Изобретение относится к области металлообработки.
Известны станки для нарезания шлицев на головках вкитов и нодобных деталях, подаваемых последовательно в зону резания с помощью толкателя шагового перемещения и фиксируемы.х относительно плоскости режущего 1И1Струмента.
Цель изобретения - нарезание шлицев без заусенцев.
Для этого мехаинзм фиксации выполнен в двух параллельных направляющих, между торцом которых и толкателем установлен затвор, состоящий из двух подпружиненных щеколд со скощенными кромками. При нарезании шлицев на цилиндрических деталях внутри направляющих устанавливается планка.
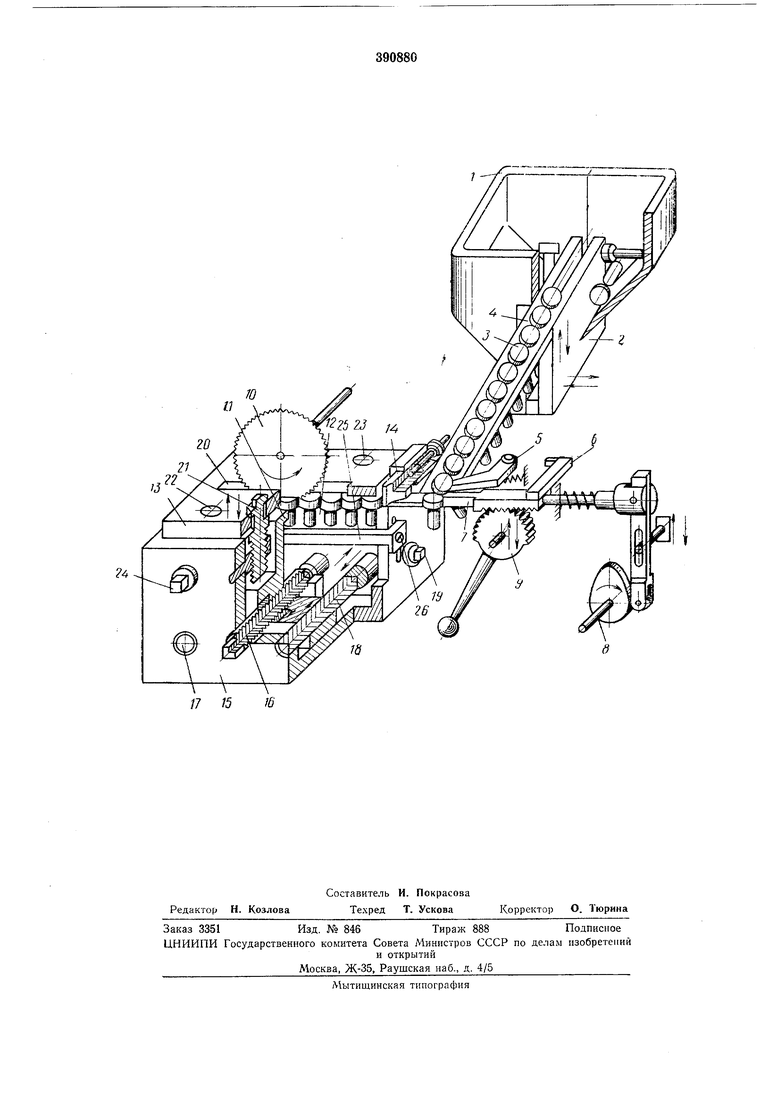
На чертеже изображено предлагаемое устройство для нарезания щлицев.
Внутри бункера / установлена доска 2, совершающая возвратно-поступательное движение и подающая винты 5 на питатель 4. На противоположном конце питателя 4 размещен отсекатель 5 в виде рычага, одно плечо которого отсекают винты 3, а другое - расположено против рычаг.а 6. Рычаг закреплен на толкателе 7 щагового перемещения. Толкатель 7 осуществляет возвратно-поступательное движение под действием кулачкового механиз.ма 8 или механизма ручной подачи 9.
Зажим, ориентирующий винты 3 относительно фрезы 10, состоит из двух параллельных направляющих // и 12, охватывающих тело каждого из винтов 3, прижимной плиты 13 и
затвора, выполненного из двух подпружиненных щеколд 14 (вторая щеколда на чертеже не показана). Эти щеколды устаиовлены перпендикулярно направляющим 11 и 12 и снабжены скощенными набегающими кромками. Направляющие // и 12, плита 13 и щеколды 14 смонтированы на общем корпусе 15. Для параллельного раздвижения направляюидих 11 и 12 они снабжены ходовым винтом 16 с левой и правой резьбой и двумя направляющими пальцами 17 и 18. Расстояние между параллельными направляющими // и 12 определяется диаметром винтов 3 с плюсовым зазором и фиксируется стопором 19.
Прижимная плита 13 снабжена продольным назом 20 для фрезы 10 и расположена параллельно верхней плоскости направляющих 11 и 12 и регулируется по высоте винтом 21. Пальцы 22 и 23 обеспечивают при такой регулировке параллельное перемещение
плиты 13. Стоиор 24 фиксирует положение плиты 13, которое определяется толщиной головки винтов 5, также с плюсовым допуском. При щлицевании изделий цилиндрической формы между направляющими // и 12 устанавливается планка 25. Ее положение по высоте по отношению к корпусу / фгнчсируется стопорным болтом 26.
Устройство работает следующим образом.
Винты нз загрузочного бункера / попадают на доску 2, совершающую возвратно-поступательное движение. Вследствие этого винты 3 ориентируются головками вверх и снлошным потоком подаются по питателю 4 к отсекателю 5, который препятствует дальнейшему перемещенню винтов 3. Винт, расположенный по другую сторону отсекателя 5, под действием толкателя 7 упирается в скошенные кромки неколд 14, раздвигает их и попадает в направляющие 11 и 12. При этом головка винта своей нижней плоскостью опирается на верхние плоскости направляющих 11 и 12, я его тело заключено между последними. Одновременно с этим 32 вннтом 3 смыкаются подпружиненные щеколды 14. Толкатель 7, совершая возвратно-поступательное движение, подает очередной винт 3 через затвор на направляющие 11 н 12.
Фреза 10 производит щлицевание встречно с подачей «на зуб. Сплошная подача под фрезу 10 винтов 3, головки которых прижаты друг к другу, обеспечивает нарезание шлицев на всех головках без образования заусенцев на боковой поверх1юсти головок винтов 3. После прохождения под фрезой 10 винты 3 выпадают с направляющих // и 12.
Шлицевание цилиндрических изделий не отличается от вышеописаииого, однако в этом случае планка 25 устанавлнвается между направляющими 11 и 12 на требуемой высоте и служит для поддержания и перемещения цилиндрических изделий, заключенных между нрижимной плитой 13, плацкой 25 и двух нанравляющих // и 12.
Предлагаемое устройство для нарезания шлицев на головках винтов может быть также использовано без загрузочного узла и кулачкового механизма 8. В этом случае устройство устанавливается на стол горизонтального фрезерного станка. При этом нзделие к щеколдам 14 затвора подают вручнуЕО, а вииты под фрезу 10 механизмом ручной подачи.
Пред м е т и з о б р е т е ii и я
1. Устройство для нарезания шлицев на головках виитов и подобных деталях, подаваемых последовательно в зопу резания с помощью толкателя шагового перемещения и фиксируемых относительно плоскости режущего инструмеита, отличающееся тем, что, с целью предотвращения образования заусенцев, механизм фнксации выполнен в виде двух параллельных направляющих, между торцом которых и толкателем установлен затвор, состоящ,ий из двух подпружииен}1ых щеколд со скощенными кромками.
2. Устройство по п. I, отличающееся тем, что, с целью нарезания шлицев иа цилиндрических деталях, виутри направляющих установлена планка.
4 Т /7 /5 Г Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прорезания шлицев | 1989 |
|
SU1646715A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2125954C1 |
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2118274C1 |
| УСТРОЙСТВО для снятия ЗАУСЕНЦЕВ С ГОЛОВОК винтов | 1972 |
|
SU325129A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
| Станок для фрезерования шлицев | 1982 |
|
SU1047620A1 |
| Устройство для нарезания зубьев у гребней и расчесок | 1958 |
|
SU116542A1 |