Фиг 7 ч
Изобретение относится к технике сборки и может быть использовано для установки корпусных деталей на горизонтальную базовую поверхность перед запрессовкой в нее деталей, например втулок.
Цель изобретения - повышение точности установки, а также повышение надежности.
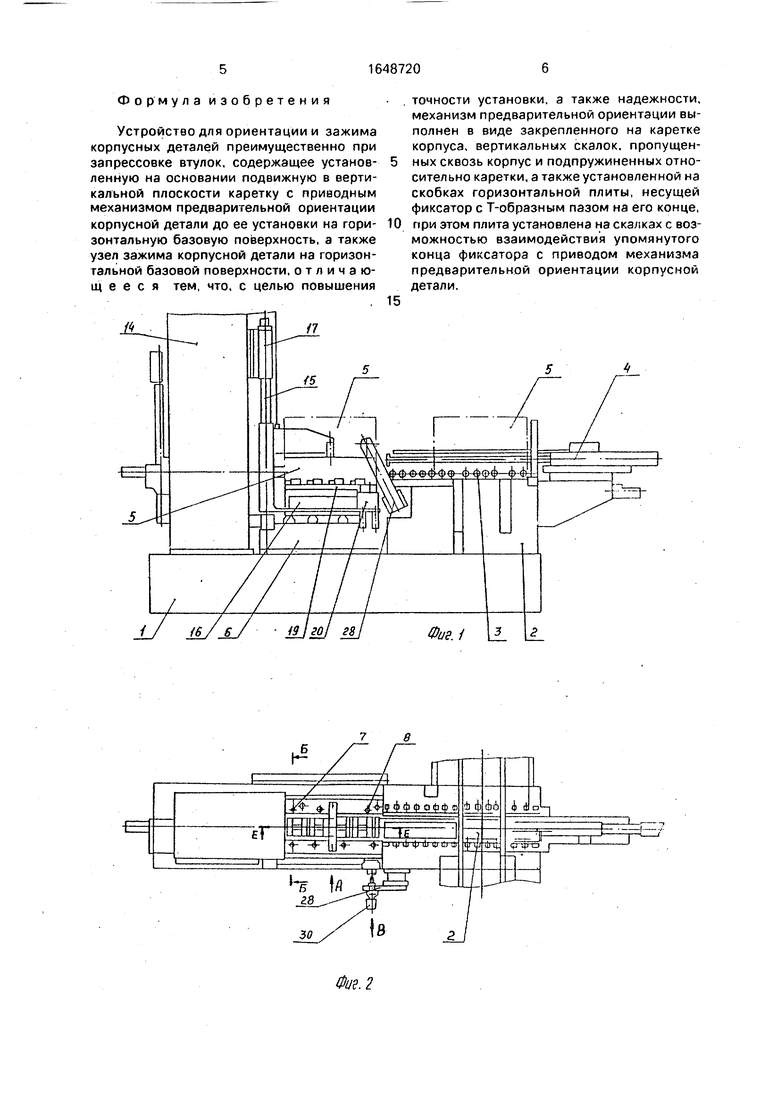
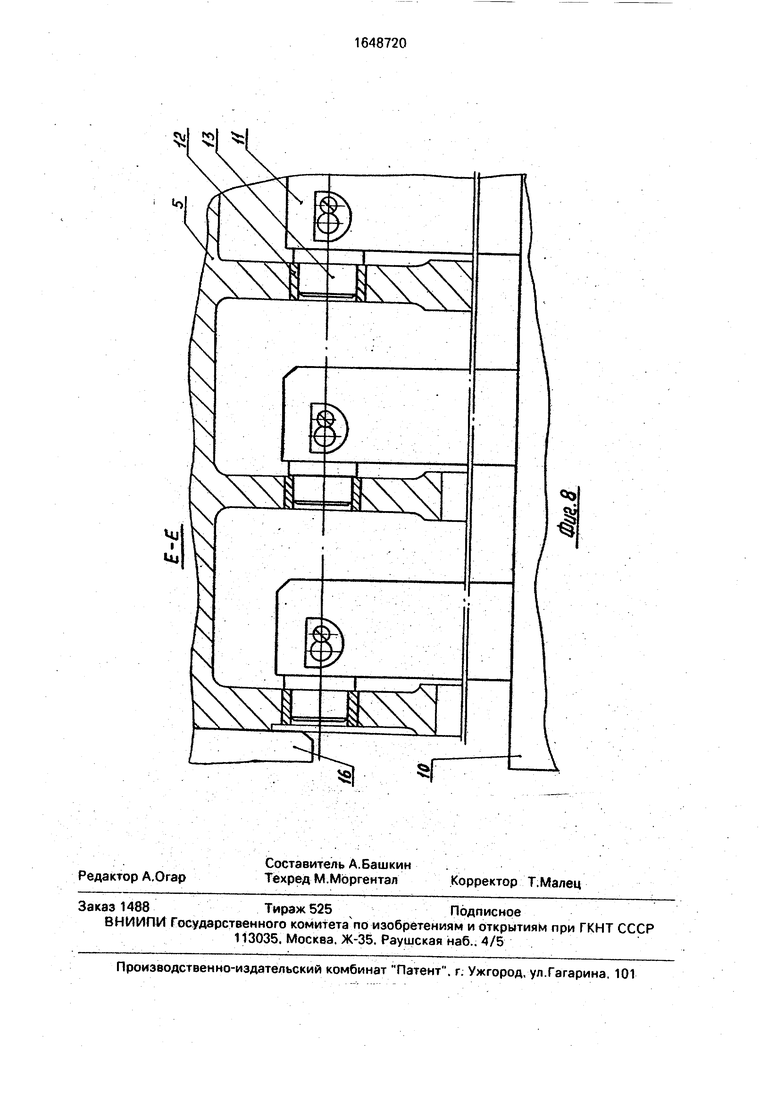
На фигЛ представлено устройство для ориентации и зажима корпусных деталей, общий вид; на фиг.2 - то же, вид в плане: на фиг.З - вид А на фиг.2 (приспособление для запрессовки, общий вид); на фиг.4 - разрез Ь-Б на фиг.2 (разрез по элементам базирования), на фиг.5 - вид В на фиг.2; на фиг.6 - вид Г на фиг.З; на фиг.7 - разрез Д-Д на фиг.5; на фиг.8 - разрез Е-Е на фиг.2.
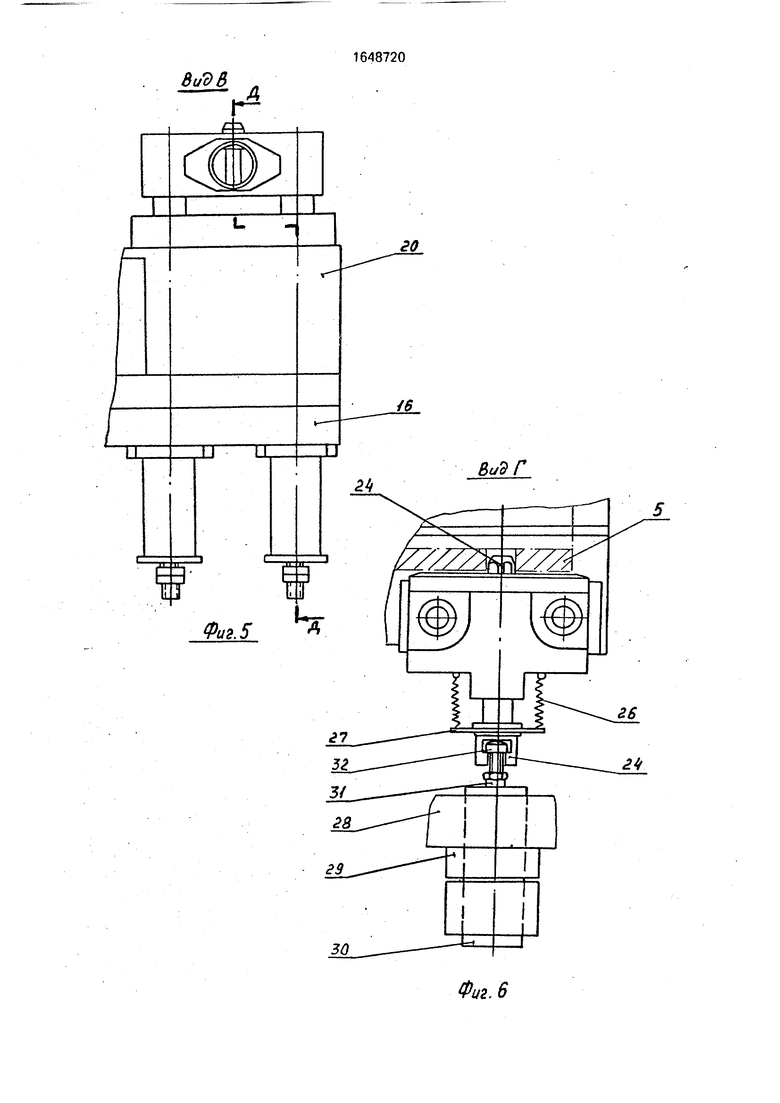
Устройство для ориентации и зажима корпусных деталей при запрессовке состо- ит из станины 1, на которой установлены транспортная платформа 2 с рольгангом 3 и толкателем 4, который подает деталь 5 с платформы 2, приспособление 6 для запрессовки с элементами базирования детали 5 в виде двух фиксаторов: срезанного 7 и ци- линдрического 8, и пят 9, подвижная в гори- зонтальной плоскости плита 10 с кронштейнами 11, в которых размещены запрессовываемые втулки 12 на валике 13 кронштейна 11, и вертикальная стойка 14 на двух направляющих штангах 15. На штангах 15 смонтирована П-образная подвижная каретка 16 с приводом 17 ее перемещения. На каретке 16 расположены узел зажима корпусной детали на базовой поверхности в виде коромысла-прихвата 18 для зажима детали 5, ограничительные планки 19. а также механизм 20 предварительной ориентации, состоящий из корпуса 21, закрепленного на каретке 16, двух направляющих вертикаль- ных скалок 22 и смонтированной на них горизонтальной плиты 23 с размещенным в ней фиксатором 24. При этом скалки 22 механизма 20 подпружинены относительно каретки 16 в вертикальном направлении пружинами 25. А в нижней плоскости каретки 16 выполнены отверстия для прохода фиксаторов 7 и 8 и пят 9. Это позволяет каретке 16 опускаться ниже плоскости базовых элементов приспособления.
Фиксатор 24, входящий в имеющееся в блоке двигателя отверстие, выполнен в виде стержня со срезанной головкой на одном конце и Т-образным пазом на другом, кроме этого, он подпружинен относительно плиты 23 двумя пружинами 26 через фигурную шайбу 27. Пружины 26 удерживают фиксатор 24 в выдвинутом положении . Кроме этого фиксатор 24 за счет подпружиненности плиты 23 механизма 20 в вертикальной плоскости гарантирован от поломки.
На платформе 2 закреплен жестко кронштейн 28, на верхнем конце которого посредством фланца 29 установлен привод фиксатора 24 механизма 20 в виде гидроцилиндра 30, в шток 31 которого помещен винт 32 для взаимодействия с фиксатором 24 в вертикальном положении каретки 16.
Устройство работает следующим образом.
В исходном положении П-образная подвижная каретка 16с механизмом 20 предварительной ориентации находится в верхнем положении на одном уровне с рольгангом 3 транспортной платформы 2.
Базовая деталь 5 под действием толкателя 4 по рольгангу 3 выдвигается на каретку 16. где ориентируется ограничительными планками 19. В этом положении срезанный фиксатор 24 механизма 20 предварительной ориентации гидроцилиндром 30 вводится в отверстие, имеющееся в детали 5, т.е. она предварительно фиксируется на верхней загрузочной позиции каретки 16. Далее от привода 17 каретка 16 с деталью 5 перемещается по направляющим штангам 15 вниз на позицию запрессовки. При этом винт 32 на штоке 31 гидроцилиндра 30 выходит из зацепления с Т-о,бразным пазом фиксатора 24. Однако пружины 26 удерживают его в отверстии детали 5. Опущенная деталь 5 базируется на фиксаторах 7 и 8 и пятах 9 приспособления 6 для запрессовки, а каретка 16 от привода 17 опускается ниже базовых элементов. При этом фиксатор 24 за счет подпружиненности плиты 23 гарантирован от поломки. Подпружиненность механизма 20 предварительной ориентации относительно каретки 16 в вертикальном направлении позволяет установить деталь 5 на базовые элементы приспособления 6 при дальнейшем опускании каретки 16. Это обеспечивает стабильность базирования деталей 5.
Далее деталь 5 зажимается коромыслом-прихватом 18. В ;}ажатую и зафиксированную деталь 5 производится запрессовка втулок 12 с кронштейнов 11. После запрессовки втулок 12 каретка 16с деталью 5 поднимается, головка винта 32 зацепляется с горизонтальным фиксатором механизма 20, фиксатор 24 выводится из детали 5 и удерживается в отведенном положении, пока деталь 5 не переместится на транспортную платформу 2 загрузочными средствами (не показаны), а следующая деталь 5 не займет ее место.
Далее цикл повторяется.
Формула изобретения
Устройство для ориентации и зажима корпусных деталей преимущественно при запрессовке втулок, содержащее установленную на основании подвижную в вертикальной плоскости каретку с приводным механизмом предварительной ориентации корпусной детали до ее установки на горизонтальную базовую поверхность, а также узел зажима корпусной детали на горизонтальной базовой поверхности, отличающееся тем, что, с целью повышения
0
точности установки, а также надежности, механизм предварительной ориентации выполнен в виде закрепленного на каретке корпуса, вертикальных скалок, пропущенных сквозь корпус и подпружиненных относительно каретки, а также установленной на скобках горизонтальной плиты, несущей фиксатор с Т-образным пазом на его конце, при этом плита установлена на скалках с возможностью взаимодействия упомянутого конца фиксатора с приводом механизма предварительной ориентации корпусной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1984 |
|
SU1143564A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| СТАНОК ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ | 1994 |
|
RU2071898C1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| Пакетоформирующая машина | 1974 |
|
SU645914A1 |

Изобретение относится к сборке и может быть использовано для зажима и ориенА-Л тации корпусных деталей перед запрессовкой в нее втулок Цель изобретения - повышение точности установки, а также повышение надежности Механизм предварительной ориентации выполнен в виде закрепленного на каретке 16 корпуса 21 с подпружиненными вертикальными скобками 22, на которых установлена горизонтальная плита 23 с фиксатором 24. В процессе предваритепьной ориентации корпусной детали 5 каретка 16 опускается ниже горизонтальной базовой поверхности При этом фиксатор 24 зз счет подпру- жиненности плиты 23 гарантирован от поломки. 8 ил О 4 00 1 iro о 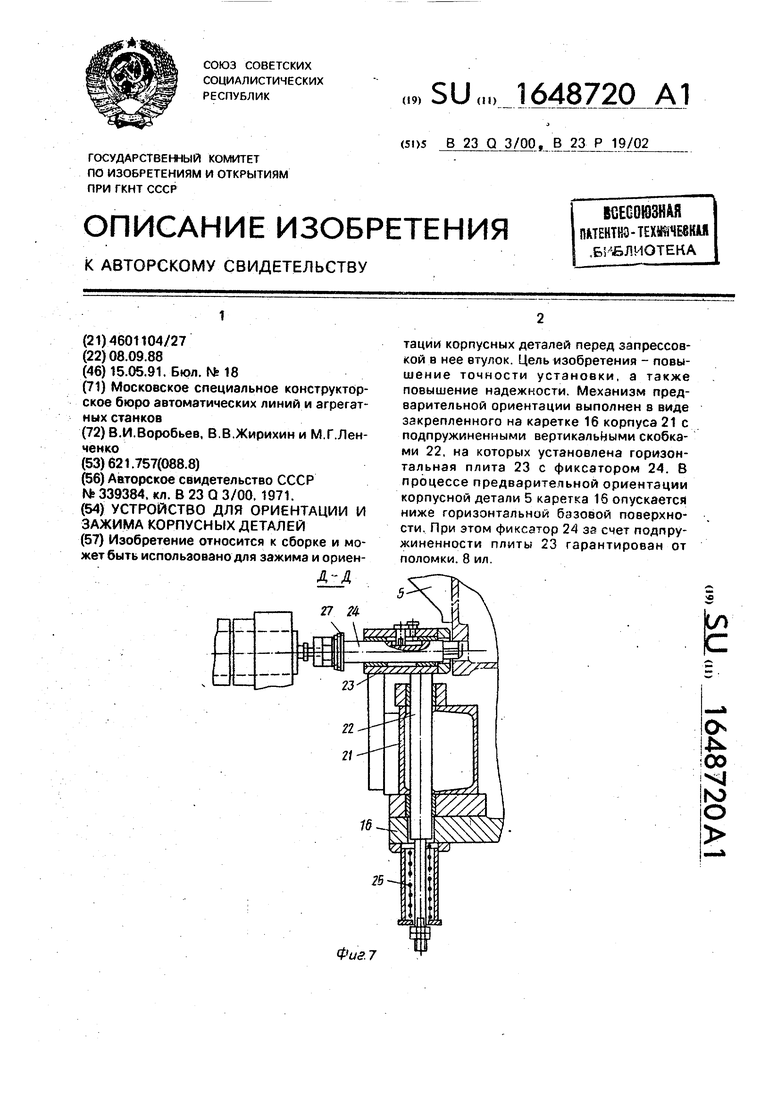
7 8
/4 45 16
повернуто
Фиг.з
Фиг. 4
ОШ№1
Ы
Г
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОРИЕНТАЦИИ И ЗАЖИМА КОРПУСНЫХ ДЕТАЛЕЙ | 0 |
|
SU339384A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
