - то же, при установке в отверстие крепежного элемента; на фиг.5 - готовое соединение при действии эксплуатационной нагрузки.
Способ соединения листовых деталей I и 2 состоит в предварительном технологическом нагружении пакета соединяемых деталей усилиями сжатия Рт (фиг.2), выполнении в сжатом пакете отверстия 3 под крепежный элемент, установке в образованное отверстие крепежного элемента 4 (фиг.4) и последующей разгрузке пакета. После раэгружения пакета вследствие пружи- нения соединяемых деталей между стенкой отверстия под крепежный элемент и стержнем крепежного элемента возникают технологические напряжения С , т.е. характер контактного взаимодействия листа и крепежного элемента подобен установке крепежного элемента с натягом Дц. Причем величина натяга в соединении будет наибольшей в месте вероятного усталостного разрушения соединения, т.е. в точках А (сечение, перпендикулярное направлению действия эксплуатационной нагрузки Рэ (фиг.5).
Предлагаемый способ позволяет реализовать в месте разрушения значи(Л
с
о
4ь
Ф О5
а
тельную величину радиального натяга Ам, который обеспечивает повышение усталостной долговечности соединения. Способ целесообразен для применения в тонкостенных соединениях посредством болтового крепежного элемента. Величину предварительного технологического нагружения выбирают такой, чтобы в соединении образовывался натяг, равный 2-3 % от диаметра отверстия.
Формула изобретения
Способ соединения детален,заключающийся в приложении технологичес
5
кой нагрузки к соединяемым деталям, действующей вдоль оси приложения эксплуатационной нагрузки,образовании отверстия, установке в него крепежного эп ента, образовании соединения и последующем снятии технологической нагрузки, отличаю - щ и и с я тем, что, с целью повышения усталостной доаговечности соединения, технологическую нагрузку к соединяемым деталям прикладывают в направлении, противоположном направлению действия эксплуатационной нагрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей | 1989 |
|
SU1656195A1 |
| Способ получения многорядного срезного соединения листовых деталей | 1990 |
|
SU1767244A1 |
| Способ получения заклепочного соединения деталей | 1990 |
|
SU1735627A1 |
| Способ получения соединения трех конструктивных элементов | 1990 |
|
SU1739083A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНКЕРНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2025581C1 |
| Многорядное соединение деталей | 1990 |
|
SU1751461A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Способ получения соединения деталей | 1990 |
|
SU1754926A1 |
| Способ предотвращения роста усталостных трещин в тонкостенных конструкциях | 1982 |
|
SU1054006A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
Изобретение относится к сборке 2 и м.б. использовано при образовании соединений тонкостенных элементов крепежными элементами с натягом.Цель изобретения - повышение усталостной дотговечности соединения. Способ соединения листовых детален состоит в предварительном технологическом наг- ружении пакета соединяемых деталей усилиями сжатия,в выполнении в пакете отверстия под крепежный элемент, в установке в отверстие крепежного элемента и в последующей разгрузке пакеiа. 5 ил .
ЛУ))))/
РтК
9SSV(
/////Л/ / / А
PU9.1
Фиг.Ъ
Фиг. 5
| Способ соединения деталей | 1986 |
|
SU1388176A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
