1
(21)4653574/27
(22)26.12.88
(46) 15.05.91. Бюл. NS 18
(71)Государственный научно-исследовательский, проектно-конструкторский и проектный институт угольной промышленности УкрНИИпроект
(72)Б. Д. Плахтий
(53)621.979:62-229.61(088.8)
(56)Авторское свидетельство СССР
№ 136878. кл. В 21 D 43/00, В 30 В 15/30, 1986.
(54)УСТРОЙСТВО ДЛЯ ПОДАЧИ ЛИСТА В ЗОНУ ОБРАБОТКИ ПРЕССА
(57)Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи листового материала в зону обработки при штамповке. Цель изобретения - повышение производительности и расширение технологических возможностей. При движении ползуна пресса механизм перемещения 7 тянет закрепленную на нем цепь, которая сообщает собачкам 8, соединенным с ней, возвратно-посту- пательное движение. Собачка, взаимодействуя с шаговыми упорами 3. перемещает каретку 1 на один шаг при каждом ходе ползуна пресса, при этом в зацеплении находится только нижняя собачка с нижним рядом шаговых упоров 3. При завершении штамповки первого ряда включается пнев- моцилиндр, который поворачивает штанги, а с ними и собачки 8, при этом нижняя собачка выводится из зацепления, а верхняя вводится в зацепление с вторым рядом шаговых упоров. Вырубается последняя заготовка и при ходе ползуна вверх рамка каретки 1 перемещается на половину шага. После вырубки последней заготовки пресс (при ходе ползуна вниз) снова останавливаете, Включается пневмоцилиндр 21 и происходит перемещение каретки поперечной подачи с закрепленным на ней листом на один шаг поперечной подачи. 1 з.п, ф-лы, 5 ил.
СО
с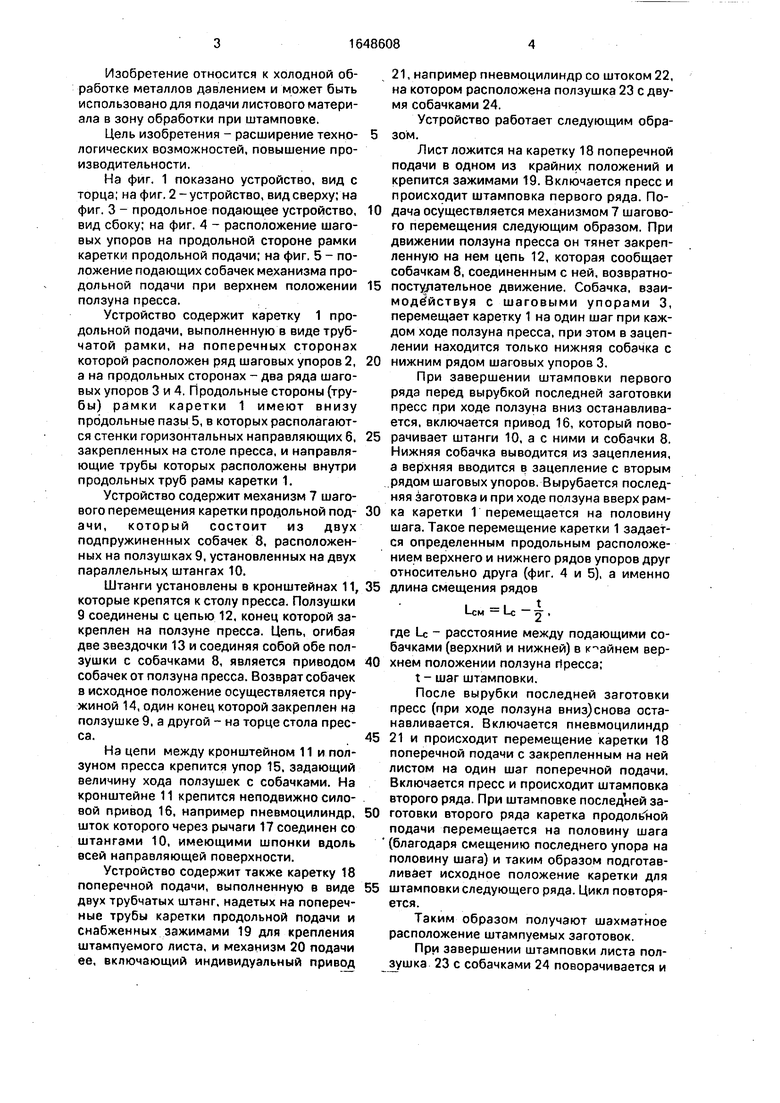
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Устройство для подачи листа в зону обработки | 1985 |
|
SU1357108A1 |
| Магазин-накопитель | 1986 |
|
SU1404262A1 |
| Устройство для подачи листового материала в зону обработки | 1986 |
|
SU1368078A1 |
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Устройство для подачи длинномерного материала в рабочую зону пресса | 1982 |
|
SU1082528A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2043814C1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
,4
t
г-1 .1
rfv
ti 24
Ux-, i-r,- mWW™r -- Tf-UTl-------- --- -1
Стол пресса /
о
со с о
00
Штампуемый
.лист
ti 24
--L }
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи листового материала в зону обработки при штамповке.
Цель изобретения - расширение техно- логических возможностей, повышение про- из водител ьности.
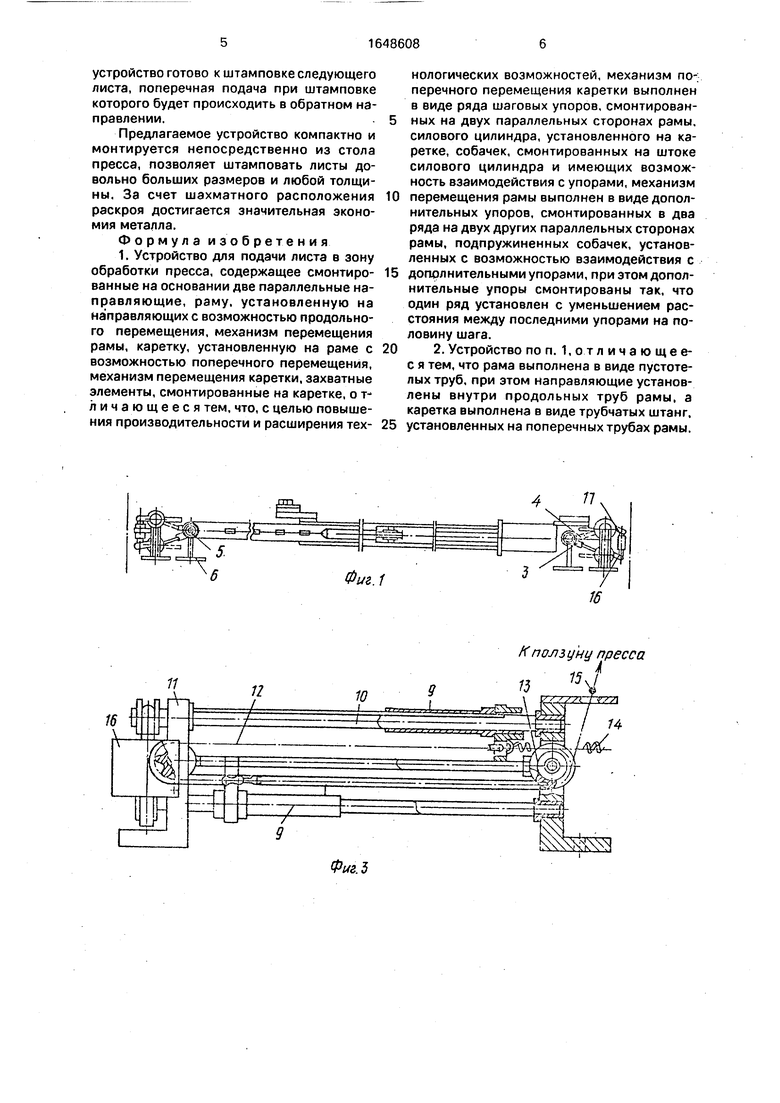
На фиг, 1 показано устройство, вид с торца; на фиг. 2 -устройство, вид сверху; на фиг. 3 - продольное подающее устройство, вид сбоку; на фиг. 4 - расположение шаговых упоров на продольной стороне рамки каретки продольной подачи; на фиг. 5 - положение подающих собачек механизма продольной подачи при верхнем положении ползуна пресса.
Устройство содержит каретку 1 продольной подачи, выполненную в виде трубчатой рамки, на поперечных сторонах которой расположен ряд шаговых упоров 2, а на продольных сторонах - два ряда шаговых упоров 3 и 4. Продольные стороны (трубы) рамки каретки 1 имеют внизу продольные пазы 5, в которых располагаются стенки горизонтальных направляющих 6, закрепленных на столе пресса, и направляющие трубы которых расположены внутри продольных труб рамы каретки 1.
Устройство содержит механизм 7 шагового перемещения каретки продольной под- ачи, который состоит из двух подпружиненных собачек 8, расположенных на ползушках 9, установленных на двух параллельных штангах 10,
Штанги установлены в кронштейнах 11, которые крепятся к столу пресса. Ползушки 9 соединены с цепью 12, конец которой закреплен на ползуне пресса. Цепь, огибая две звездочки 13 и соединяя собой обе пол- зушки с собачками 8, является приводом собачек от ползуна пресса. Возврат собачек в исходное положение осуществляется пружиной 14, один конец которой закреплен на ползушке 9, а другой - на торце стола пресса.
На цепи между кронштейном 11 и ползуном пресса крепится упор 15, задающий величину хода ползушек с собачками. На кронштейне 11 крепится неподвижно силовой привод 16, например пневмоцилиндр, шток которого через рычаги 17 соединен со штангами 10, имеющими шпонки вдоль всей направляющей поверхности.
Устройство содержит также каретку 18 поперечной подачи, выполненную в виде двух трубчатых штанг, надетых на поперечные трубы каретки продольной подачи и снабженных зажимами 19 для крепления штампуемого листа, и механизм 20 подачи ее, включающий индивидуальный привод
21, например пневмоцилиндр со штоком 22, на котором расположена ползушка 23 с двумя собачками 24.
Устройство работает следующим образом.
Л ист ложится на каретку 18 поперечной подачи в одном из крайних положений и крепится зажимами 19. Включается пресс и происходит штамповка первого ряда. Подача осуществляется механизмом 7 шагового перемещения следующим образом. При движении ползуна пресса он тянет закрепленную на нем цепь 12, которая сообщает собачкам 8, соединенным с ней, возвратно- поступательное движение. Собачка, взаимодействуя с шаговыми упорами 3, перемещает каретку 1 на один шаг при каждом ходе ползуна пресса, при этом в зацеплении находится только нижняя собачка с нижним рядом шаговых упоров 3,
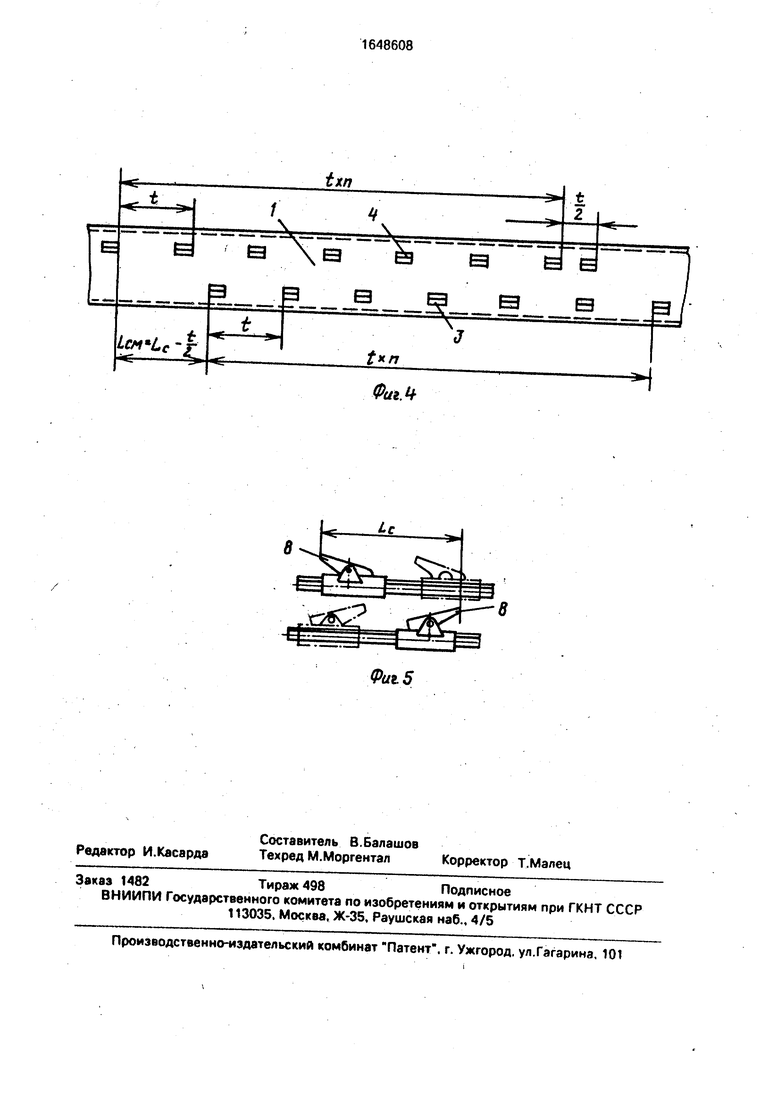
При завершении штамповки первого ряда перед вырубкой последней заготовки пресс при ходе ползуна вниз останавливается, включается привод 16, который поворачивает штанги 10, а с ними и собачки 8. Нижняя собачка выводится из зацепления, а верхняя вводится в зацепление с вторым рядом шаговых упоров. Вырубается последняя заготовка и при ходе ползуна вверх рамка каретки 1 перемещается на половину шага. Такое перемещение каретки 1 задается определенным продольным расположением верхнего и нижнего рядов упоров друг относительно друга (фиг. 4 и 5), а именно длина смещения рядов
LCM LC 2,
где LC - расстояние между подающими собачками (верхний и нижней) в крайнем верхнем положении ползуна Пресса;
t - шаг штамповки.
После вырубки последней заготовки пресс (при ходе ползуна вниз) снова останавливается. Включается пневмоцилиндр 21 и происходит перемещение каретки 18 поперечной подачи с закрепленным на ней листом на один шаг поперечной подачи. Включается пресс и происходит штамповка второго ряда. При штамповке последней заготовки второго ряда каретка продольной подачи перемещается на половину шага (благодаря смещению последнего упора на половину шага) и таким образом подготавливает исходное положение каретки для штамповки следующего ряда. Цикл повторяется.
Таким образом получают шахматное расположение штампуемых заготовок.
При завершении штамповки листа пол- зушка 23 с собачками 24 поворачивается и
устройство готово к штамповке следующего листа, поперечная подача при штамповке которого будет происходить в обратном направлении.
Предлагаемое устройство компактно и монтируется непосредственно из стола пресса, позволяет штамповать листы довольно больших размеров и любой толщины. За счет шахматного расположения раскроя достигается значительная экономия металла.
Формула изобретения 1. Устройство для подачи листа в зону обработки пресса, содержащее смонтированные на основании две параллельные направляющие, раму, установленную на направляющих с возможностью продольного перемещения, механизм перемещения рамы, каретку, установленную на раме с возможностью поперечного перемещения, механизм перемещения каретки, захватные элементы, смонтированные на каретке, о т- личающееся тем, что, с целью повышения производительности и расширения тех11
нологических возможностей, механизм поперечного перемещения каретки выполнен в виде ряда шаговых упоров, смонтированных на двух параллельных сторонах рамы, силового цилиндра, установленного на каретке, собачек, смонтированных на штоке силового цилиндра и имеющих возможность взаимодействия с упорами, механизм
перемещения рамы выполнен в виде дополнительных упоров, смонтированных в два ряда на двух других параллельных сторонах рамы, подпружиненных собачек, установленных с возможностью взаимодействия с
дополнительными упорами, при этом дополнительные упоры смонтированы так, что один ряд установлен с уменьшением расстояния между последними упорами на половину шага.
установленных на поперечных трубах рамы.
К ползу ну пресса
в J
Фиг. 5
