Изобретение относится к машиностроению, к высокоресурсным соединениям деталей крепежными элементами.
Цель изобретения - повышение усталостной долговечности соединения деталей.
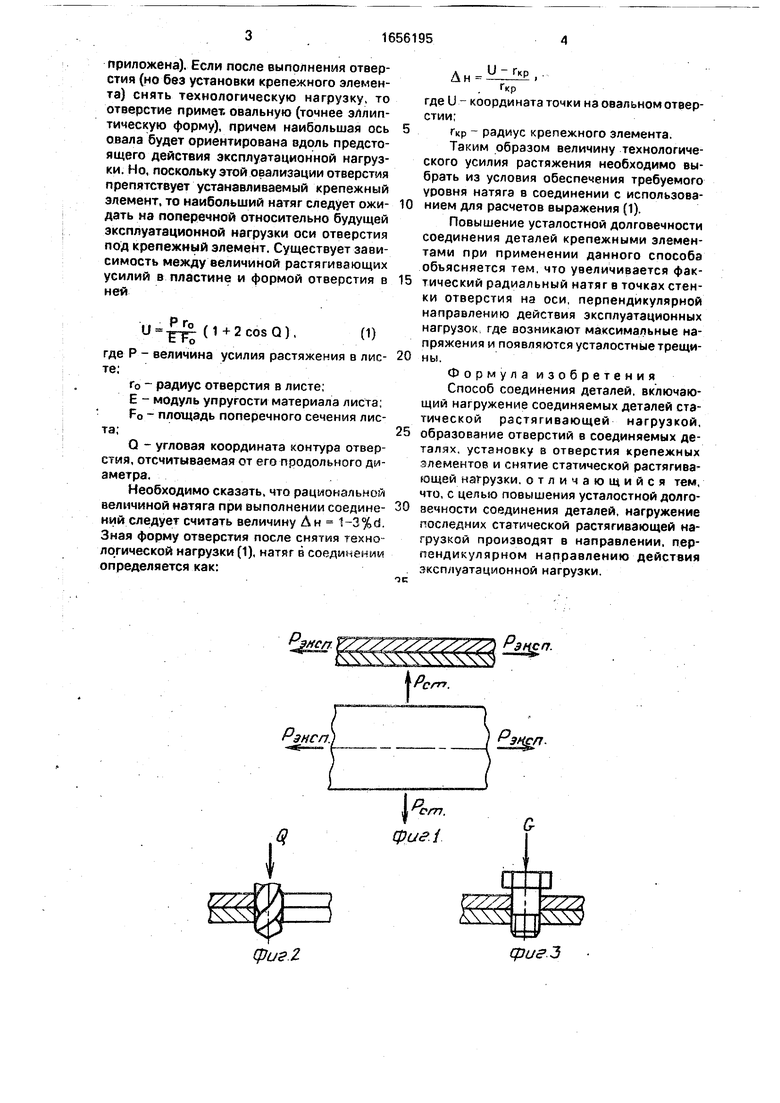
На фиг. 1-4 представлены основные этапы выполнения способа соединения деталей.
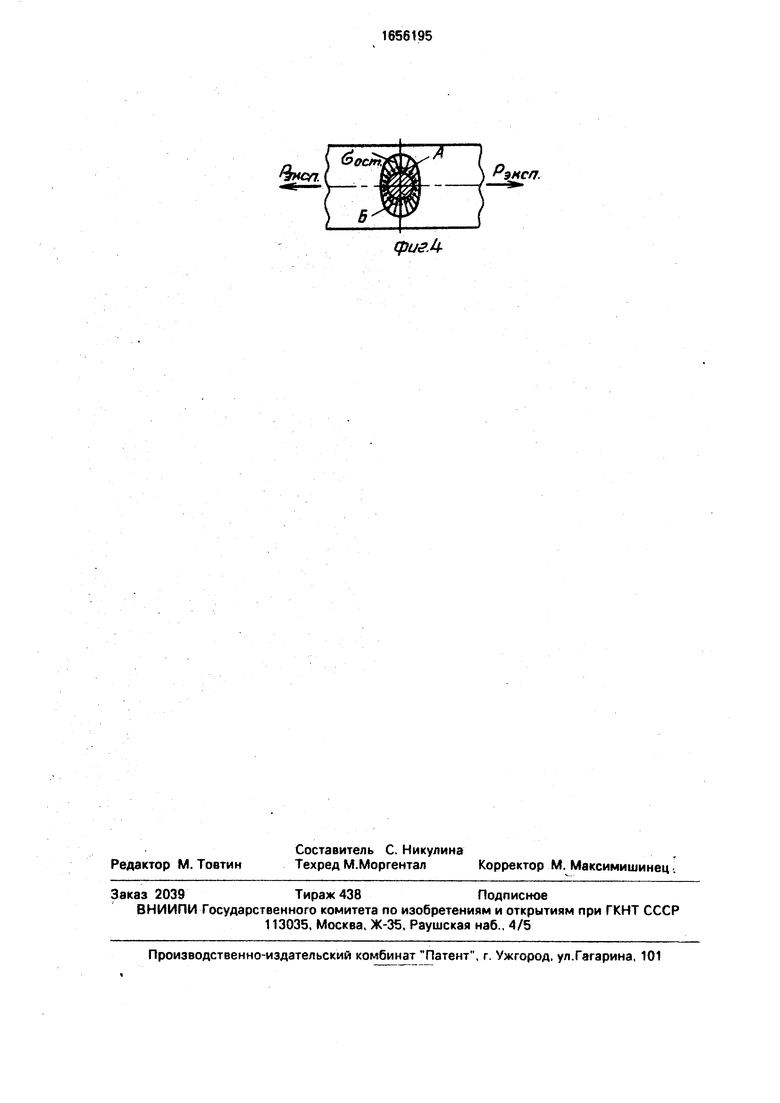
Для выполнения способа необходимо нагрузить соединяемые детали или их участок статическими растягивающими усилиями Рст, перпендикулярными по направлению эксплуатационным нагрузкам РЭКСПЛ. (фиг.1); образовать отверстия в деталях, нагруженных статическими растягивающими усилиями Рст (фиг.2); запрессовать (втянуть) болты (втулки) в отверстия в соединяемых деталях, нагруженных статическими растягивающими усилиями Рст (фиг.З); после снятия статической растягивающей нагрузки в соединении сформировано локальное поле остаточных напряжений OOCT, максимальных по величине в точках А и В - в зонах возникновения усталостных трещин (фиг.4).
Существенными и важными (с точки зрения технической эффективности способа по повышению усталостной долговечности) являются два взаимозависимых технологических параметра: величина предварительного технологического усилия растяжения; величина натяга в месте установки крепежного элемента.
После приложения технологического усилия растяжения перпендикулярно будущей эксплуатационной нагрузки и выполнения отверстия последнее имеет круглую форму (эксплуатационная нагрузка пока не
О
ел сь
чэ ел
приложена). Если после выполнения отверстия (но без установки крепежного элемента) снять технологическую нагрузку, то отверстие примет, овальную (точнее эллиптическую форму), причем наибольшая ось овала будет ориентирована вдоль предстоящего действия эксплуатационной нагрузки. Но, поскольку этой овализации отверстия препятствует устанавливаемый крепежный элемент, то наибольший натяг следует ожидать на поперечной относительно будущей эксплуатационной нагрузки оси отверстия под крепежный элемент. Существует зависимость между величиной растягивающих усилий в пластине и формой отверстия в ней
U
.Pro ТК
(1 + 2 cos Q),
где Р - величина усилия растяжения в листе;
г0 - радиус отверстия в листе;
Е - модуль упругости материала листа,
FO - площадь поперечного сечения листа;
Q - угловая координата контура отверстия, отсчитываемая от его продольного диаметра.
Необходимо сказать, что рациональной величиной натяга при выполнении соединений следует считать величину АН 1-3%d. Зная форму отверстия после снятия техно логической нагрузки (1), натяг в соединении определяется как:
10
15
20
25
30
тк
.
. г«р
где U - координата точки на овальном отверстии;
Гкр - радиус крепежного элемента.
Таким образом величину технологического усилия растяжения необходимо выбрать из условия обеспечения требуемого уровня натяга в соединении с использованием для расчетов выражения (1).
Повышение усталостной долговечности соединения деталей крепежными элементами при применении данного способа объясняется тем, что увеличивается фактический радиальный натяг в точках стенки отверстия на оси, перпендикулярной направлению действия эксплуатационных нагрузок где возникают максимальные напряжения и появляются усталостные трещины.
Формула изобретения
Способ соединения деталей, включающий нагружение соединяемых деталей статической растягивающей нагрузкой, образование отверстий в соединяемых деталях, установку в отверстия крепежных элементов и снятие статической растягива ющей нагрузки, отличающийся тем, что, с целью повышения усталостной долговечности соединения деталей, нагружение последних статической растягивающей нагрузкой производят в направлении, перпендикулярном направлению действия эксплуатационной нагрузки.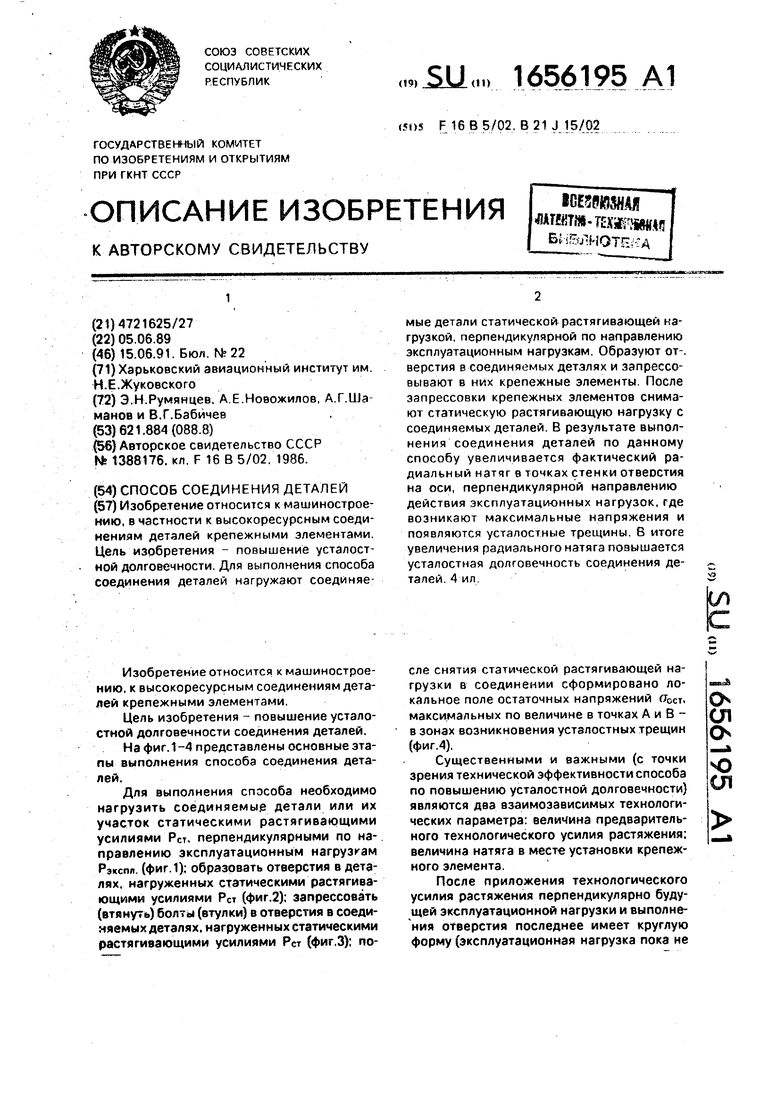
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей | 1986 |
|
SU1388176A1 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| Болтовое соединение деталей | 1987 |
|
SU1508020A1 |
| Соединение деталей | 1986 |
|
SU1409788A1 |
| Способ получения многорядного срезного соединения листовых деталей | 1990 |
|
SU1767244A1 |
| Соединение деталей и способ сборки деталей | 1986 |
|
SU1444566A1 |
| Соединение деталей | 1987 |
|
SU1493804A2 |
| Многорядное соединение деталей | 1990 |
|
SU1753077A1 |
| Способ получения заклепочного соединения | 1989 |
|
SU1732022A1 |
| Способ получения болтового соединения деталей | 1991 |
|
SU1751463A1 |
Изобретение относится к машиностроению, в частности к высокоресурсным соединениям деталей крепежными элементами Цель изобретения - повышение усталостной долговечности. Для выполнения способа соединения деталей нагружают соединяемые детали статической растягивающей нагрузкой, перпендикулярной по направлению эксплуатационным нагрузкам. Образуют от-, верстия в соединяемых деталях и запрессовывают в них крепежные элементы После запрессовки крепежных элементов снимают статическую растягивающую нагрузку с соединяемых деталей. В результате выполнения соединения деталей по данному способу увеличивается фактический радиальный натчг в точках стенки отвеостия на оси, перпендикулярной направлению действия эксплуатационных нагрузок, где возникают максимальные напряжения и появляются усталостные трещины. Б итоге увеличения радиального натяга повышается усталостная долговечность соединения деталей 4 ил
wc/r
Фиг г
ИЗ
фигЗ
фиг.Ь
| Способ соединения деталей | 1986 |
|
SU1388176A1 |
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
