1
Изобретение относится к литейному производству, а именно к устройствам для центробежного литья.
Известно устройство для заполнения форм металлом при изготовлении фасолных отливок Методом центробежного литья, в котором литниковые каналы с формами расположены радиально к металлоприемнику 1. Однако в таком устройстве имеет место низкий коэффициент расхода металла, так как расплавленный металл относительно долгое время приобретает необходимую скорость вращения.
Для повышения коэффициента расхода металла в указанном устройстве место соединения литниковых каналов с металлоприемником выполняют по касательной с увеличенным захватом 2. Это улучшает заполнение форм, но коэффициент расхода металла увеличивается незначительно.
Известно также устройство для заполнения форм металлом при изготовлении фасонных отливок методом центробежного литья, в котором для увеличения коэффициента расхода металла на дне металлоприемника установлена лопасть 3.
Поступающий в металлоприемннк расплавленный металл ВО время вращення устройства дополнительно закручивается лопастью, что сокращает время достижения металлом необходимой скорости вращения. Однако указанный металлоприемник не обеспечивает достаточного коэффициента расхода металла, необходимого для получения протяженных тонкостенных (1,5-2,5 мм) отливок.
Целью изобретения является повышение коэффициента расхода металла и улучшение заполнения литейной формы металлом при изготовлении тонкостенных протяженных фасонных отливок методом центробежного литья. Это достигается тем, что в корпусе устройства соосно металлоприемнику по его высоте расположены магнитные катушки.
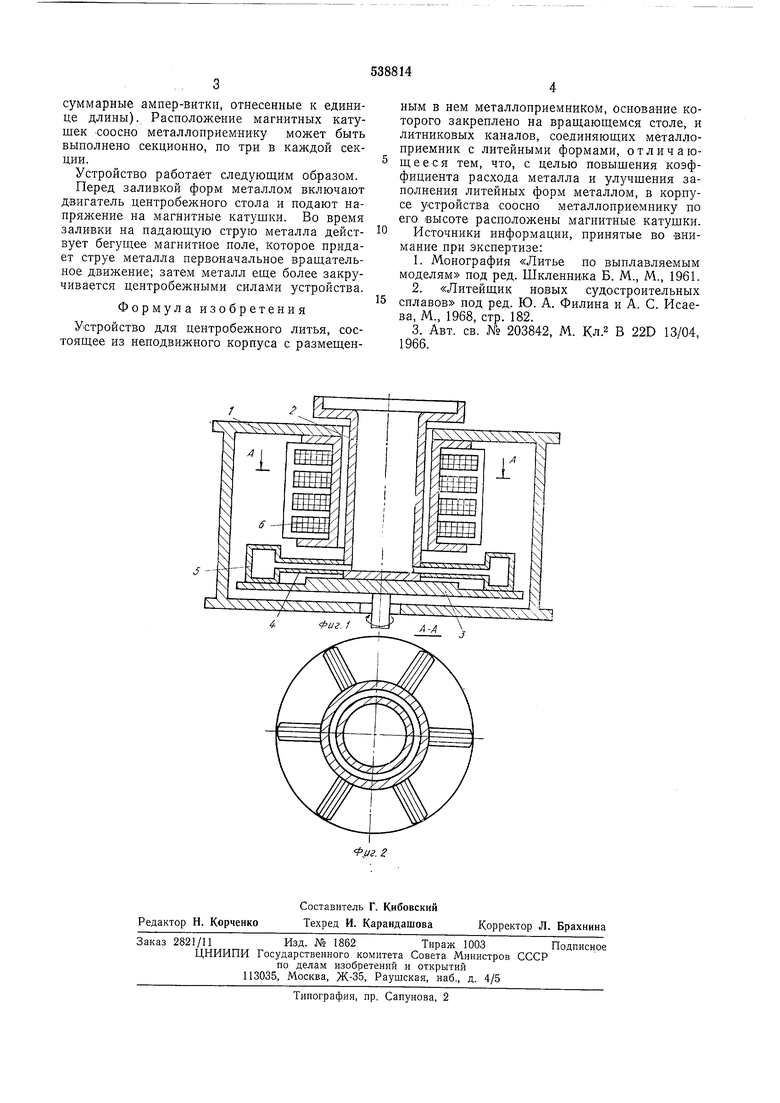
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - то же, сечение по А-А на фиг. 1.
Устройство для заполнения форм раснлавленным металлом содержнт неподвин ный корпус 1 с расположенным в нем металлоприемннком 2, основание которого закреплено на вращающемся столе 3, причем в нижней
части металлоприемника имеются литниковые каналы 4, соединяющие металлоприемник с литейными формами 5. На неподвижном корпусе устройства соосно металлоприемнику по его высоте крепятся магнитные катуп1ки 6,
создающие бегущее электромагнитное поле н представляющие собой статор асинхронного двигателя.
В описываемом устройстве можно применять схему с шестью катушками, питаемыми
трехфазным током промышленной частоты, с токовой нагрузкой А, равной 600 А/см (А -
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заполнения форм расплавом | 1976 |
|
SU597501A1 |
| Устройство для центробежного литья | 1978 |
|
SU697249A1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| Литниковая система для центробежного литья | 1988 |
|
SU1650338A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Установка для центробежного литья | 1981 |
|
SU980942A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1993 |
|
RU2043826C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
