1 Вид А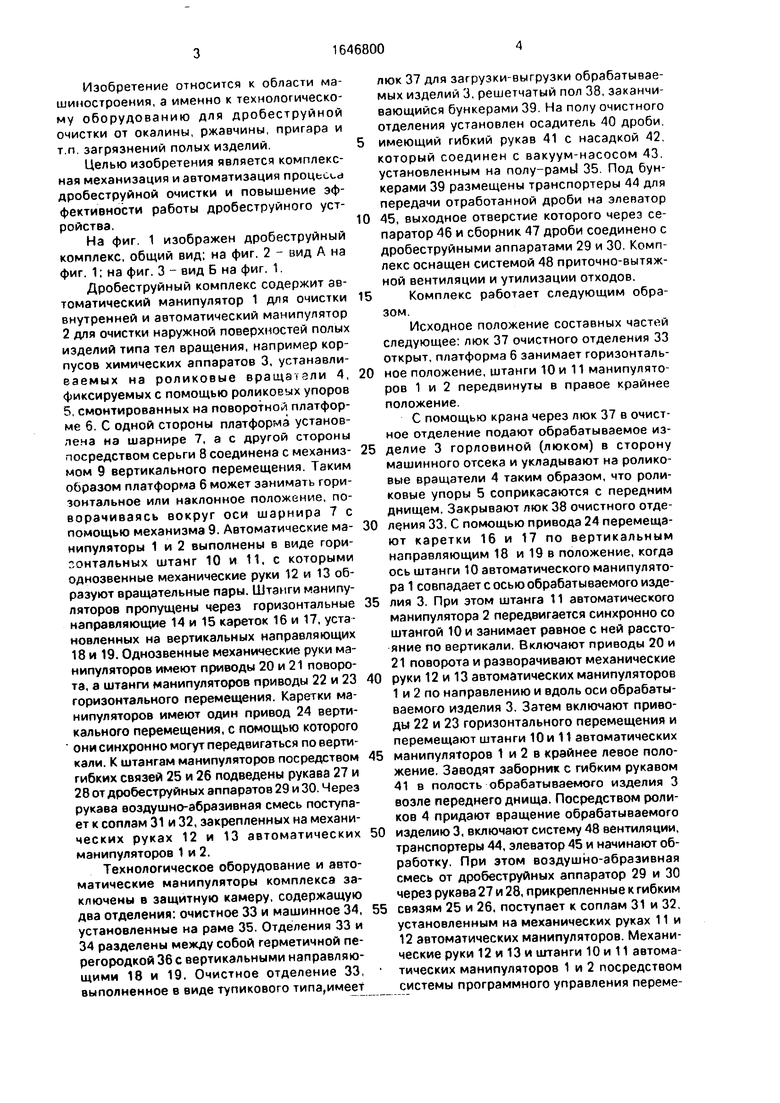

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дробеметной обработки внутренней поверхности труб | 1990 |
|
SU1756129A1 |
| УСТАНОВКА ДЛЯ ДРОБЕСТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2022 |
|
RU2794311C1 |
| Установка для обработки крупногабаритных изделий | 1990 |
|
SU1776445A1 |
| Установка для дробеструйной очистки внутренней поверхности труб | 1989 |
|
SU1699763A1 |
| Устройство для абразивоструйной обработки внутренних поверхностей цилиндрических сосудов | 1979 |
|
SU867627A1 |
| ДРОБЕМЕТНАЯ УСТАНОВКА | 1969 |
|
SU234096A1 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2007 |
|
RU2404400C2 |
| МЕХАНИЗИРОВАННАЯ КРЕПЬ ДЛЯ КРУТЫХ ПЛАСТОВ | 2010 |
|
RU2434138C1 |
| Установка для дробеструйной обработки полых цилиндрических изделий | 1986 |
|
SU1366376A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1249753A1 |

Изобретение относится к машиностроению, а именно к технологическому оборудованию для дробеструйной очистки. Цель изобретения - комплексная механизация и автоматизация процесса и повышение эффективности работы. Комплекс включает заключенные в защитную камеру автоматические манипуляторы для очистки внутренней и наружной поверхностей полых изделий типа тел вращения и технологическое оборудование. Камера содержит два отделения - очистное 33 и машинное 34, разделенные между собой герметичной перегородкой 36, через которую пропущены автоматические манипуляторы, выполненные в виде приводных штанг 10 и 11 с одно- звенными механическими руками 12 и 13, образующими вращательные пары. Штанги установлены на каретках 16 и 17, имеющих возможность вертикального перемещения. Очистное отделение 33 содержит верхний люк, поворотную платформу 6 с роликовым вращаетелем 4 и осадите ль 40 дроби. В машинном отделении 34 размещены дробеструйные аппараты 29 и 30. соединенные со штангами 10 и 11 гибкими рукавами 27 и 28. 1 з.п.ф-лы, 3 ил.
12
1Л
жж
3}
6 «2 5 V ° з7
Фиг.2
12
17 2 6 23
21
О
ь о
00
о о
20
Изобретение относится к области машиностроения, а именно к технологическому оборудованию для дробеструйной очистки от окалины, ржавчины, пригара и т.п. загрязнений полых изделий.
Целью изобретения является комплексная механизация и автоматизация процесса дробеструйной очистки и повышение эффективности работы дробеструйного устройства.
На фиг. 1 изображен дробеструйный комплекс, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Дробеструйный комплекс содержит автоматический манипулятор 1 для очистки внутренней и автоматический манипулятор 2 для очистки наружной поверхностей полых изделий типа тел вращения, например корпусов химических аппаратов 3, устанавливаемых на роликовые вращатзли 4, фиксируемых с помощью роликовых упоров 5, смонтированных на поворотной платформе 6. С одной стороны платформа установлена на шарнире 7, а с другой стороны посредством серьги 8 соединена с механизмом 9 вертикального перемещения. Таким образом платформа 6 может занимать горизонтальное или наклонное положение, поворачиваясь вокруг оси шарнира 7 с помощью механизма 9. Автоматические манипуляторы 1 и 2 выполнены в виде горизонтальных штанг 10 и 11, с которыми однозвенные механические руки 12 и 13 образуют вращательные пары. Штанги манипуляторов пропущены через горизонтальные направляющие 14 и 15 кареток 16 и 17, установленных на вертикальных направляющих 18 и 19. Однозвенные механические руки манипуляторов имеют приводы 20 и 21 поворота, а штанги манипуляторов приводы 22 и 23 горизонтального перемещения. Каретки манипуляторов имеют один привод 24 вертикального перемещения, с помощью которого они синхронно могут передвигаться по вертикали. К штангам манипуляторов посредством гибких связей 25 и 26 подведены рукава 27 и 28 от дробеструйных аппаратов 29 и 30. Через рукава воздушно-абразивная смесь поступает к соплам 31 и 32, закрепленных на механических руках 12 и 13 автоматических манипуляторов 1 и 2.
Технологическое оборудование и автоматические манипуляторы комплекса заключены в защитную камеру, содержащую два отделения: очистное 33 и машинное 34, установленные на раме 35. Отделения 33 и 34 разделены между собой герметичной перегородкой 36 с вертикальными направляющими 18 и 19. Очистное отделение 33, выполненное в виде тупикового типа,имеет
люк 37 для загрузки-выгрузки обрабатываемых изделий 3, решетчатый пол 38, заканчивающийся бункерами 39. На полу очистного отделения установлен осадитель 40 дроби,
имеющий гибкий рукав 41 с насадкой 42, который соединен с вакуум-насосом 43. установленным на полу-рамь 35. Под бункерами 39 размещены транспортеры 44 для передачи отработанной дроби на элеватор
0 45, выходное отверстие которого через сепаратор 46 и сборник 47 дроби соединено с дробеструйными аппаратами 29 и 30. Комплекс оснащен системой 48 приточно-вытяж- ной вентиляции и утилизации отходов.
5Комплекс работает следующим образом.
Исходное положение составных частей следующее: люк 37 очистного отделения 33 открыт, платформа 6 занимает горизонталь0 ное положение, штанги 10 и 11 манипуляторов 1 и 2 передвинуты в правое крайнее положение.
С помощью крана через люк 37 в очистное отделение подают обрабатываемое из5 делив 3 горловиной (люком) в сторону машинного отсека и укладывают на роликовые вращатели 4 таким образом, что роликовые упоры 5 соприкасаются с передним днищем. Закрывают люк 38 очистного отде0 ле.ния 33. С помощью привода 24 перемещают каретки 16 и 17 по вертикальным направляющим 18 и 19 в положение, когда ось штанги 10 автоматического манипулятора 1 совпадает с осью обрабатываемого изде5 лия 3. При этом штанга 11 автоматического манипулятора 2 передвигается синхронно со штангой 10 и занимает равное с ней расстояние по вертикали. Включают приводы 20 и 21 поворота и разворачивают механические
0 руки 12 и 13 автоматических манипуляторов 1 и 2 по направлению и вдоль оси обрабатываемого изделия 3. Затем включают приводы 22 и 23 горизонтального перемещения и перемещают штанги 10 и 11 автоматических
5 манипуляторов 1 и 2 в крайнее левое положение. Заводят заборник с гибким рукавом 41 в полость обрабатываемого изделия 3 возле переднего днища. Посредством роликов 4 придают вращение обрабатываемого
0 изделию 3, включают систему 48 вентиляции, транспортеры 44, элеватор 45 и начинают обработку. При этом воздушно-абразивная смесь от дробеструйных аппаратор 29 и 30 через рукава 27 и 28, прикрепленные к гибким
5 связям 25 и 26, поступает к соплам 31 и 32, установленным на механических руках 11 и 12 автоматических манипуляторов. Механические руки 12 и 13 и штанги 10 и 11 автома- тических манипуляторов 1 и 2 посредством системы программного управления перемещают сопла 31 и 32 по эквидистанте к образующей кривой вращающегося изделия 3 с требуемой скоростью, обеспечивая равномерную обработку. При этом очистку левого (глухого) днища производят при горизон- тальном положении обрабатываемого изделия, а при переходе на очистку изделия 3 платформу 6 посредством серьги 8 и с помощью привода 9 со скоростью, обеспечивающей требуемое перекрытие поверхности факелом инструмента, поднимают Б наклонное положение.
Такое выполнение операции обеспечивает обработку всей поверхности левого днища, без пропуска каких-либо мест и об- разования мертвой зоны у центра, т.е. иск- лючает ручную доочистку в полости изделия. От сползания изделие 3 удерживают роликовые упоры 5. Наклонное положе- ние вращающегося обрабатываемого изделия 3 обеспечивает сбор отработанной дооби у правого днища (днище с люком) изделия 3, куда помещен заборник. Вакуум- насос 43 создает разрежение в осадителе 40 и отработанная дробь через рукав 41 всасы- веется е осадитель 40, где по мере накопления высыпается в бункер 39. Дробь от сопла 32 автоматического манипулятора 2, производящего очистку наружной поверхности- изделия 3, рикошетируют от отработанной поверхности и от стенок очистного отделения 33 сразу через решетчатый пол 38 попадает в бункера 39, а затем на транспортеры 44, которые передают ее на элеватор 45. Далее дробь через сепаратор 46 и сборник 47 поступает к дробеструйным аппаратам 29 и 30. После завершения обработки внутренней и наружной поверхностей изделия 3 питание сопел 31 и 32 воздушно-абразивной смесью прекращается, механические руки 12 и 13 поворачиваются вдоль оси обрабатываемого изделия 3 в сторону левого (глухого) днища. Штанга 10 автоматического манипулятора 1 выводится из полости обработанного изделия. При этом штанга 11 ав-
тематического манипулятора 2 занимает аналогичное положение. Платформа 6 возвращается в горизонтальное положение.
Через дверь в герметичной перегородке 36 оператор из машинного отеделения 34 переходит в очистное отделение 33 и осматривает обработанное изделие 3. При необходимости призводит доочистку труднодоступных мест на изделии, отсасывают посредством насадки оставшуюся в полости изделия дробь. Затем открывают люк 37 и с помощью мостового крана передают очищенное изделие 3 на последующую обработку.
Формула изобретения
/
| УСТАНОВКА ДЛЯ ДРОБЕМЕТНОЙ ОЧИСТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ СОСУДОВ | 0 |
|
SU220087A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
