Л /77/У// //У///// / /1
(Л
05 00
а
1
Фиё.1
мер, корпусов паяльных ламп. Цель изобретения - повьшение производительности труда. На основании 1 размещена камера 25, имеющая секции, в которых расположена часть полой планшайбы 3, закрепленной на поворотной колонне 2. Во внутренних полостях планшайбы 3 установлены валы 12 и 13. На верхнем торце валов 12 закреплены оправки 17, а на нижнем - профильные кулачки 18. На основании 1 смонтированы круговые направляющие 20 для валов 22, имеющих прямоугольные торцы. Профильные кулачки 18 взаимодействуют с роликами 31 толкателей 32, кинематически связанных с соплами 36. В секциях камеры производится последовательно обработка верхней части наружной поверхности 30, днища и нижнего пояса внутренней поверхности, а также нижней части наружной поверхности за счет придания вращательного движения вокруг своей оси и одновременного качательного движения соплу 36 относительно его поверхности. 1 3. п. ф-лы, 3 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для металлизации изделий | 1990 |
|
SU1808400A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2375496C2 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Установка для обработки деталей дробью | 1979 |
|
SU921829A1 |
| Установка для очистки емкостей с узкой горловиной | 1983 |
|
SU1187970A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1997 |
|
RU2120492C1 |
| Дробеметная установка для очистки наружной поверхности цилиндрических изделий | 1986 |
|
SU1433779A1 |
| Устройство для дробеструйной обработки сферических поверхностей | 1974 |
|
SU510360A2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| Установка для дробеударного упрочнения сложнопрофильных изделий | 1980 |
|
SU897490A1 |
Изобретение относится к дробеструйной очистке и предназначено для автоматизации процесса дробеструйной очистки наружных и внутренних поверхностей полых цилиндрических, напри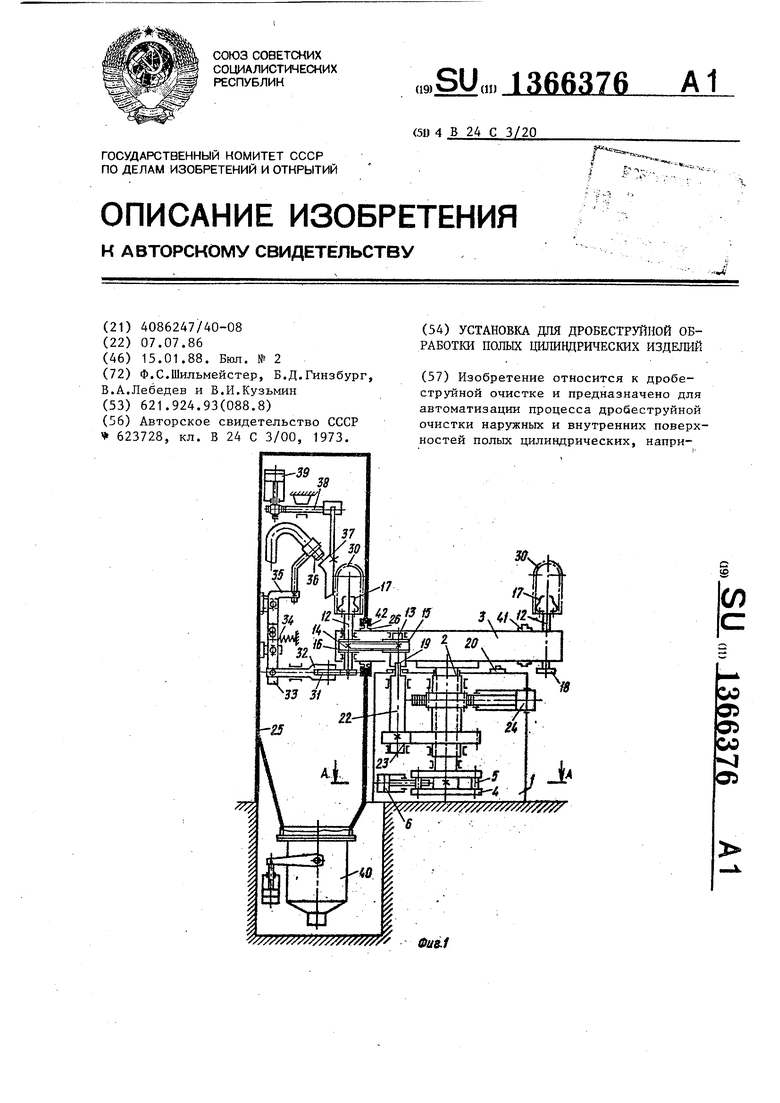
1
Изобретение относится к дробеструйной очистке деталей и предназначено для автоматизации процесса дробеструйной очистки наружных и внутренних поверхностей полых цилиндрических изделий, например корпусов паяльных ламп.
Целью изобретения является повышение производительности труда за счет автоматизации процесса.
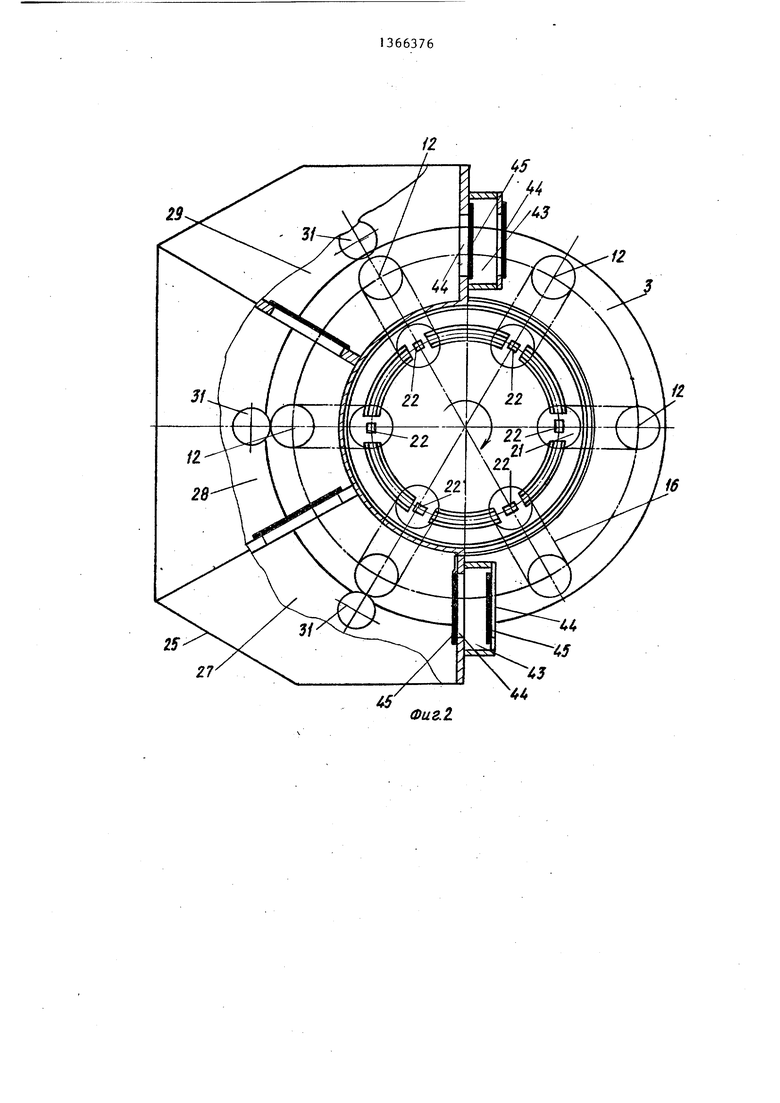
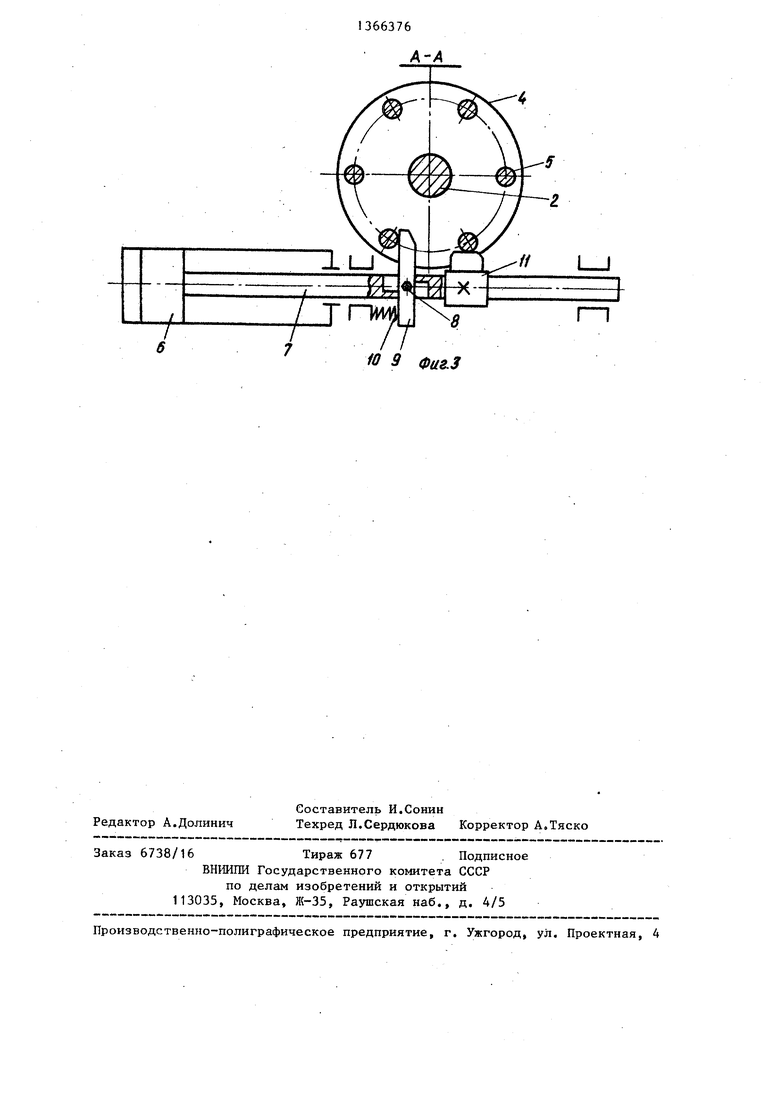
На фиг. 1 изображена установка, общий ВИД; на фиг. 2 - установке., вид в плане,- на фиг. 3 - разрез А-А на фиг. 1 (механизм поворота и фиксации планшайбы).
Установка для дробеструйной обработки содержит основание 1, в котором на подшипниках качения установлена колонна 2. На ее верхнем торце жестко закреплена поворотная планшайба 3, имеющая внутренние полости. На нижнем торце колонны 2 жестко закреплен барабан 4 с цевками 5. Бараба 4 кинематически связан с приводом 6 поворота и фиксации колонны 2, вы- полненньш в виде пневмоцилкндра, на. штоке 7 которого на оси 8 установлен рычаг 9, нагруженный пружиной 10, и жестко закреплен на определенном расстоянии от рычага 9 упор 11.
Во внутренних полостях планшайбы 3 установлены вертикально валы 12 и 13, на которых закреплены соответственно шкивы 14 и 15, связанные ременной передачей 16. На верхнем торде каждого вала 12 закреплена оправка 17, а на нижнем - профильный кулачок
Г
Установка снабжена рабочей камерой .25, в которой выполнен паз 26 под планшайбу 3. Планшайба 3 расположена в рабочей камере 25 так, что в последней находится, по крайней мере, три вала 12 с оцравками 17. Камера 25 имеет секции 27, 28 и 29, в каждой из которых расположено по одному валу 12. Секция 27 предназначена для обработки верхней части наружной поверхности изделия 30, размещенного на оправке 17, секция 28 - для очистки днища (верха) и нижнего пояса внутренней поверхности, а секция 29 - для очистки нижней части наружной поверхности корпуса паяльных ламп.
Профильные кулачки 18 валов 12, находящиеся в секциях 27, 28 и 29 камеры 25, имеют возможность взаимо- 35 действия с роликами 31, установленными в каждой из этих секций с возможностью вращения на торце толкателя 32. Толкатель 32 шарнирно связан с
0
5
30
двуплечим рычагом 33, нагруженным пружиной 34. Рычаг 33 шарнирно связа с двуплечим рычагом 35, на котором закреплено сопло 36,
В каждой из секций 27. 28 и 29 расположен дробеотвод 37, выполненны в виде трубы, который посредством рычажной передачи 38 связан с приводом, 39, закрепленньм на наружной стороне камеры 25.
В нижней части секций установлены дробеструйные аппараты 40 с возможностью перемещения в вертикальной плоскости.
Для предотвращения попадания дроби из камеры 25 в атмосферу цеха через паз 26 на планшайбе 3, на ее нижней и верхней поверхностях жестко закреплены, например, металлические кольца 41, скользящие своими выступами между элементами уплотнения 42, закрепленными на передней стенке камеры 25, выполненной по радиусу кольца 41. Для этой же цели с наружной стороны секций 27 и 29 камеры 25 дополнительно установлены камеры 43, имеющие окна 44 для прохода оправок 17 с- изделиями 30. Окна 44 закрыты эластичными шторками 45.
Устройство работает следующим образом.
На оправку 17, расположенную напротив с екции 27, промьшшенным роботом устанавливается изделие 30 (позиция загрузки), после чего включается привод 6, который перемещает рьиаг 9 и упор И вправо. При этом упор 11 уходит из под цевки -5 барабана 4, Осуществляя расфиксацию колонны 2, а рычаг 9 под.воздействием другой цевки 5 поворачивается на оси 8, растягивая пружину 10, и приходит
После окончания поворота планшай бы 3 кулачок 18 входит во взаимодей ствие с роликом 31, далее включается привод 24, который через зубча то-реечную передачу 23 начинает вра
под ней. После этого пружина 10 возвращает рычаг 9 в рабочее положение. 45 щать вал 22. Прямоугольный выступ Поступает команда на перемещение при- вала 22, взаимодействуя с пазом 19. вода
6 в обратном направлении. При этом перемещении рычаг 9 находит на цевку 5 и, оказывая на нее давление, производит поворот барабана 4 и со-. ответственно колонны 2. Поворот на заданный угол осуществляется до тех пор, пока очередная цевка 5 не окажется над упором 11.
Усилием привода 6 цевка 5 барабана 4 зажимает упор 11, что препятствует дальнейшему движению рычага 9. Таким образом заканчивается поворот колонны 2, одновременно она фиксируприводит.во вращение вал 13 и через шкивы 14, 15 и ременную передачу 16 вал 12 с оправкой 17 и изделием 30.
50 Кулачок 18, рабочий профиль которог имеет расположенные по окружности выступы и впадины, сообщает ролику 31 и толкателю 32 осевые перемещени Толкатель 32, воздействуя на систе55 му двуплечих рычагов 33 и 35,поворачивает в вертикальной плоскости н нужный угол сопло 36. Одновременно из дробеструйного аппарата 40 в соп- ло 36 пр рукаву подается воздушный
10
15
203663764
ется в требуемом положении. Количество цевок 5 выбрано соответственно числу.позиций планщайбы 3, а усилие привода 6 выбрано из условия прочности звеньев кинематической цепи (цевка, упор, шток). Соответственно фиксируется связанная жестко с колонной 2 планшайба 3. В процессе поворота планшайбы 3 торец вала 13 с пазом 19 перемещается по круговым направляющим 20. В конце поворота,планшайбы 3 паз 19 вала 13 устанавливается напротив прямоугольного выступа вала 22 и нахбдит на него.
Таким образом происходит замыкание
паза 19 вала 13 и прямоугольного выступа вала 22..При этом изделие- 30, приподнимая эластичную шторку 45, заходит через окно 44 в камеру (тамбур) 43, после чего шторка 45 вновь закрьшает окно 44. При дальнейшем повороте планшайбы 3 изделие 30 проходит окно 44, выполненное в стенке секции 27 камеры 25, и устанавливается напротив сопла 36. Поскольку ширина камеры 43 больше диа- MeTpajjbHoro габарита изделия 30, то шторка 45, закрепленная над окном 44 секции 27, поднимается изделием 30 только тогда, когда шторка 45 закрыла окно 44, выполненное в наружной стенке камеры 43. Таким образом исключается проникновение дроби из 35 секции 27 камеры 25 в атмосферу цеха и наоборот исключается проникновение в камеру каких-либо посторонних частиц (пыль, песок, стружка и т.п.) из атмосферы цеха.
После окончания поворота планшайбы 3 кулачок 18 входит во взаимодействие с роликом 31, далее включается привод 24, который через зубчато-реечную передачу 23 начинает вра25
30
40
45 щать вал 22. Прямоугольный выступ вала 22, взаимодействуя с пазом 19.
45 щать вал 22. Прямоугольный выступ вала 22, взаимодействуя с пазом 19.
приводит.во вращение вал 13 и через шкивы 14, 15 и ременную передачу 16- вал 12 с оправкой 17 и изделием 30.
50 Кулачок 18, рабочий профиль которого имеет расположенные по окружности выступы и впадины, сообщает ролику 31 и толкателю 32 осевые перемещения Толкатель 32, воздействуя на систе55 му двуплечих рычагов 33 и 35,поворачивает в вертикальной плоскости на нужный угол сопло 36. Одновременно из дробеструйного аппарата 40 в соп- ло 36 пр рукаву подается воздушный
поток с дробью, которая захватывается в смесительной камере (не показано) , На выходе из сопла 36 воздушная струя С дробью направляется на верхнюю часть наружной поверхности изделия 30. Таким образом происходит очистка наружной поверхности изделия в процессе которой оно вращается, а сопло 36 совершает возвратно-поступательные перемещения (колебания) в вертикальной плоскости, благодаря чему достигается высокое качество очистки. После совершения заданного цикла очистки привод 24 возвращает в исходное положение вал 22 и соответ- ственнр паз 19 вала 13, в результате чего паз 19 располагается напротив направляющих 20. Включается привод 39, который через рычажную систему 38 устанавливает напротив сопла 36 дробеотвод 37. Воздушная струя с дробью из сопла 36 по дробеотводу 37 .направляется в дробеструйный аппа- рат ДО,
Далее дается команда на включение привода 6, при этом происходит пово- рот и фиксация планшайбы 3. Изделие 30 перемещается в секцию 28 камеры 25, а очередное изделие 30 заходит в секцию 27. В секции 28 изделие устанавливается напротив сопл 36, направленных на его днище и на нижний край внутренней поверхности. Снова включаются приводы 24 и 39. Привод 24 приводит во вращение изделие 30, а привод 39 выводит из рабочей зоны дробеотвод 37. Струя воздуха с дробь производит обработку днища и нижнего пояса внутренней поверхности изде- 40 профильные кулачки, предназначенные
ЛИЯ 30.
Планшайба 3 аналогично перемещает изделие 30 в секцию 29 камеры 25, где происходит обработка его наружной поверхности в ее нижней части.
При следующем угловом повороте планшайбы 3 изделие .вьтодится из секции 29, при этом оно проходит окно 44, выполненное в наружной стенке секции 29 и, приподнимая щиток (шторку) 45, попадает в.камеру 43. -При выходе из нее изделие, поднимает
45
50
для взаимодействия посредством введенных в установк у рычажной системы и ролика с соплами, при этом основа ние снабжено круговыми направляющими предназначенными для взаимодействия с пазами промежуточных валов, при этом камеры выполнена многосекционной.
63766
наружную шторку 45, тогда как внут- .ренняя шторка закрывает окно 44 в секцию 29.
Таким образом, изделие 30 транспортируется планшайбой 3 из камеры 25 на позицию выгрузки, откуда оно рукой промьшшенного робота снимается с оправки 17.
10 Очередное изделие 30 устанавливается промышленным роботом на оправку 17, расположенную на позиции загрузки. Далее цикл обработки повторяется.
15 Формула изобретения
профильные кулачки, предназначенные
для взаимодействия посредством введенных в установк у рычажной системы и ролика с соплами, при этом основание снабжено круговыми направляющими предназначенными для взаимодействия с пазами промежуточных валов, при этом камеры выполнена многосекционной.
19
25
27
Фиг.2.
f
,i/rr
I irm
rm
/Г
10 9 Фиг.3
| Устройство для гидроабразивной очистки нагара поршней двигателей внутреннего сгорания | 1973 |
|
SU623728A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
