Известны приспособления для ориентации I зажима, корпусных деталей, например, блока двигателя, корпус. которого выполнен в виде двух вертикальных и горизонтальных базовых парерхностей, образующих призматический угол, и несет зажимы, приводимые от гидроцилиндров.
Целью изобретения является повышение точности установки изделия и облегчение эксплуатации. Для этого предлагаемое приспособление снабжено закрепленными на корпусе устройствами для предварительной ориентации изделия по вертикальным базовым поверхностям до установки его на горизонтальную базовую поверхность и трехпозиционным подъемником изделия.
Устройства для предварительной ориентации выполнены в виде взаимодействующего со штоком гидроцилиндра упруго подвижного органа, например подпружииениого коромысла, иа, .конце которого смонтирован ролик, контактирующий с изделием при его опускании. .,.
Подъемник выполнен в виде четырех штырей-опор, смонтированных с возможностью,, вертикального перемещения в корпусе , придпоробления и , приводимых от одного трехпозиционного гидроцилиндра посредством, например, зубчато-реечных передач.
Для обеспечения возможности контроля точности установки изделия в,планах базовых поверхностей смонтированы датчики . положения, наприм,ер индуктивные, рабочие концы которых з.аимо,дей;ствуют с/базовыми ,;иоверхностями изделия, причем показывающие приборы индуктивных датчиков смонтированы на пульте управления.
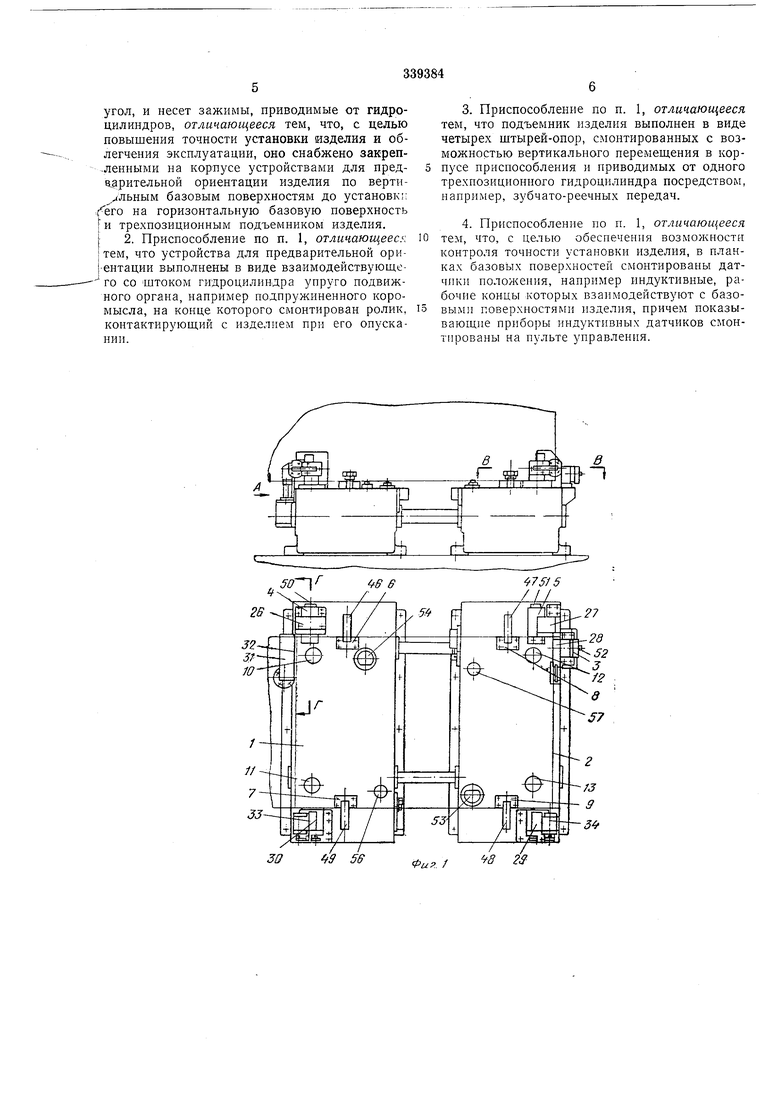
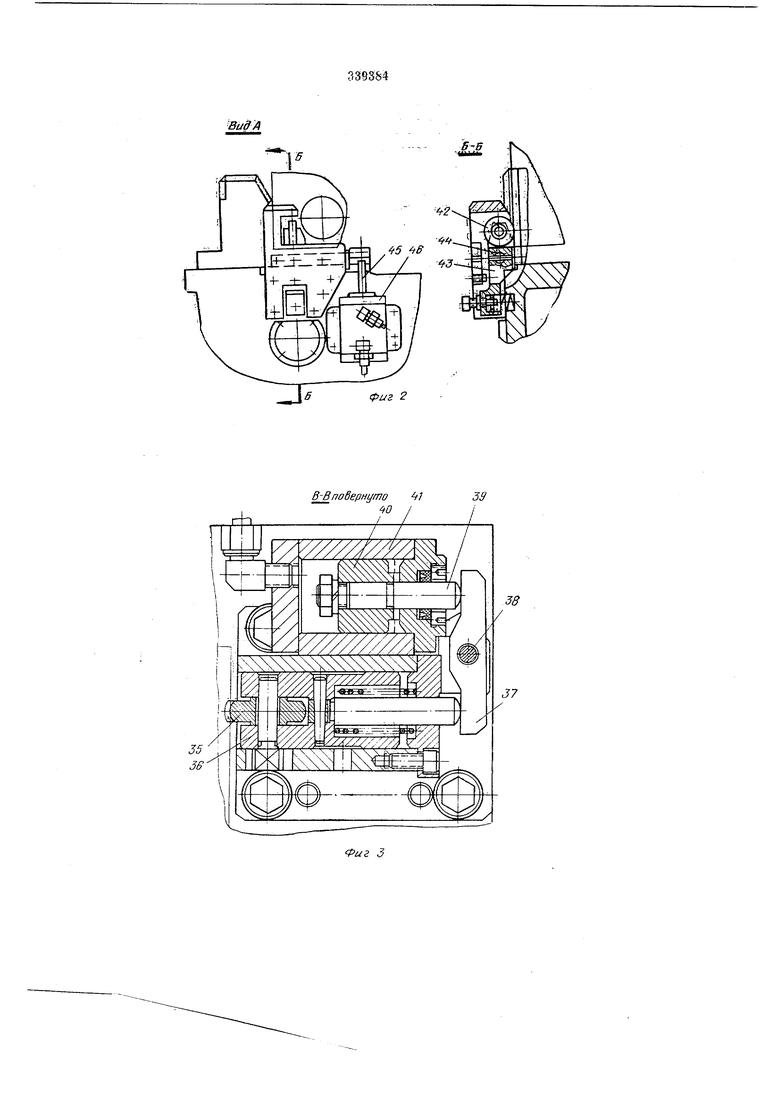
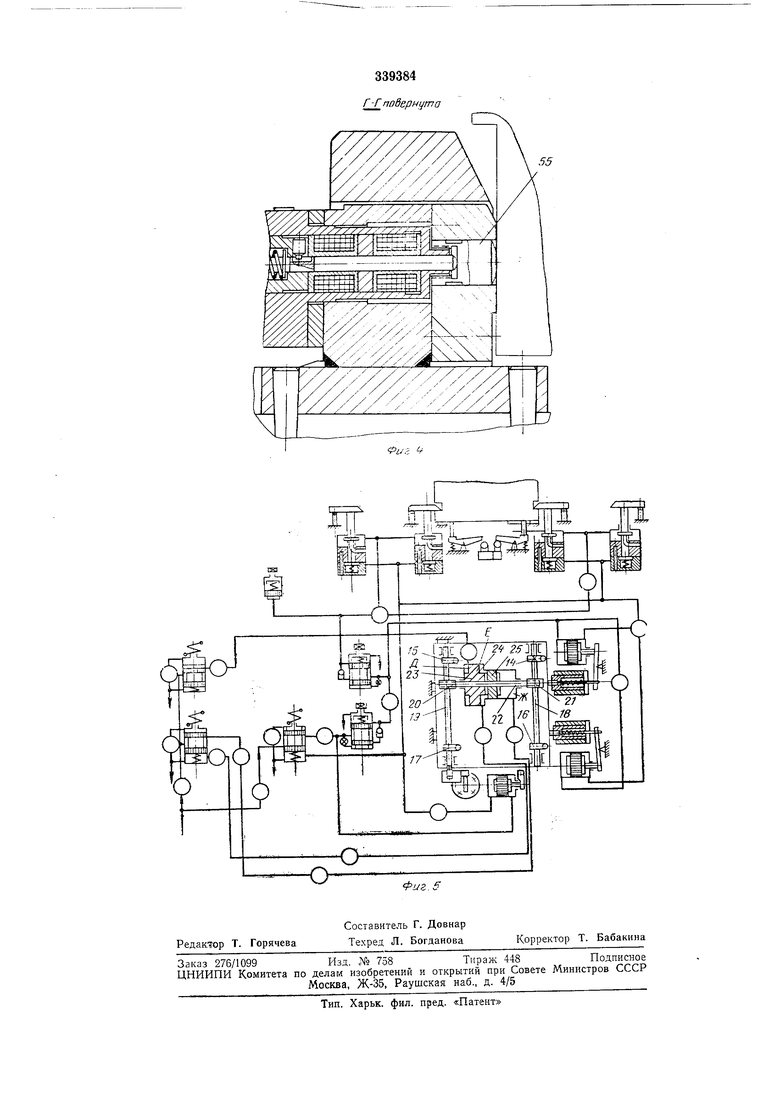
На фиг; 1 изображено предлагаемое приспособление, общий вид; на фиг. 2 - то же, вид Л и разрез Б-Б; иа фиг. 3 - то же, разрез В-В; на фиг. 4 - то же, разрез Г-Г; на фиг. 5 - кинематическая схема приспособления;
Приспособление снабжено закрепленными на корпусе устройствами У и 2 для предварительной ориентации изделия по вepтикav ьным базовым поверхностям (торцевая 3 и боковые 4 5 планк.и) до установки его на горизонтальную базовую поверхность, где крепятся основные планки 6-9.
Трехпозиционный подъемник изделия состоит из четырех штырей-опор 10-1В, которые смонтировань в корпусе,приспособления и могут .занимать три положения. Верхнее положение служ.и1; для предварительной установки изделия,, среднее «подскок - для безрисочного ввода и вывода из изделия эксцеитричио .расположенной борштанги с заранее установленными на размер обработки резцаМЫ. Нижнее положение с зазором относительно изделия штыри-опоры занимают тогда, когда оно находится на планках 6-9. Штыриопоры имеют два положения только тогда, когда безрисочиый ввод и вывод борштанги производится другим способом. На всех штырях-опорах нарезаны зубчатые рейки, находящиеся в зацеплении соответственно с шестернями 14-17, установлениыми па валах 18 и 19. На последние насажены шестерни 20 и 21, взаимодействуюш,ие с зубчатыми рейками, нарезанными на обоих концах штока 22 гидроцилиндра 23 двойного подскока. Гидроцилиндр 23 имеет ограничительиый 24 и основной 25 поршни. В случае, когда штыри-опоры занимают только два положения, гидроцилиндр 23 выполняется с одним поршнем. Над базовыми планками расположены ловители 26-31, которые выполнены в виде отдельно прикрепленных к корпусам кронштейнов со скоса.ми и служат для предварительной ориентации изделия при опускании его па выдвинутые штыри-опоры и для защиты базовых планок от ударов изделия. Для ориентации и прижима изделия к вертикальным поверхностям имеются торцевой 32 и боковые 33 и 34 роликовые прижимы, крепящиеся к устройствам / -л 2 приспособления. Прижимы расположены последовательно по ходу опускания изделия, причем прижим 32 - выше, а прижимы 33 и 34 - ниже. Боковой прижим состоит из ролика 35 с горизонтальной осью, смонтированного в подпружинепной скалке 36, на которую через рычаг 37, установленный на оси 38, воздействует шток 39 поршня 40, перемещающегося в гидроцилиндре 41. Торцевой прижим состоит из ролика 42, смонтированного в вертикально расположенном подпружиненном рычаге 43, закрепленном на оси 44, на которую воздействует шток 45 гидроцилиндра 46. Вертикальный прижим изделия к планкам 6-9 выполнен в виде четырех гидроцилиндров 46-49, закрепленных на корпусах приспособления. В базовые планкн приспособления встроены нндуктивные датчики для проверки положеитгя детали на базовых поверхностях 50- 54. Передние концы 55 датчиков взаимодействуют с базовыми поверхностями изделия. Показания датчиков визуально снимаются па контрольных приборах, установленных на электропульте. Кроме того, для контроля опускаНИН детали на базовые поверхности предусмотрены концевые выключатели 56 и 57. Приспособление работает следующим образом. Для выставления Н1тырей-опор вверх переключатель ставится в положение «вверх, при этом все быть отжаты. Все штырИ-опоры получают движение от гидроцилиндра 23 через реечно-зубчатые передачи. Для перемещения штырей вверх давление масла подается в полость Д гидроцилиндра 23, и поршень со штоком передвигается до уиора на ход для подскока. Затем через зубчато-реечные передачи, включающие рейки на концах штока, шестерни и рейки на штыряхопорах, движение иередается последним. Давление масла подается в полость Е гидроци лиидра 23, и поршень со штоком передвигается вправо, перемещая через реечно-зубчатые передачи щтыри в крайнее верхнее положение. После этого обрабатываемое изделие ,оп -скают на выдвинутые вверх штыри-опоры, ориеитируя его ловителями 26-31. Когда изделие устанавливают на штыри-опоры, переключатель поворачивается в положение «вниз. При этом давление масла подается в полость Ж гидроцилиндра 23, и поршень со штоком и штыри вместе с изделием оиускаются в положение «подскок. При опускании деталь последовательно ориентируется и прижимается сначала прижимом 32 к планке 3, а затем прижимами 33 и 34 к планкам 4 и 5. Команду на ввод борштанги дают выключатели 56 и 57. После ввода борштанги (давление масла подается в полость Е гидроцилиндра 23) поршень со штоком перемещается влево, и деталь илавно и без перекосов опускается на планкн 6-9 приспособления. После того, как изделие установлено на базовые планки, поворотом переключателя в положение «зажим производится гидроприжим изделия к базовым поверхиостям в такой иоследовательности: сначала к вертикальным (планка 3, затем планки 4 и 5), а затем - к горизонтальным (планки 6-9). Боковой гидропрйжим осуществляется следующим образом. Давление масла подается в гидроцилиндр 41. При этом поршень 40 со штоком 39 передвигается вправо, рычаг 37 поворачивается вокруг оси 38 и воздействует через скалку 36 на ролик 35. Ролик 35, ранее прижатый пружиной, окончательно прижимает изделие к базовым поверхностям. Сначала производится ирижим к торцевой 3, а затем - к боковым 4 и 5 планкам. После того, как изделие прижимается к вертикальным базовым поверхностям, производится приЖИМ изделия к основным плапкам в-9. После правильной установки изделия, контролируемой индуктивными датчиками, включается работа станка по циклу. После обработки происходит разжим и съем изделия с приспособления. Весь процесс производится в обратной последовательности. Предмет изобретения . Приспособление для ориентации и зажима корпусных деталей, например, блокя двигателя, корпус которого выполнен в виде двух вертикальных и горизонтальных базовых поверхностей, образующих призматический
угол, и несет зажимы, приводимые от гидроцилиндров, отличающееся тем, что, с целью повышения точности установки изделия и облегчения эксплуатации, оно снабжено закреп-ленными на корпусе устройствами для пред(1арительной ориентации изделия по верти льным базовым поверхностям до установк ; на горизонтальную базовую поверхность и трехпозиционным подъемником изделия. |: 2. Приспособление по п. 1, отличающееся I тем, что устройства для предварительной ори ентации выполнены в виде взаимодействующего со штоком гидроцилиндра упруго подвижного органа, например подпружиненного коромысла, на конце которого смонтирован ролик, контактирующий с изделием при его опускании.
3.Приспособление по п. 1, отличающееся тем, что подъемник изделия выполнен в виде четырех штырей-опор, смонтированных с возможностью вертикального перемещения в корпусе приспособления и приводимых от одного трехпозиционного гидроцилиндра посредством, например, зубчато-реечных передач.
4.Приспособление по п. 1, отличающееся тем, что, с целью обеспечения возможности контроля точности установки изделия, в планках базовых поверхностей смонтированы датчики положения, например индуктивные, рабочие концы которых взаимодействуют с базовым 1 поверхностями изделия, причем показывающие приборы индуктивных датчиков смонтированы на пульте управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Приспособление для ориентации и зажима корпусных деталей | 1977 |
|
SU727396A1 |
| ВАЙМА ГИДРАВЛИЧЕСКАЯ ВЕРТИКАЛЬНАЯ | 2002 |
|
RU2202469C1 |
| Станок для расточки отверстия под палец в поршнях | 1973 |
|
SU452440A1 |
| Устройство для спасения людей | 2017 |
|
RU2680363C1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАИОВКИ И ЗАКРЕПЛЕНИЯ ПРИ ОБРАБОТКЕ СКОСОВ ИЗДЕЛИЙ ТИПА КОРПУСА БУРОВОГО ДОЛОТА | 1968 |
|
SU208416A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФУРНИТУРЫ | 1967 |
|
SU196281A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
5S
27
0 f 8 23
В побернуто 4/39
фиг 2
° /I
