Изобретение относится к литейному производству, а именно к конструкции кокиля для литья поршневых заготовок, в частности из алюминиевых сплавов.
Цель изобретения - повышение качества отливок.
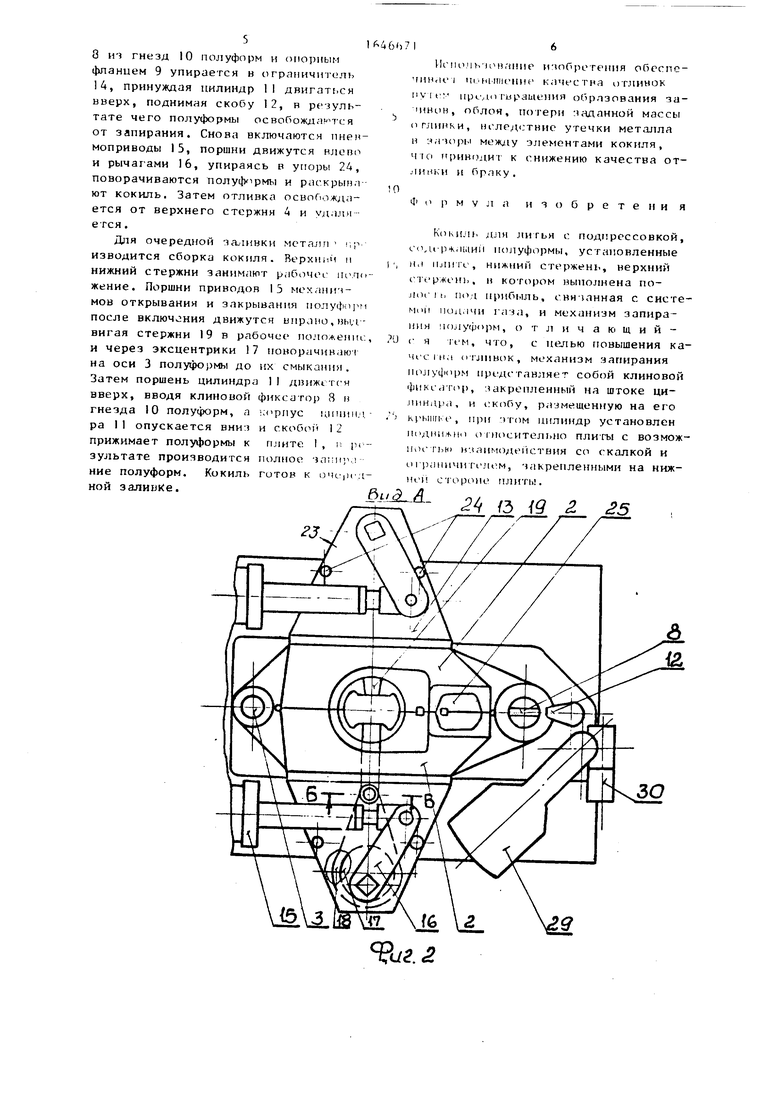
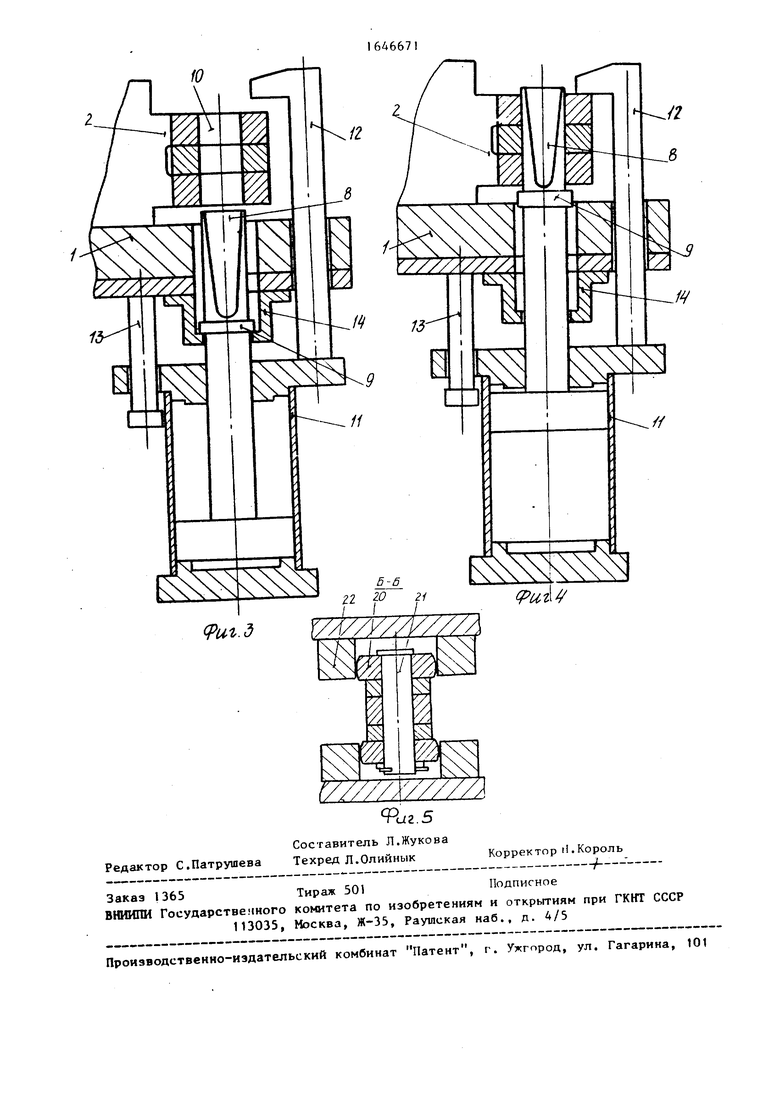
На фиг.1 представлен кокиль при закрытом положении полуформ, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - механизм запирания полуформ в нерабочем положении; на фиг.4 - механизм запирания полуформ в рабочем положении; на фиг.З - сечение Б-Б на фиг.2.
Кокиль для литья с подпрессовкой содержит установленные на плите 1 полуформы 2 с механизмами открывания и закрывания, соединенные между собой осью 3, нижний стержень 4 и верхний стержень 5, в котором выполнена полость 6 под прибыль, связанная с системой подачи газа при помощи штуцера 7. Механизм запирания полуформ представляет собой клиновой фиксатор 8, выполненный с опорным фланцем 9, имеющий возможность контактировать с гнездами 10 полуформ, закрепленный на штоке цилиндра 11, и скобу 12, размещенную на его крышке. Цилиндр 11 установлен неподвижно относительно плиты 1 с возможностью взаимодействия со скалкой 13 и ограничителем 14, закрепленными на нижней стороне плиты 1. Каждый механизм открывания и закрывания полуформ выполнен в виде пневмопривода 15, шток которого при помощи рычага 16 через эксцентри 17 связан с шатуном 18, шарнирно соединенным стержнем 19 пальцевого отверстия поршня при помощи снабженного роликами 20 пальца 21. Ролик 20 может перемещаться в направляющих
0
0
5
U
15
50
ьь
планках 22, укрепленных на кронштейне 23 полуформы, на котором укреплены упоры 24 поворота рычага 16. Кокиль выполнен с заливочной чашей 25 и стояком 26, сообщающимся с полостью 6 под прибыль и образующим зону 27 перемораживания. Каждая полуформа имеет охладительную камеру 28, расположенную в непосредственной близости к зоне перемораживания.Кокиль снабжен крышкой 29 заливочной чаши 25 с приводом 30 и системой охлаждения формообразующих элементов (не показано).
Работа кокиля осуществляется следующим образом.
После заливки металла в собранный кокиль заливочная чаша закрывается крышкой 29, после чего подается хладагент в охладительные камеры 28, в результате чего происходит перемора- живание металла в зоне 27 перемораживания стояка 26. Затем через штуцер 7 подается газ в полость 6 для подпрессовки металла, после чего включается система охлаждения формообразующих элементов кокиля. Таким образом происходит кристаллизация с подпрессовкой.
По окончании кристаллизации производится разборка кокиля. Происходит подрыв нижнего стержня 4,после чего включаются механизмы открывания полуформ, в результате чего поршни пневмоприводов 15, перемещаясь влево, через рычаги 16, эксцентрики 17 и шатуны 18 выводят из отливки стержни 19 пальцевых отверстий поршня и делают промежуточную остановку, а рычаги 16 доходят до упоров 24.Далее включается цилиндр 11 механизма запирания полуформ 2. Его поршень движется вниз, ныводнт клиновой фиксатор
О из гнезд 10 полуформ и опорным фланцем 9 упирается в ограничитель 14, принуждая цилиндр II двигаться вверх, поднимая скобу 12, в результате чего полуформы освобождается от запирания. Снова включаются пнен- моприводы 15, поршни движутся влепи и рычагами 16, упираясь в упоры 24, поворачиваются полуформы и раскрына ют кокиль. Затем отливка освобождается от верхнего стержня 4 и удали - ется.
Для очередной заливки метали ,р изводится сборка кокиля. Верхним н нижний стержни занимают рабочее попо жение. Поршни приводов 15 механичной открывания и закрывания полуформ после включония движутся иирани,выдвигая стержни 19 в рабочее положение и через эксцентрики 17 поворачиваю на оси 3 полуформы до их смыкании. Затем поршень цилиндра 11 движься вверх, вводя клиновой фиксатор 8 в гнезда 10 полуформ, а корпус цииннл pa I 1 опускается вниз и скобой 12 прижимает полуформы к плите. I , i p зультате производится полное чаги;1. ние полуформ. Кокиль готов к очерсд ной залииКе.
Исиочьчон.чние ичобретения обеспс- чиндеi чсышичте качес гна отлннок nv предотвращения обрлзования за- 1ИИОН, облоя, потери чаданной массы о глинки, вследствие утечки металла в ч,поры между элементами кокиля, что приводи к снижению качества от- лннки и браку.
tt о р м v л а и з о О р е т е н и я
Кокиль для лисья с подпрессовкой, (. полуформы, установленные на или iv, нижний стержень, верхний стержень, н котором выполнена полос i t, по- прибыль, связанная с системой подачи гач.1, и механизм запирания нолуформ, отличающий- я it M, что, с целью повышения ка- 4i ciH,i отливок, механизм запирания полуформ представляет собой клиновой фиксатор, закрепленный на штоке цилиндр,, и скобу, раамещенную на его крыть о, при чтом цилиндр установлен |Ц1днп н 1 о i носителыю плиты с возможное гъю нчаимодеГ(стния со скалкой и 01раничнгелем, закрепленными на нижнем стороне плиты.
25
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Кокиль | 1979 |
|
SU835620A1 |
| Двухкокильная машина для литья под низким давлением | 1972 |
|
SU424654A1 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ МЕТАЛЛИЧЕСКИХ СТЕРЖНЕЙ ИЗ ПОДВИЖНОЙ ПОЛУФОРМЫВПТ&п Q«lflliPP"' ii OtiUilu i-- | 1973 |
|
SU435064A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| КОКИЛЬ С ВЕРТИКАЛЬНЫМИ ПЛОСКОСТЯМИ РАЗЪЕМА | 1991 |
|
RU2020038C1 |
| Кокиль для литья головки блока цилиндров из алюминиевых сплавов | 1991 |
|
SU1803256A1 |
| Кокильная машина | 1987 |
|
SU1588494A1 |
Изобретение относится к литейному производству, а именно к конструкции кокиля для литья поршневых заготовок, в частности, из алюминиевых сплавов. Цель - повышение качества отливок. Кокиль содержит установленные на плите 1 полуформы 2 с механизмами открывания и закрывания,сое
Составитель Л.Жукова Редактор С.Патрушева Техред Л.Олийнык
Фаг.5
Корректор г.Король -/---,
| Кокиль | 1979 |
|
SU835620A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
