Изобретение относится к обработке ме- талдов давлением и может быть использовано для резки профильного проката на заготовки под углом 90°.
Цель изобретения - повышение производительности и качества получаемых заготовок.
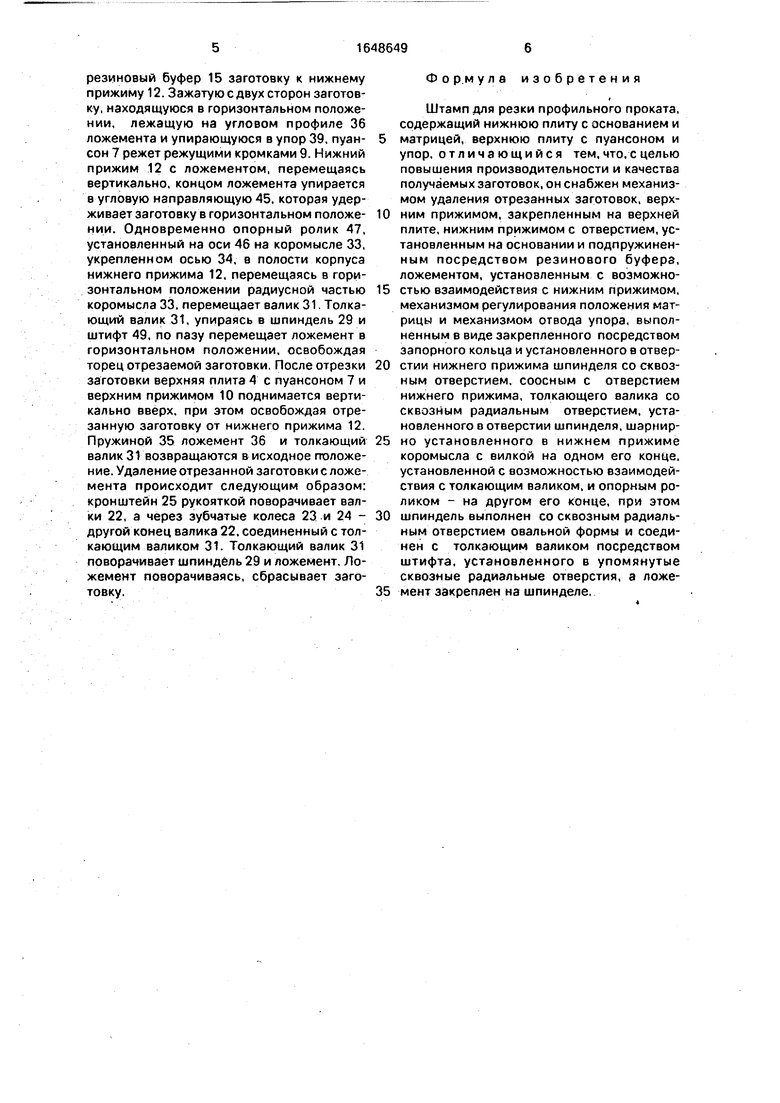
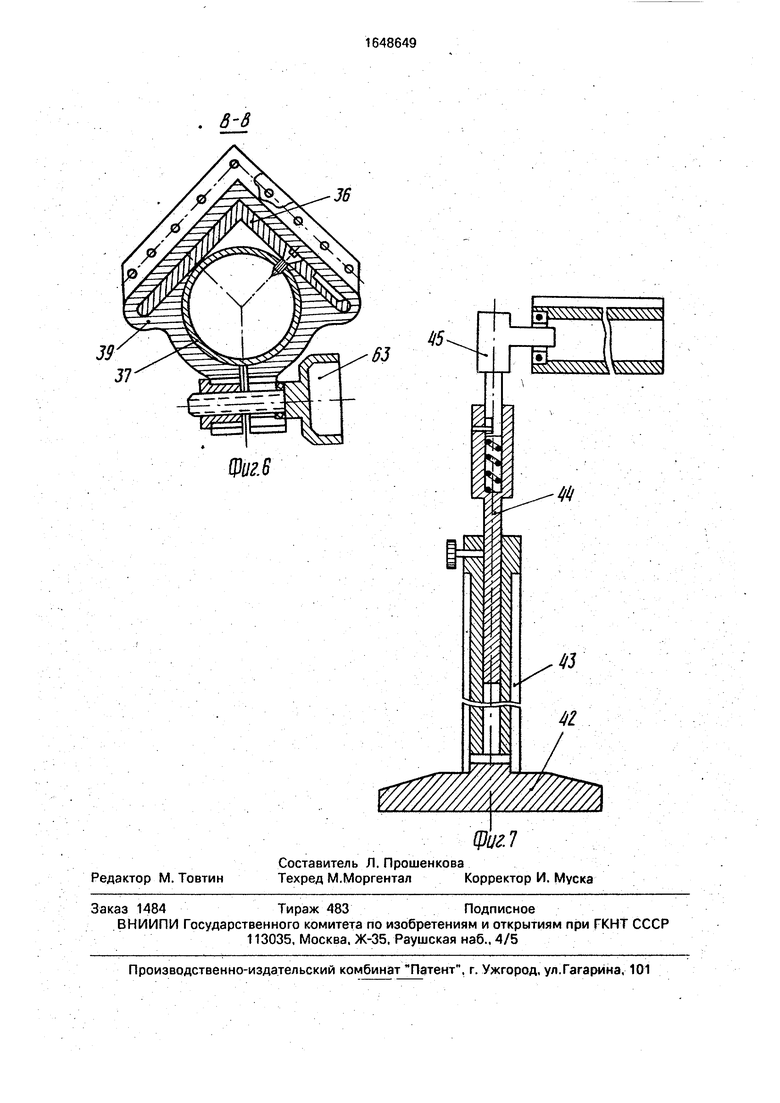
На фиг. 1 изображен штамп для резки профильного проката под углом со стороны нижнего прижима, сечение Б-Б на фиг.4; на фиг. 2 - вид штампа без верхней плиты, левая часть; на фиг. 3 - вид штампа без верхней плиты, правая, часть; на фиг. 4 - сечение А-А на фиг, 1, левая часть; на фиг. 5 - сечение А-А на фиг. 1, правая часть; на фиг. 6 - сечение В-В на фиг. 4; на фиг. 7 - опорная стойка.
Штамп для резки профильного проката под углом 90° содержит неподвижную нижнюю плиту 1, которая установлена на столе пресса.
В плите запрессованы три направляющие колонки 2, верхние части которых размещены в направляющих втулках 3, последние впрессованы в подвижную верх- нюю плиту 4. В верхней части плиты 4 раз- м,ещен хвостовик 5. Снизу плиты 4 при помощи болтов б прикреплен пуансон 7, в котором изготовлены отверстия для винтов
8.Пуансон 7 снабжен режущими кромками
9,образующие между собой вогнутую призму с верхним углом 90°. За пуансоном 7 снизу верхней плиты 4 установлен верхний прижим 10, образующий своими поверхностями также вогнутую призму с верхним уг- 90°. В верхней части нижней плиты 1 выполнен прямоугольный паз, в котором установлено основание 11, в последнем ук- репл.ены нижний прижим 12 и угловая матрица 13. Отверстия для винтов 14 выполнен овальными, что позволяет регулировать установку нижнего прижима 12 и матрицы 13.
Между основанием 11 и нижним прижимом 12 установлен резиновый буфер 15. Основание 11 к плите 1 прикреплено винтами 16 и выполнено в верхней части ступенчатым, в мелкой части установлена угловая матрица 13, в глубокой части - нижний прижим 12, Для регулировки нижнего прижима 12 служат два болта 17, которые установлены в кронштейнах 18. Для регулировки матрицы 13 служат два болта 19, которые установлены соответственно в кронштейнах 20. Для предотвращения сдвига основания 11 по горизонтали изготовлены два отверстия 21, через которые основание соединено с нижней плитой 1 штифтами. Внутри угловой матрицы 13 размещен валик 22, на котором размещено зубчатое колесо 23,
входящее в зацепление с зубчатым колесом 24 с зубчатой передачей 1:2. Колесо 24 зафиксировано двумя корпусами подшипников. На другом конце валика 22 установлен
кронштейн 25, на последнем закреплена рукоятка. Кронштейн 25 зафиксирован подпружиненным шариком 26, размещенным в корпусе 27, жестко прикрепляемого к корпусу основания 11. Элементы 22-26 представ0 ляют собой часть механизма сброса отрезанного проката. В теле нижнего прижима 12 изготовлено сквозное отверстие, в котором размещена втулка 28 скольжения, в последней размещен шпиндель 29, зафик5 сированный запорным кольцом 30. Во внутреннем отверстии шпинделя 29 размещен толкающий валик 31, на конце оси которого установлена упорная шайба 32 с двумя пазами, контактирующими с радиусами вилки
0 коромысла 33, закрепленной на оси 34. Толкающий валик 31 подпружинен пружиной 35. В сопряжении с нижним прижимом 12 на другом конце находится угловой ложемент, который имеет форму выпуклой приз5 мы, состоящей из углового профиля 36 и трубы 37, соединенных между собой На угловом профиле 36 на всю его длину выполнен паз, в котором закреплена масштабная линейка 38, На угловом ложементе разме0 щен с возможностью перемещения по ложементу установочный упор 39. В упоре 39 выполнено смотровое окно 40 со стрелкой. В трубе 37 углового ложемента запрессована переходная втулка 41, которая предназ5 начена для соединения углового ложемента . со шпинделем 29 нижнего прижима 12. Для обеспечения горизонтального положения углового ложемента на конце ложемента установлена опорная стойка, которая состоит
0 из основания 42, вертикальной стойки 43, регулировочной штанги 44, угловой направляющей 45. На другом конце коромысла 33 на оси 34 и соединительной оси 46 установлен опорный ролик 47, В шпинделе 29 вы5 полнено сквозное радиальное отверстие 48 овальной формы, соединяющее его с толкающим валиком 31 посредством штифта 49. Штамп работает следующим образом. Перемещают установочный упор 39 по
0 направляющей ложемента и масштабной линейки 38, устанавливают заданный размер. В зону резки штампа по угловой матрице 13 и угловому профилю 36 ложемента подают заготовку углового проката до упора
5 39. При включении движения ползуна плита 4 перемещается по колонкам 2 вертикально вниз. При подходе пуансона 7 к матрице 13 верхний прижим 10 прижимает заготовку через резиновый буфер 15 к матрице 13. Одновременно пуансон 7 прижимает через
резиновый буфер 15 заготовку к нижнему прижиму 12. Зажатую с двух сторон заготовку, находящуюся в горизонтальном положении, лежащую на угловом профиле 36 ложемента и упирающуюся в упор 39, пуансон 7 режет режущими кромками 9. Нижний прижим 12 с ложементом, перемещаясь вертикально, концом ложемента упирается в угловую направляющую 45, которая удерживает заготовку в горизонтальном положении. Одновременно опорный ролик 47, установленный на оси 46 на коромысле 33, укрепленном осью 34. в полости корпуса нижнего прижима 12, перемещаясь в горизонтальном положении радиусной частью коромысла 33, перемещает валик 31. Толкающий валик 31, упираясь в шпиндель 29 и штифт 49, по пазу перемещает ложемент в горизонтальном положении, освобождая торец отрезаемой заготовки. После отрезки заготовки верхняя плита 4 с пуансоном 7 и верхним прижимом 10 поднимается вертикально вверх, при этом освобождая отрезанную заготовку от нижнего прижима 12. Пружиной 35 ложемент 36 и толкающий валик 31 возвращаются в исходное положение. Удаление отрезанной заготовки с ложемента происходит следующим образом: кронштейн 25 рукояткой поворачивает валки 22, а через зубчатые колеса 23 и 24 - другой конец валика 22, соединенный с толкающим валиком 31. Толкающий валик 31 поворачивает шпиндель 29 и ложемент. Ложемент поворачиваясь, сбрасывает заготовку.
Формула изобретения
Штамп для резки профильного проката, содержащий нижнюю плиту с основанием и
матрицей, верхнюю плиту с пуансоном и упор, отличающийся тем,что,с целью повышения производительности и качества получаемых заготовок, он снабжен механизмом удаления отрезанных заготовок, верхним прижимом, закрепленным на верхней плите, нижним прижимом с отверстием, установленным на основании и подпружиненным посредством резинового буфера, ложементом, установленным с возможностью взаимодействия с нижним прижимом, механизмом регулирования положения матрицы и механизмом отвода упора, выполненным в виде закрепленного посредством запорного кольца и установленного в отверстии нижнего прижима шпинделя со сквозным отверстием, соосным с отверстием нижнего прижима, толкающего валика со сквозным радиальным отверстием, установленного в отверстии шпинделя, шарнирно установленного в нижнем прижиме коромысла с вилкой на одном его конце, установленной с возможностью взаимодействия с толкающим валиком, и опорным роликом - на другом его конце, при этом
шпиндель выполнен со сквозным радиальным отверстием овальной формы и соединен с толкающим валиком посредством штифта, установленного в упомянутые сквозные радиальные отверстия, а ложемент закреплен на шпинделе.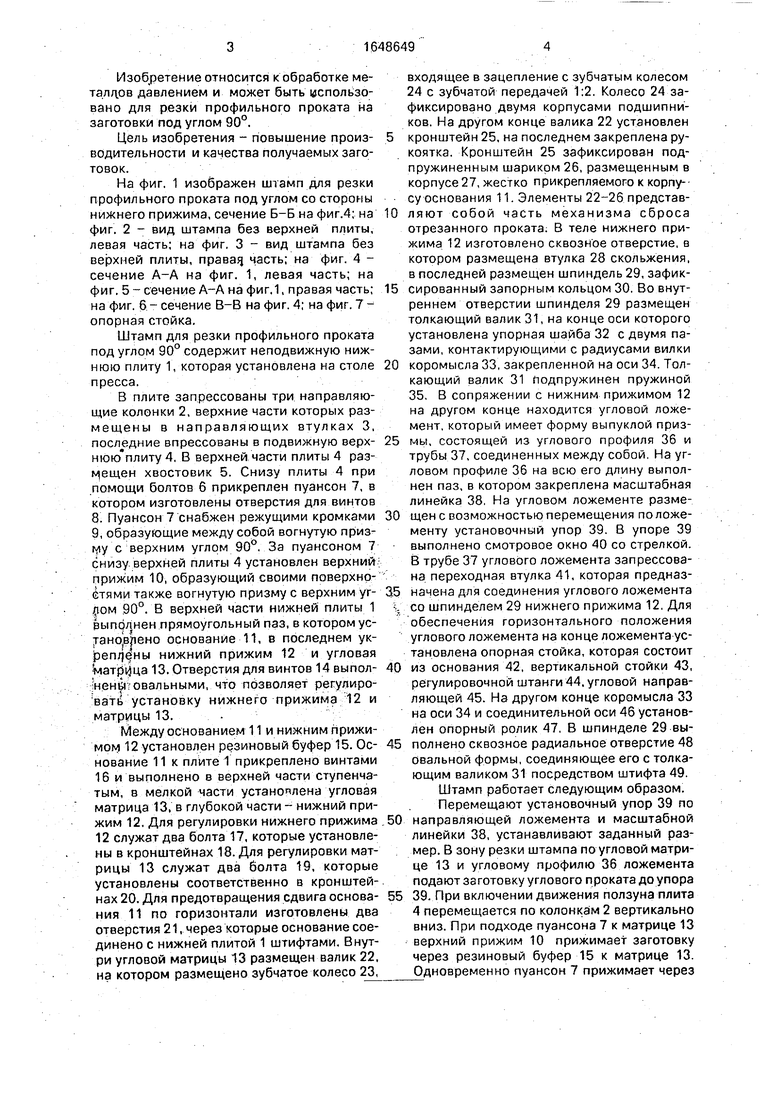
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1984 |
|
SU1196083A1 |
| Штамп для резки профильного проката под углом | 1984 |
|
SU1247256A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Штамп для обработки профилей | 1980 |
|
SU940936A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для резки заготовок | 1976 |
|
SU603508A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп для отрезки заготовок из углового проката | 1979 |
|
SU1005986A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для резки профильного проката на заготовки под углом 90°. Цель изобретения - повышение производительности и качества получаемых заготовок. Прокат подают по ложементу в зону резки до упора 39. При подходе пуансона с режущей кромкой 9 к А-А А матрице верхний прижим прижимает заготовку к матрице и нижнему прижиму 12 через резиновый буфер. Зажатую с двух сторон заготовку, лежащую на ложементе, пуансон режет. Одновременно опорный ролик 47, установленный шарнирно на коромысле 33, перемещаясь в горизонтальном положении, перемещает валик 31. Толкающий валик 31, упираясь в шпиндель 29 и штифт 49, по пазу перемешает ложемент в горизонтальном положении, освобождая торец отрезаемой заготовки. После отрезки заготовки верхняя плита с пуансоном и верхним прижимом поднимается вертикально, при этом освобождая отрезанную заготовку от нижнего прижима 12. Пружиной 35 ложемент и толкающий валик 31 возвращаются в исходное положение. 7 ил. сь 00 о 4 Ю 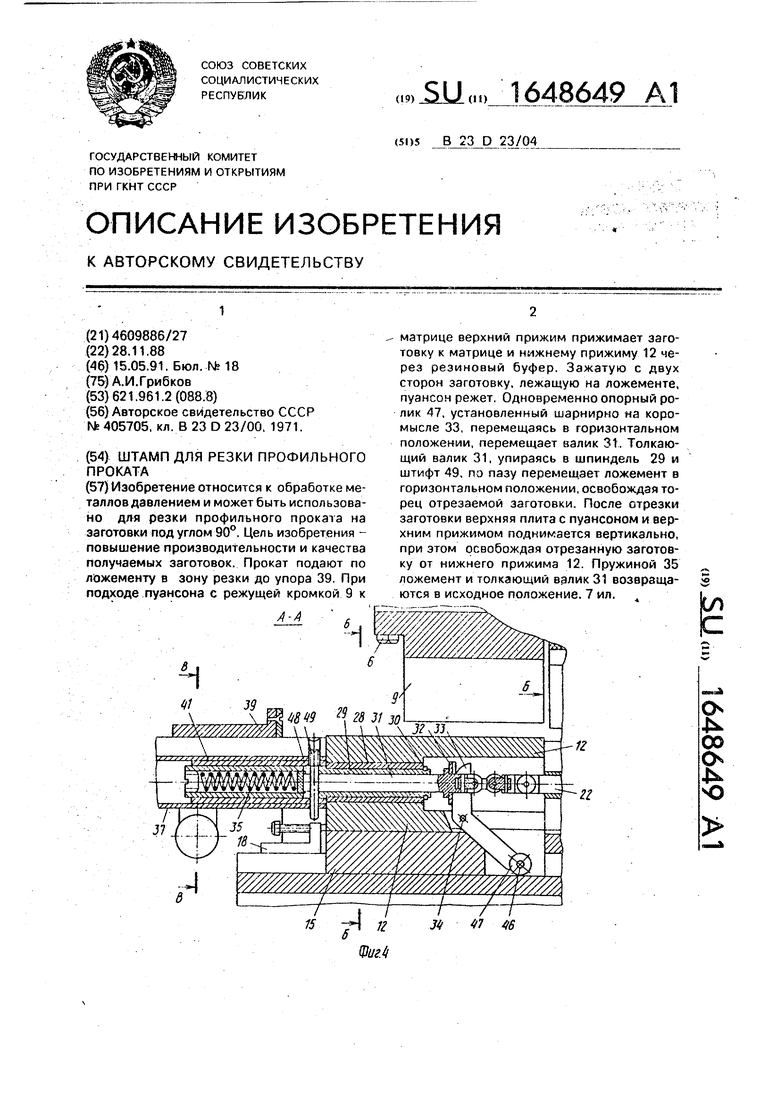
-К
fF
И
s/
-®
еИ
г/
/
SI
Ј1
v-v
02
1гпф
ib
Т
г
et
осг
w
шау
91-И
К
9i
36
Редактор М. Товтин
Составитель Л. Прошенкова
Техред М.МоргенталКорректор И. My ска
45Фиг
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 0 |
|
SU405705A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
