Изобретение относится к машиностроению, в частности к устройствам для контактной точечной сварки, и может найти применение при сварке сложных конструкций коробчатой формы с вертикальными и горизонтальными швами.
Цель изобретения - расширение технологических возможностей, увеличение производительности, исключение деформаций конструкций и повышение качества сварки.
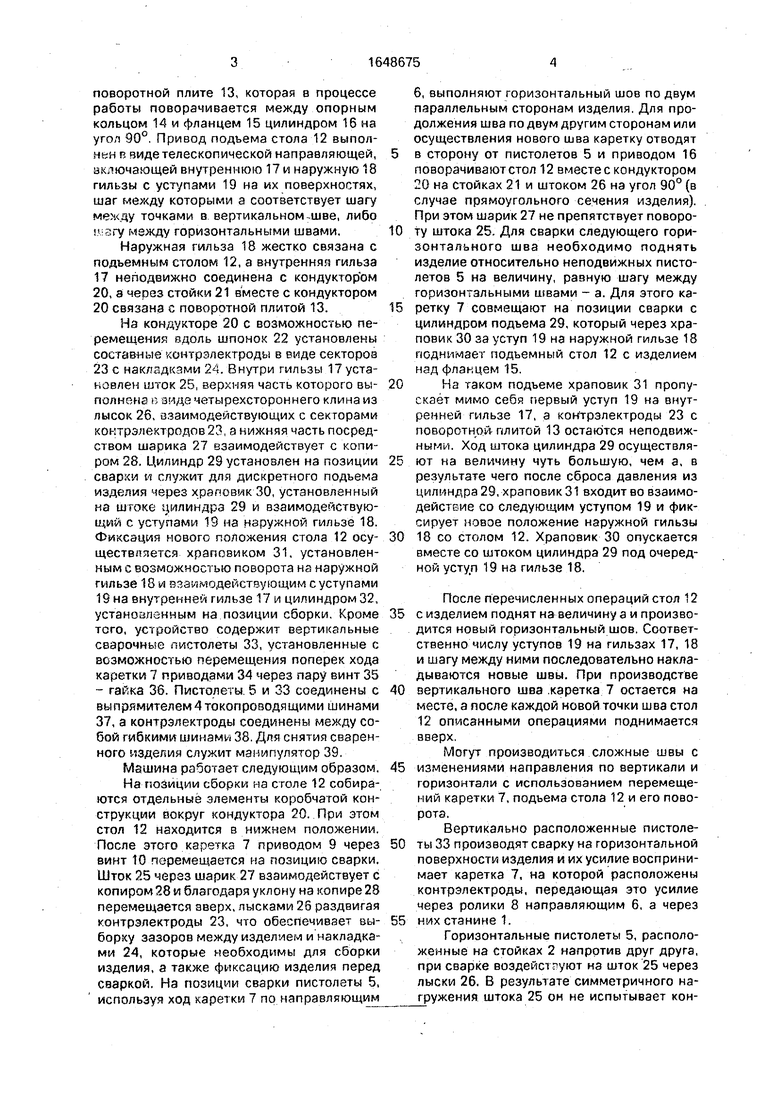
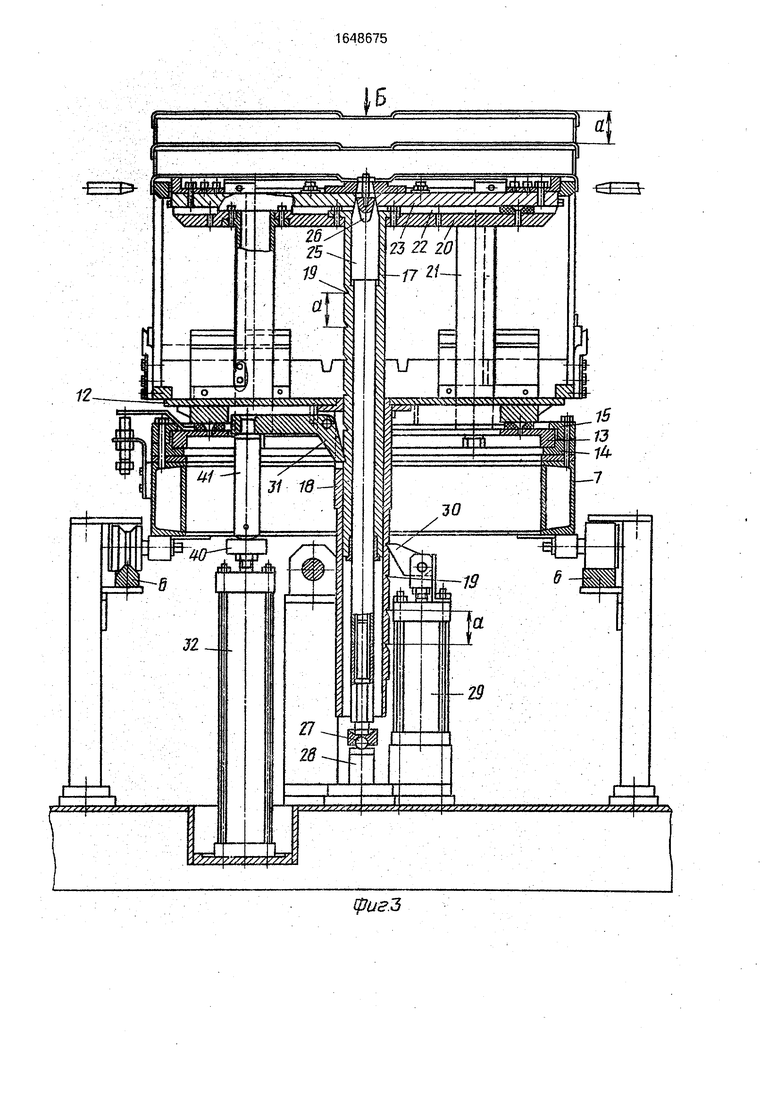
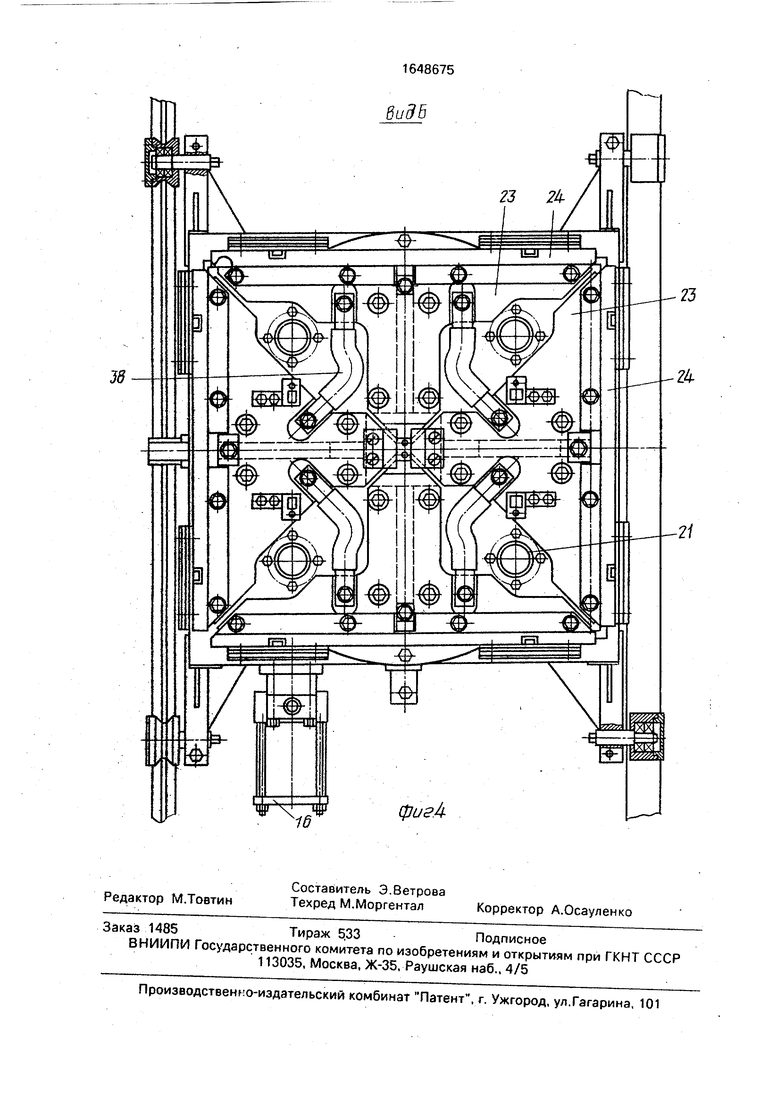
На фиг, 1 показана машина, общий вид; на фиг. 2 - разрез А-А на фиг. 1: на фиг. 3 - конструкция каретки с подъемным столом; . 4 - вид Б на фиг. 3.
Устройство состоит из станины 1. на которой установлены две стойки 2, образующие со станиной 1 и балкой 3 силовую раму. На балке 3 установлен источник сварочного тока - выпрямитель 4, а на стойках 2 - навстречу друг другу сварочные пистолеты 5.
На станине 1 закреплены направляющие 6, по которым между позицией сборки и позицией сварки перемещается каретка 7 на роликах 8. содержащая привод перемещения в виде электропривода 9 и пары винт 10 - гайка 11. На каретке 7 установлен подъемный стол 12, выполненный с возможностью поворота относительно каретки 7 на
о
-N
00 Os
VI ел
поворотной плите 13, которая в процессе работы поворачивается между опорным кольцом 14 и фланцем 15 цилиндром 16 на угол 90°. Привод подъема стола 12 выполнен R виде телескопической направляющей, включающей внутреннюю 17 и наружную 18 гильзы с уступами 19 на их поверхностях, шаг между которыми а соответствует шагу между точками в вертикальном-шве, либо згу между горизонтальными швами,
Наружная гильза 18 жестко связана с подъемным столом 12, а внутренняя гильза 17 неподвижно соединена с кондуктором 20, а чеоэз стойки 21 вместе с кондуктором 20 связана с поворотной плитой 13.
Нз кондукторе 20 с возможностью перемещения вдоль шпонок 22 установлены состав-ные шнтрэлектроды в виде секторов 23 с накладками 24. Внутри гильзы 17 установлен шток 25, верхняя часть которого выполнена г. зиде четырехстороннего клина из лысок 26, взаимодействующих с секторами коктрзлектродов23, а нижняя часть посредством шарика 27 взаимодействует с копиром 28. Цилиндр 29 установлен на позиции сварки и служит для дискретного подъема изделия через храповик 30, установленный на шгоке цилиндра 29 и взаимодействующий с уступами 19 на наружной гильзе 18. Фиксация нового положения стола 12 осуществляется храповиком 31, установленным с возможностью поворота на наружной гильзе 18 и взаимодействующим с уступами 19 на внутреннем гильзе 17 и цилиндром 32, устаноапенным на позиции сборки. Кроме того, устройство содержит вертикальные сварочные пистолеты 33, установленные с возможностью перемещения поперек хода каретки 7 приводами 34 через пару винт 35 - гайка 36. Пистолеты 5 и 33 соединены с выпрямителем 4 токопроводящими шинами 37, а контрэлектроды соединены между собой гибкими шинами 38. Для снятия сваренного изделия служит манипулятор 39,
Машина работает следующим образом.
На позиции сборки на столе 12 собираются отдельные элементы коробчатой конструкции вокруг кондуктора 20. При этом стол 12 находится в нижнем положении. После этого каретка 7 приводом 9 через винт 10 перемещается на позицию сварки. Шток 25 через шарик 27 взаимодействует с копиром 28 и благодаря уклону на копире 28 перемещается аверх, лысками 25 раздвигая контрэлектроды 23, что обеспечивает выборку зазоров между изделием и накладками 24, которые необходимы для сборки изделия, а также фиксацию изделия перед сваркой. На позиции сварки пистолеты 5, используя ход каретки 7 по направляющим
6, выполняют горизонтальный шов по двум параллельным сторонам изделия. Для продолжения шва по двум другим сторонам или осуществления нового шва каретку отводят
в сторону от пистолетов 5 и приводом 16 поворачивают стол 12 вместе с кондуктором 20 на стойках 21 и штоком 26 на угол 90° (в случае прямоугольного сечения изделия). При этом шарик 27 не препятствует повороту штока 25. Для сварки следующего горизонтального шва необходимо поднять изделие относительно неподвижных пистолетов 5 на величину, равную шагу между горизонтальными швами - а. Для этого каретку 7 совмещают на позиции сварки с цилиндром подъема 29, который через храповик 30 за уступ 19 на наружной гильзе 18 поднимает подъемный стол 12 с изделием над фланцем 15.
На таком подъеме храповик 31 пропускает мимо себя первый уступ 19 на внутренней гильзе 17, а контрэлектроды 23 с поворотной-плитой 13 остаются неподвижными. Ход штока цилиндра 29 осуществляют на величину чуть большую, чем а, в результате чего после сброса давления из цилиндра 29, храповик 31 входит во взаимодействие со следующим уступом 19 и фиксирует новое положение наружной гильзы
18 со столом 12. Храповик 30 опускается вместе со штоком цилиндра 29 под очередной уступ 19 на гильзе 18.
После перечисленных операций стол 12
с изделием поднят на величину а и производится новый горизонтальный шов. Соответственно числу уступов 19 на гильзах 17, 18 и шагу между ними последовательно накладываются новые швы. При производстве
вертикального шва .каретка 7 остается на месте, а после каждой новой точки шва стол 12 описанными операциями поднимается вверх.
Могут производиться сложные швы с
изменениями направления по вертикали и горизонтали с использованием перемещений каретки 7, подъема стола 12 и его поворота,
Вертикально расположенные пистолеты 33 производят сварку на горизонтальной поверхности изделия и их усилие воспринимает каретка 7, на которой расположены контрэлектроды, передающая это усилие через ролики 8 направляющим 6, а через
них станине 1.
Горизонтальные пистолеты 5, расположенные на стойках 2 напротив друг друга, при сварке воздействуют на шток 25 через лыски 26, В результате симметричного на- гружения штока 25 он не испытывает консольных нагрузок и не создает нагрузок на стол 12.
После сварки каретка 7 с поднятым столом 12 отъезжает на позицию сборки, где манипулятор 39 снимает сваренное изделие. При перемещении каретки 7 шток 25 следит за профилем копира 28 и опускается, освобождая контрэлектроды 23 для снятия готового изделия и удобства сборки нового. После снятия изделия с машины манипулятором 39 стол 12 необходимо опустить вниз полностью, т.е. подготовить каретку 7 к приему новых деталей под сварку. Эту функцию выполняет цилиндр 32, над которым стоит в этот момент каретка 7. Шток цилиндра 32, заканчивающийся цилиндрической пятой 40, поднимается до упора в толкатель 41 храповика 31 (фиг.3),выводит храповик 31 из зацепления с уступом 19 гильзы 17 и несколько приподнимает стол 12 (за счет выключения храповика 31 из зацепления). Стол 12 в этом случае опирается на пяту 40 штока цилиндра 32. После переключения клапана воздух плавно выпускается из цилиндра и стол 12 мягко опускается в нижнее положение для загрузки следующих деталей под сварку. Устройство готово к новому циклу.
Использование изобретения позволит выполнять сварку швов переменного направления за счет обеспечения поворота, дискретного подъема и продольного перемещения стола относительно неподвижных пистолетов.
Формула изобретения
1. Устройство для контактной точечной сварки коробчатых конструкций, содержащее станину, силовую раму в виде двух стоек и балки, источник сварочного тока, по крайней мере два установленных навстречу друг другу сварочных пистолета, подъемный стол с контрэлектродами и приводом подъема, отличающееся тем, что, с целью
расширения технологических возможностей и увеличения производительности при сварке изделий с горизонтальными и вертикальными швами, устройство снабжено направляющими и приводной кареткой, установленной с возможностью перемещения по направляющим между позициями сборки и сварки, и механизмом поворота подъемного стола, смонтированным совместно с подъемным столом на каретке, привод подъемного стола выполнен в виде телескопической направляющей, включающей связанную с механизмом поворота и контрэлектродами внутреннюю и жестко
связанную с подъемным столом наружную гильзы с рядами уступов на их наружных поверхностях, и двух силовых цилиндров, смонтированных на позициях сборки и сварки, шток цилиндра, установленного на
позиции сварки, снабжен храповиком, смонтированным с возможностью взаимодействия с уступами наружной гильзы, кото- рая, в свою очередь, оснащена дополнительным храповиком, установленным с возможностью взаимодействия со штоком цилиндра, установленного по позиции сборки, и уступами внутренней гильзы. 2. Устройство по п. 1, отличающее- с я тем, что, с целью повышения надежности конструкции путем исключения ее деформаций и повышения качества сварки, устройстве снабжено копиром, установленным параллельно направляющим каретки, и штоком, смонтированным концентрично телескопической направляющей подъемного стола и выполненным с одного конца в виде многостороннего клина, другой конец оснащен парой качения, закрепленной с возможностью взаимодействия с копиром,
контрэлектроды выполнены в виде отдельных секторов, установленных с возможностью взаимодействия их боковых поверхностей со сторонами клина и перемещения в направлении, перпендикулярном к
оси штока.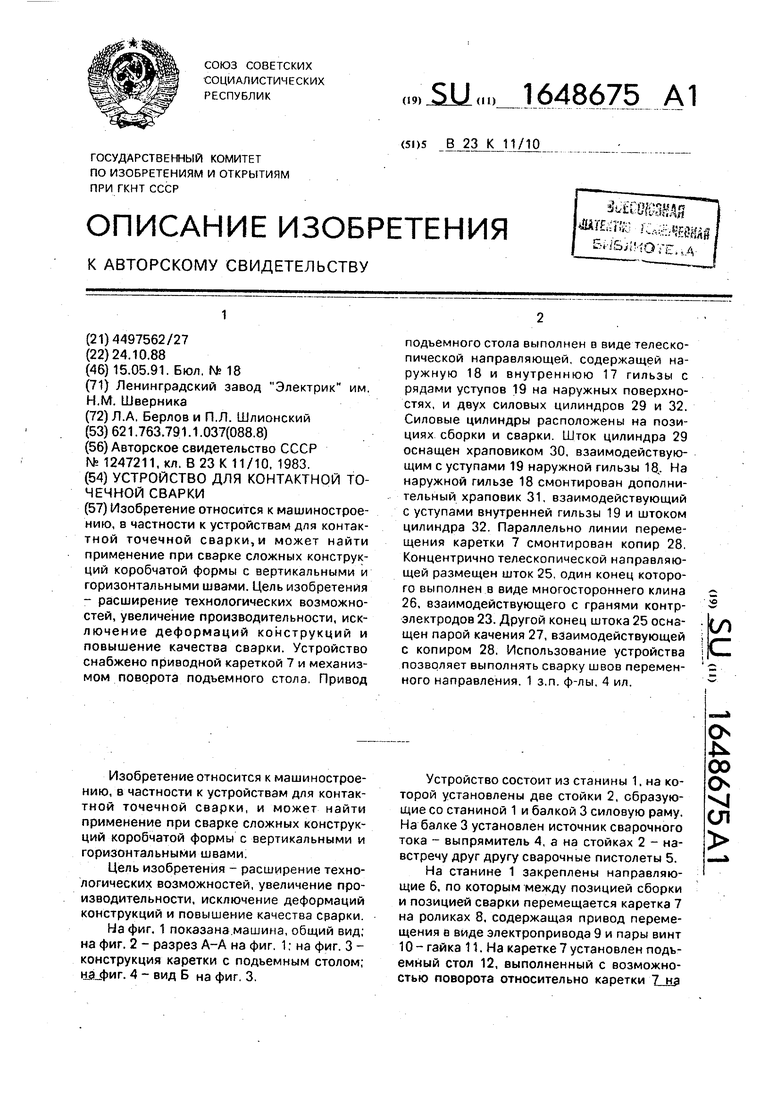

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1990 |
|
SU1750889A1 |
| Машина для контактной точечной сварки | 1989 |
|
SU1655711A1 |
| Машина для контактной точечной сварки | 1977 |
|
SU651916A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU707725A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
Изобретение относится к машиностроению, в частности к устройствам для контактной точечной сварки,и может найти применение при сварке сложных конструкций коробчатой формы с вертикальными и горизонтальными швами. Цель изобретения - расширение технологических возможностей, увеличение производительности, исключение деформаций конструкций и повышение качества сварки. Устройство снабжено приводной кареткой 7 и механизмом поворота подъемного стола. Привод подъемного стола выполнен в виде телескопической направляющей, содержащей наружную 18 и внутреннюю 17 гильзы с рядами уступов 19 на наружных поверхностях, и двух силовых цилиндров 29 и 32. Силовые цилиндры расположены на позициях сборки и сварки. Шток цилиндра 29 оснащен храповиком 30, взаимодействующим с уступами 19 наружной гильзы 18,. На наружной гильзе 18 смонтирован дополнительный храповик 31, взаимодействующий с уступами внутренней гильзы 19 и штоком цилиндра 32. Параллельно линии перемещения каретки 7 смонтирован копир 28. Концентрично телескопической направляющей размещен шток 25, один конец которого выполнен в виде многостороннего клина 26, взаимодействующего с гранями контрэлектродов 23. Другой конец штока 25 оснащен парой качения 27, взаимодействующей с копиром 28. Использование устройства позволяет выполнять сварку швов переменного направления. 1 з.п. ф-лы, 4 ил. СО с
S/.98WI
(puaZ
ОЭ
-fa со en
-4
ел
| Машина для контактной точечной сварки | 1983 |
|
SU1247211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
