Изобретение относится к металлообработке и может быть использовано для фрезерования дисковыми фрезами шлицевых пазов в головках крепежных болтов, винтов, шпилек и других деталей.
Цель изобретения - расширение технологических возможностей за счет возможности обработки винтов с головками различной конфигурации и повышение производительности труда за счет быстрой подачи заготовок в зону обработки.
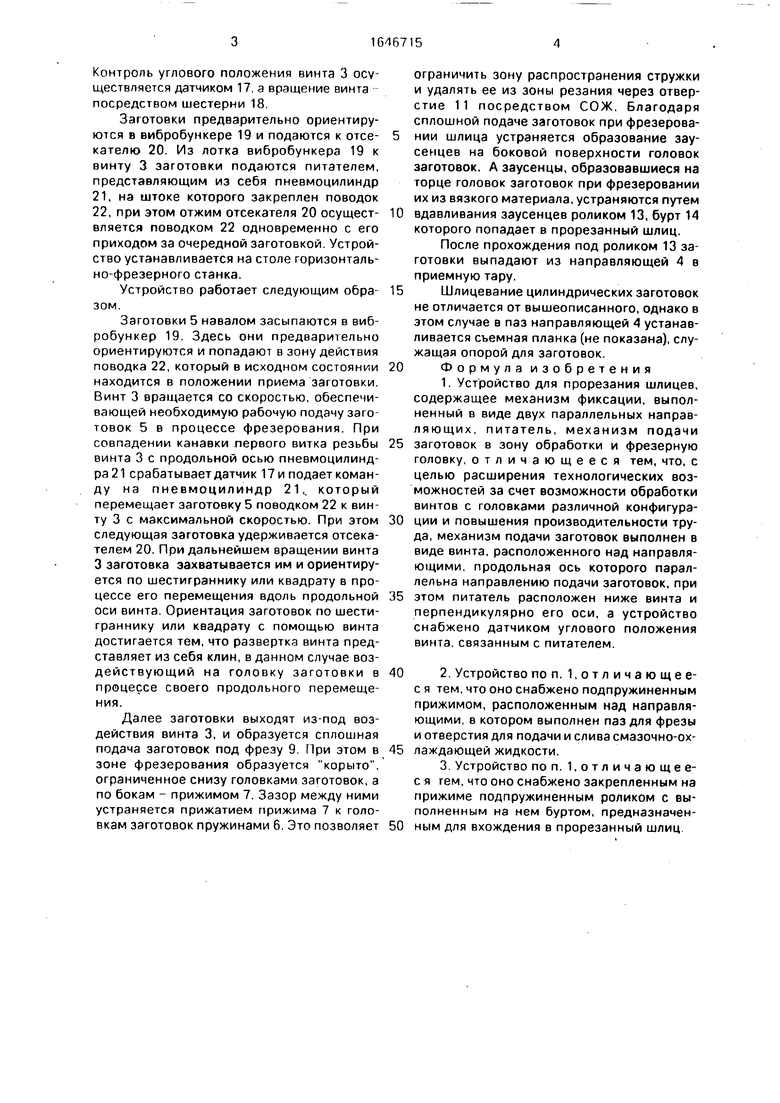
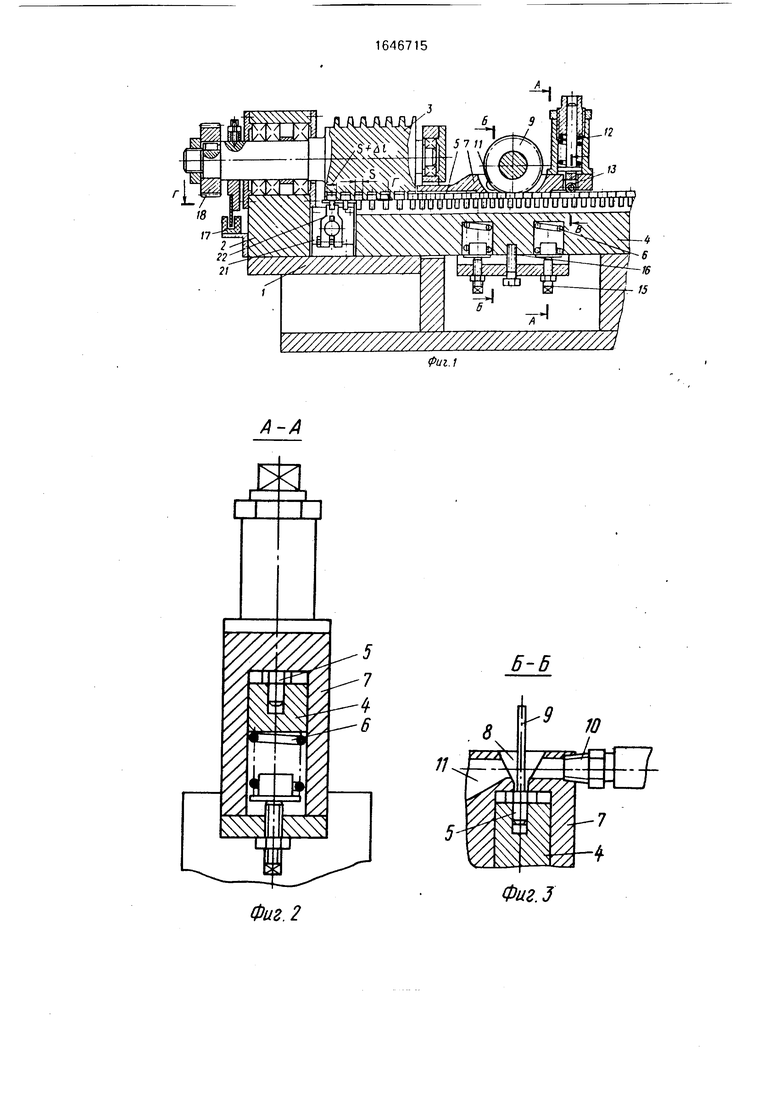
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5- - разрез Г-Г на фиг. 1.
Устройство содержит корпус 1, опору 2, винт 3, установленный в корпусе 1 на подшипниках опоры 2. На корпусе 1 закреплена
направляющая 4 для заготовок 5, которую охватывает подпружиненный пружинами 6 прижим 7. В прижиме 7 выполнен паз 8 для прохода фрезы 9, резьбовое отверстие под штуцер 10 для подачи СОЖ и отверстие 11 для слива СОЖ со стружкой. На прижиме 7 закреплен подпружиненный пружиной 12 ролик 13, имеющий центральный бурт 14, предназначенный для вхождения в прорезанный шлиц заготовок 5.
Усилие зажима заготовок в процессе обработки регулируется винтами 15, а освобождение заготовок 5 от прижимных усилий осуществляется болтом 16. Ширина канавки резьбы винта 3 равна размеру под ключ головки заготовки 5, причем ширина канавки nepeoi и витка резьбы выполнена шире на величину Д|, достаточную для прохождения не сориентированной головки заготовки.
а
vi
л
Контроль углового положения винта 3 осуществляется датчиком 17, а вращение винта посредством шестерни 18
Заготовки предварительно ориентируются в вибробункере 19 и подаются к отсе- кателю 20. Из лотка вибробункера 19 к винту 3 заготовки подаются питателем, представляющим из себя пневмоцилиндр
21,на штоке которого закреплен поводок
22,при этом отжим отсекателя 20 осуществляется поводком 22 одновременно с его приходом за очередной заготовкой. Устройство устанавливается на столе горизонтально-фрезерного станка.
Устройство работает следующим образом.
Заготовки 5 навалом засыпаются в вибробункер 19. Здесь они предварительно ориентируются и попадают в зону действия поводка 22, который в исходном состоянии находится в положении приема заготовки. Винт 3 вращается со скоростью, обеспечивающей необходимую рабочую подачу заготовок 5 в процессе фрезерования. При совпадении канавки первого витка резьбы винта 3 с продольной осью пневмоцилинд- ра21 срабатывает датчик 17 и подает команду на пневмоцилиндр 21,. который перемещает заготовку 5 поводком 22 к винту 3 с максимальной скоростью. При этом следующая заготовка удерживается отсека- телем 20. При дальнейшем вращении винта 3 заготовка захватывается им и ориентируется по шестиграннику или квадрату в процессе его перемещения вдоль продольной оси винта. Ориентация заготовок по шестиграннику или квадрату с помощью винта достигается тем, что развертка винта представляет из себя клин, в данном случае воздействующий на головку заготовки в процессе своего продольного перемещения.
Далее заготовки выходят из-под воздействия винта 3, и образуется сплошная подача заготовок под фрезу 9. При этом в зоне фрезерования образуется корыто, ограниченное снизу головками заготовок, а по бокам - прижимом 7. Зазор между ними устраняется прижатием прижима 7 к головкам заготовок пружинами 6. Это позволяет
ограничить зону распространения стружки и удалять ее из зоны резания через отверстие 11 посредством СОЖ, Благодаря сплошной подаче заготовок при фрезеровании шлица устраняется образование заусенцев на боковой поверхности головок заготовок. А заусенцы, образовавшиеся на торце головок заготовок при фрезеровании их из вязкого материала, устраняются путем
вдавливания заусенцев роликом 13, бурт 14 которого попадает в прорезанный шлиц.
После прохождения под роликом 13 заготовки выпадают из направляющей 4 в приемную тару.
Шлицевание цилиндрических заготовок не отличается от вышеописанного, однако в этом случае в паз направляющей 4 устанавливается съемная планка (не показана), служащая опорой для заготовок.
Формула изобретения
1. Устройство для прорезания шлицев, содержащее механизм фиксации, выполненный в виде двух параллельных направляющих, питатель, механизм подачи
заготовок в зону обработки и фрезерную головку, отличающееся тем, что, с целью расширения технологических возможностей за счет возможности обработки винтов с головками различной конфигурации и повышения производительности труда, механизм подачи заготовок выполнен в виде винта, расположенного над направляющими, продольная ось которого параллельна направлению подачи заготовок, при
этом питатель расположен ниже винта и перпендикулярно его оси, а устройство снабжено датчиком углового положения винта, связанным с питателем.
2. Устройство по п. 1,отличающее- с я тем, что оно снабжено подпружиненным прижимом, расположенным над направляющими, в котором выполнен паз для фрезы и отверстия для подачи и слива смазочно-охлаждающей жидкости.
3 Устройство по п. 1,отличающее- с я гем, что оно снабжено закрепленным на прижиме подпружиненным роликом с выполненным на нем буртом, предназначен0 ным для вхождения в прорезанный шлиц
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Устройство для фрезерования шлицев на винтах | 1983 |
|
SU1093450A1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Устройство для прорезки шлицов на винтах | 1982 |
|
SU1068243A2 |
| МНОГОМЕСТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ НЕПРЕРЫВНОГО ФРЕЗЕРОВАНИЯ ШЛИЦЕВ В ДЕТАЛЯХ ТИПА ВИНТОВ | 1971 |
|
SU303146A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ШЛИЦЕВ | 1973 |
|
SU390880A1 |
| Устройство для фрезерования пазов | 1990 |
|
SU1704955A1 |
Изобретение относится к металлообработке и может быть использовано при фрезеровании пазов в головках болтов, шпилек и других деталей. Цель изобретения - расширение технологических возможностей за счет обработки винтов с головками различной конфигурации и повышение производительности труда за счет быстрой подачи заготовок в зону обработки. Устройство включает корпус 1, опору 2, винт 3, установленный над направляющей 4 в корпусе 1 на подшипниках опоры 2. На корпусе 1 закреплена направляющая 4 для заготовок 5. Направляющая охватывается подпружиненным прижимом 7, имеющим паз для прохода фрезы 9 и отверстия для подачи и слива смазочно-охлаждающей жидкости. На прижиме 7 закреплен подпружиненный ролик 13, имеющий центральный буртик, предназначенный для вхождения в прорезанный шлиц. Винт 3 имеет датчик 17 углового положения, связанный с вибробункером и питателем 21, расположенным ниже винта 3. При этом ось питателя перпендикулярна продольной оси винта 3. 2 з.п.ф-лы, 5 ил. ё
А-А
Фиг. 2
6-6
Ю
vJEZ
Фиг.З
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ШЛИЦЕВ | 0 |
|
SU390880A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
