f
t;м™Т--.Г 711 , „i ..J ,V
xbr
Г-4.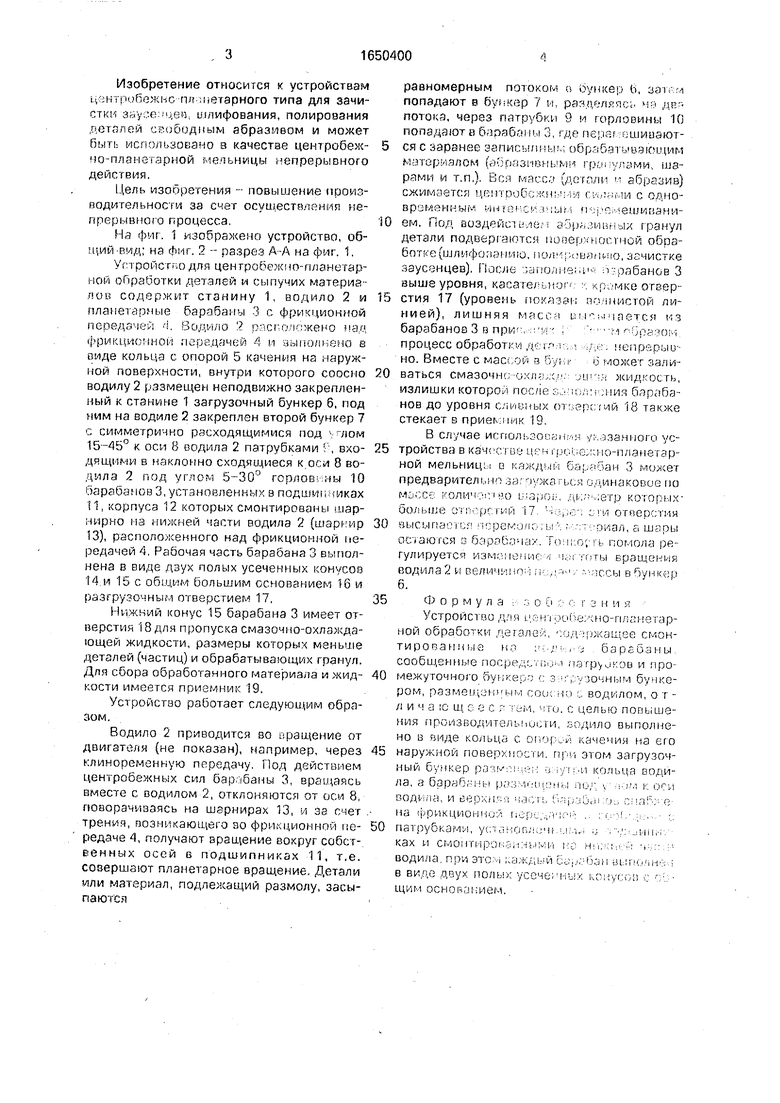
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежно-планетарной обработки деталей | 1979 |
|
SU1121856A1 |
| Устройство для центробежно-планетарной обработки деталей | 1988 |
|
SU1549727A1 |
| Центробежно-планетарное устройство для обработки деталей | 1987 |
|
SU1713784A1 |
| Устройство для центробежно-планетарной абразивной обработки деталей | 1984 |
|
SU1220753A2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2022764C1 |
| Раствор для виброхимического удаления заусенцев с металлических деталей | 1981 |
|
SU1130622A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
| Устройство для планетарно-центробежной обработки | 1988 |
|
SU1593924A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЗАЧИСТКИ ИЗДЕЛИЙ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА ЭЛЕКТРОДОМ-ЩЕТКОЙ | 2003 |
|
RU2241582C2 |
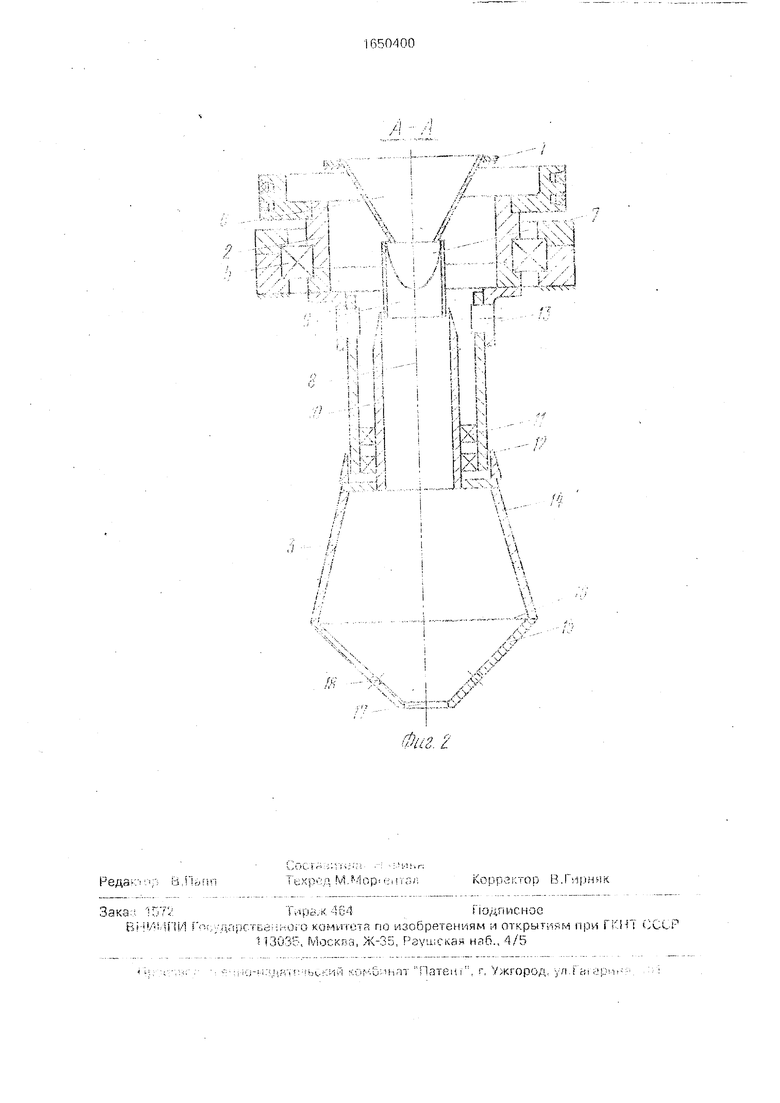
Изобретение относится к устройствам центробежно-планетарного типа для зачистки заусенцев, шлифования, полирования деталей свободным абразивом и может быть использовано в качестве центробеж- ко-планетарной мельницы непрерывного действия. Целью изобретения является повышение производительности за осуществления непрерывного процесса. Поп воздействием абразивных гранул детали подвергаются поверхностной обработке (шлифованию, полированию, зачистке заусенцев) и после заполнения барабанов 3 выше уровня, касательного к кромке отверстия 17, лишняя масса высыпается из барабанов 3 в приемник 19. Таким образам, процесс обработки деталей идет непрярыв- но.2 ил.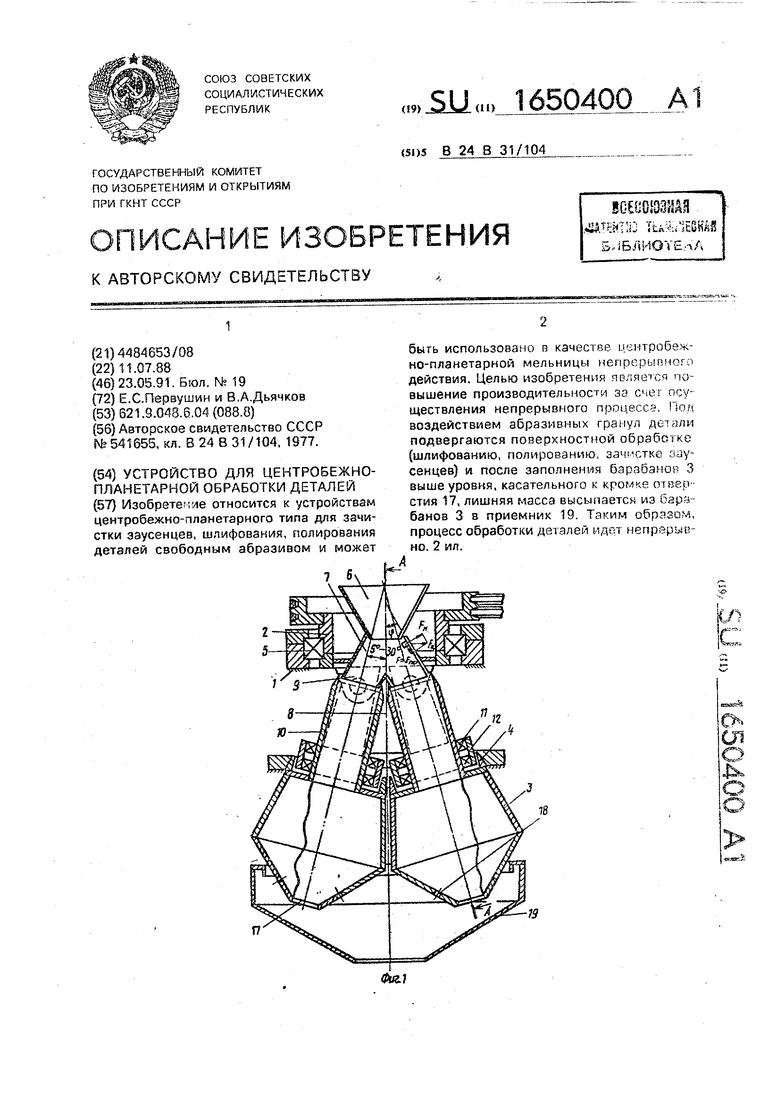
v
ff), i О Ч- tl 6. Ј
| Способ обработки изделий | 1975 |
|
SU541655A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
