Изобретение относится к классу машин планетарного типа для зачистки заусенцев, скругления острых кромок, шлифования, полирования, поверхностного упрочнения деталей и других видов отделочных работ с применением свободно насыпанного обрабатывающего материала (абразив, абразивные гранулы4, бой абразивных кругов, шары и т.п.) и может быть использовано в машиностроении, приборостроении и других отраслях народного хозяйства.
Целью изобретения является повышение производительности за счет увеличения рабочего объема барабана при тех же габаритных размерах и дополни- тельной циркуляции рабочей среды, а также за счет обеспечения режимов обработки деталей как на малой, так и на большой частоте вращения водила и барабана.
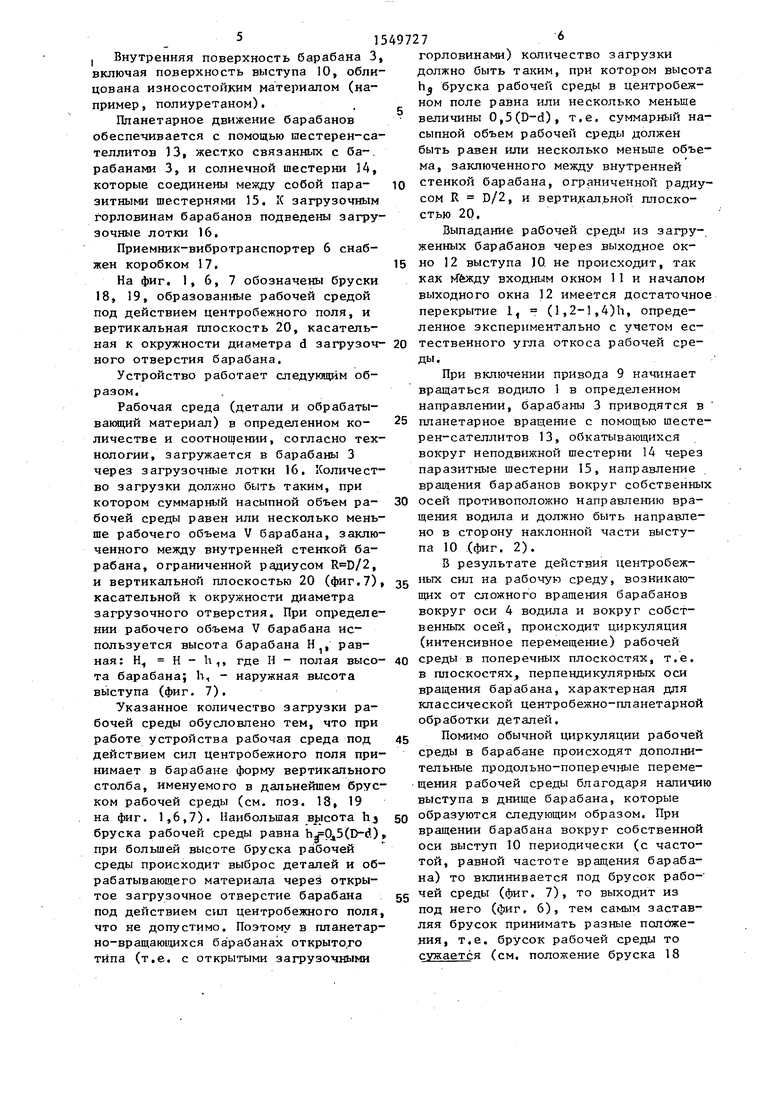
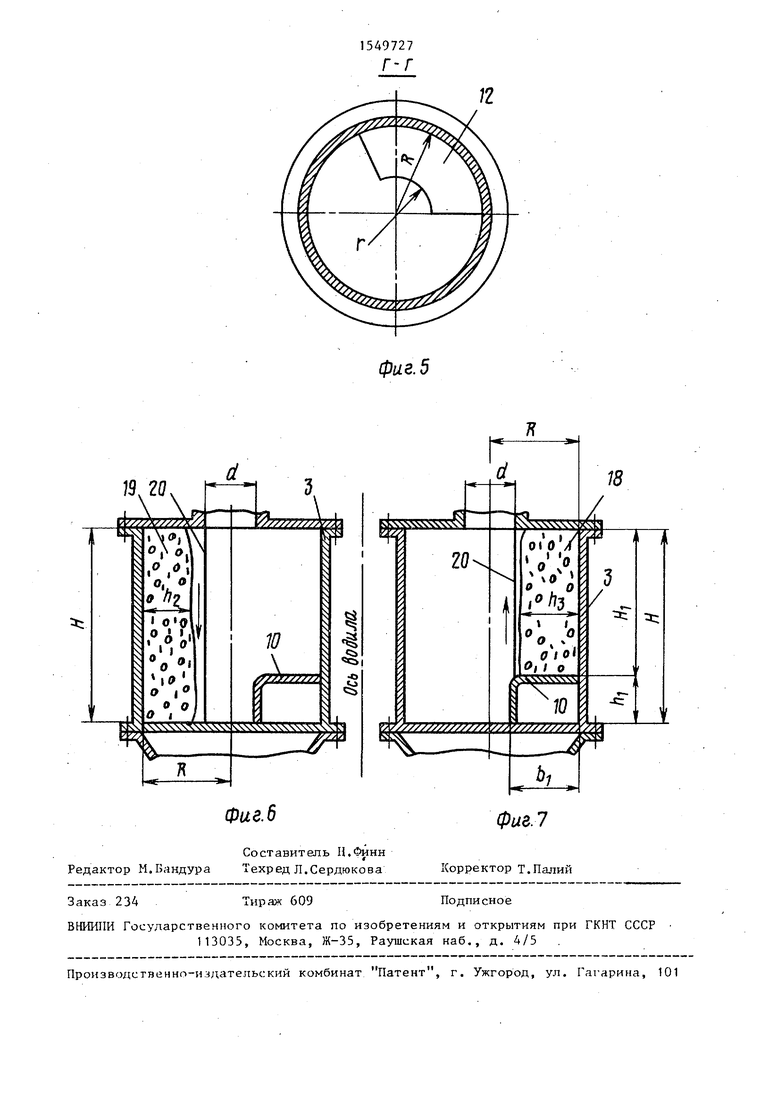
На фиг, 1 показано устройство, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - поперечный раз- рез барабана (Г-Г на фиг, 1); на фиг. 6 - продольный разрез барабана при диаметрально противоположных положениях выступа и бруска рабочей среды в центробежном поле; на фиг,7 - продольный разрез барабана при совмещенном положении выступа и бруска рабочей среды в центробежном поле.
Устройство содержит водило 1, на котором в подшипниках 2 установлены барабаны 3 с вертикальной осью 4 вращения, распределитель 5 смазочно-ох- лаждаюшей жидкости (СОЖ), расположенный соосно на водиле 1, приемник-вибротранспортер б рабочей среды, размещенный под барабанами 3 соосно води- лу, источник 7 подачи СОЖ, связанный с распределителем 5 СОЖ через трубопровод 8, привод 9,
В днище барабана 3 выполнен полый выступ 10, в плане имеющий форму кольцевого сектора (фиг. 2) с наружным радиусом R, равным половине внутреннего диаметра D барабана 3 (R 0,5D), и внутренним радиусом г, равным половине диаметра d загрузочного отверстия барабана (г 0,5d)t
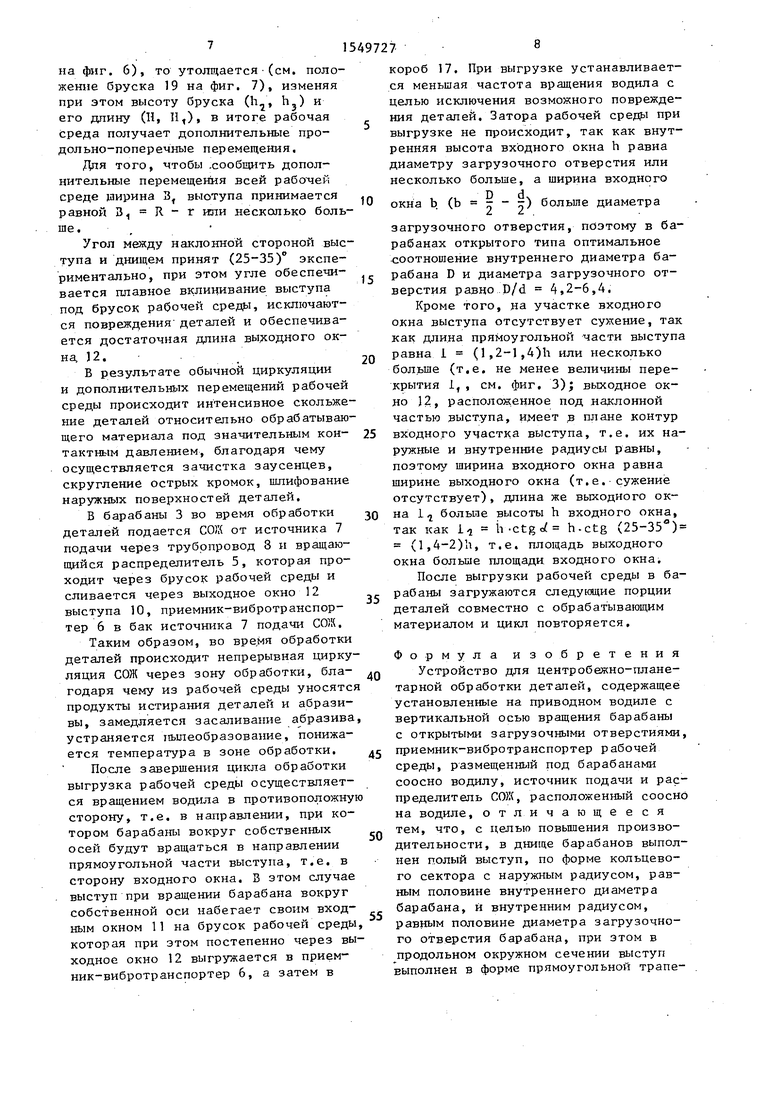
В продольном окружном сечении выступ имеет форму прямоугольной трапеции (фиг. 3) с высотой h, равной диаметру d загрузочного отверстия барабана. Длина верхнего основания трапеции L равна (l,2-l,4)h, где h - высота трапеции, а острый угол d между нижним основанием трапеции и ее наклонной стороной равен 25-35°. Торец выступа со стороны прямоугольной части открыт и является входным окном 11 (фиг. 4) в его полость, внутренняя высота которого h, а ширина Ь.
В днице барабана под наклонной частью выступа имеется выходное окно 12 (фиг. 5), выполненное в форме кольцевого сектора, наружный и внутренний радиусы (R, г) которого равны соответственно наружному и внутреннему радиусам выступа. Наименьшее расстояние 1, между входным окном и началом выходного окна (фиг. 3) равно (1,2 - J,4)h, где h - внутренняя высота выступа, длина выходного окна 15 равна 1 ч - h-ctgof.
I Внутренняя поверхность барабана 3, включая поверхность выступа 10, облицована износостойким материалом (например , полиуретаном)
Планетарное движение барабанов обеспечивается с помощью шестерен-сателлитов 13, жестко связанных с барабанами 3, и солнечной шестерни 14, которые соединены между собой пара- зитными шестернями 15. К загрузочным горловинам барабанов подведены загрузочные лотки 16.
Приемник-вибротранспортер 6 снабжен коробком 17.
На фиг. 1,6, 7 обозначены бруски 18, 19, образованные рабочей средой под действием центробежного поля, и вертикальная плоскость 20, касательная к окружности диаметра d загрузоч- ного отверстия барабана.
Устройство работает следующим образом.
Рабочая среда (детали и обрабатывающий материал) в определенном ко- личестве и соотношении, согласно технологии, загружается в барабаны 3 через загрузочные лотки 16. Количество загрузки должно быть таким, при котором суммарный насыпной объем ра- бочей среды равен или несколько меньше рабочего объема V барабана, заключенного между внутренней стенкой барабана, ограниченной радиусом ,
15497276
горловинами) количество загрузки должно быть таким, при котором высота
h бруска рабочей среды в центробежном поле равна или несколько меныде величины 0,5(D-d), т.е. суммарный насыпной объем рабочей среды должен быть равен или несколько меньше объема, заключенного между внутренней стенкой барабана, ограниченной радиусом R D/2, и вертикальной плоскостью 20.
Выпадание рабочей среды из загруженных барабанов через выходное окно 2 выступа JO не происходит, так как Яежду входным окном 11 и началом выходного окна 12 имеется достаточное перекрытие lt (l,2-l,4)h, определенное экспериментально с учетом естественного угла откоса рабочей среды.
При включении привода 9 начинает вращаться водило 1 в определенном направлении, барабаны 3 приводятся в планетарное вращение с помощью шестерен-сателлитов 13, обкатывающихся вокруг неподвижной шестерни 14 через паразитные шестерни 15, направление вращения барабанов вокруг собственных осей противоположно направлению вращения водила и должно быть направлено в сторону наклонной части выступа 10 (фиг. 2).
В результате действия центробеж
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежной абразивной обработки изделий типа колец | 1981 |
|
SU986746A1 |
| Устройство для центробежно-планетарной обработки деталей | 1979 |
|
SU1121856A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Центробежно-планетарное устройство для обработки деталей | 1987 |
|
SU1713784A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Планетарная мельница непрерывного действия | 1982 |
|
SU1095994A1 |
| Способ оценки свойств смазочно-охлаждающих жидкостей при шлифовании | 1990 |
|
SU1785871A1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
Изобретение относится к машинам планетарного типа для зачистки заусенцев, скругления острых кромок, шлифования, полирования, поверхностного упрочнения и других видов отделочных работ с применением свободно насыпанного обрабатывающего материала и может быть использовано в машиностроении, приборостроении и других отраслях народного хозяйства. Цель изобретения - повышение производительности. Устройство содержит водило 1, на котором установлены барабаны 3 с вертикальной осью вращения 4, распределитель 5 смазочно-охлаждающей жидкости (СОЖ), приемник-вибротранспортер 6 рабочей среды, источник 7 подачи СОЖ, привод 9, выполненный с возможностью реверсивного вращения и регулирования скоростей. В днище барабана 3 выполнен полый выступ 10, в плане имеющий форму кольцевого сектора с наружным радиусом R, равным половине внутреннего диаметра D барабана 3, и внутренним радиусом R, равным половине диаметра D загрузочного отверстия барабана. В продольном окружном сечении выступ имеет форму трапеции с высотой H, равной диаметру D загрузочного отверстия барабана. Длина верхнего основания трапеции L равна (1,2-1,4) H, а острый угол α между нижним основанием трапеции и ее наклонной стороной равен 25-35°. 7 ил.
40
45
и вертикальной плоскостью 20 (фиг.7), 35 ных сил на РабочУю среду, возникаю- касательной к окружности диаметра загрузочного отверстия. При определении рабочего объема V барабана используется высота барабана Н , равная: Н, Н - h,, где И - полая высота барабана; h, - наружная высота выступа (фиг. 7).
Указанное количество загрузки рабочей среды обусловлено тем, что при работе устройства рабочая среда под действием сил центробежного поля принимает в барабане форму вертикального столба, именуемого в дальнейшем бруском рабочей среды (см. поз. 18, 19 на фиг. 1,6,7). Наибольшая высота hj бруска рабочей среды равна (), при большей высоте бруска рабочей среды происходит выброс деталей и обрабатывающего материала через открытое загрузочное отверстие барабана под действием сил центробежного поля, что не допустимо. Поэтому в гатанетар- но-вращающихся барабанах открытого типа (т.е. с открытыми загрузочными
щих от сложного вращения барабанов вокруг оси 4 водила и вокруг собственных осей, происходит циркуляция (интенсивное перемещение) рабочей среды в поперечных плоскостях, т.е. в плоскостях, перпендикулярных оси вращения барабана, характерная для классической центробежно-планетарной обработки деталей.
Помимо обычной циркуляции рабочей среды в барабане происходят дополнительные продольно-поперечные перемещения рабочей среды благодаря наличи выступа в днище барабана, которые
5Q образуются следующим образом. При вращении барабана вокруг собственной оси выступ 10 периодически (с частотой, равной частоте вращения барабана) то вклинивается под брусок рабоее чей среды (фиг. 7), то выходит из под него (фиг. 6), тем самым заставляя брусок принимать разные положения, т.е. брусок рабочей среды то сужается (см. положение бруска 18
ных сил на РабочУю среду, возникаю-
щих от сложного вращения барабанов вокруг оси 4 водила и вокруг собственных осей, происходит циркуляция (интенсивное перемещение) рабочей среды в поперечных плоскостях, т.е. в плоскостях, перпендикулярных оси вращения барабана, характерная для классической центробежно-планетарной обработки деталей.
Помимо обычной циркуляции рабочей среды в барабане происходят дополнительные продольно-поперечные перемещения рабочей среды благодаря наличию выступа в днище барабана, которые
образуются следующим образом. При вращении барабана вокруг собственной оси выступ 10 периодически (с частотой, равной частоте вращения барабана) то вклинивается под брусок рабочей среды (фиг. 7), то выходит из под него (фиг. 6), тем самым заставляя брусок принимать разные положения, т.е. брусок рабочей среды то сужается (см. положение бруска 18
на фиг. 6), то утолщается (см. положение бруска 19 на фиг. 7), изменяя при этом высоту бруска (h, h ) и его длину (H, Ht), в итоге рабочая среда получает дополнительные продольно-поперечные перемещения.
Для того, чтобы .сообщить дополнительные перемещения всей рабочей среде ририна 3t выступа принимается равной 3, Л - г или несколько больше.
Угол между наклонной стороной выступа и днищем принят (25-35)° экспериментально, при этом угле обеспечивается плавное вклинивание выступа под брусок рабочей среды, исключаются повреждения деталей и обеспечивается достаточная длина выгодного окна, 12.
В результате обычной циркуляции и дополнительных перемещений рабочей среды происходит интенсивное скольжение деталей относительно обрабатывающего материала под значительным контактным давлением, благодаря чему осуществляется зачистка заусенцев, скругление острых кромок, шлифование наружных поверхностей деталей.
В барабаны 3 во время обработки деталей подается СОЙ от источника 7 подачи через трубопровод 8 и вращающийся распределитель 5, которая проходит через брусок рабочей среды и сливается через выходное окно 12 выступа 10, приемник-вибротранспортер 6 в бак источника 7 подачи СО/К,
Таким образом, во время обработки деталей происходит непрерывная циркуляция СОЖ через зону обработки, благодаря чему из рабочей среды уносятс продукты истирания деталей и абразивы, замедляется засаливание абразива устраняется пылеобраэование, понижается температура в зоне обработки.
После завершения цикла обработки выгрузка рабочей среды осуществляется вращением водила в противоположну сторону, т.е. в направлении, при котором барабаны вокруг собственных осей будут вращаться в направлении прямоугольной части выступа, т.е. в сторону входного окна. В этом случае выступ при вращении барабана вокруг собственной оси набегает своим входным окном 11 на брусок рабочей среды которая при этом постепенно через выходное окно 12 выгружается в приемник-вибротранспортер 6, а затем в
короб 17. При выгрузке устанавливается меньшая частота вращения водила с целью исключения возможного повреждения деталей. Затора рабочей среды при выгрузке не происходит, так как внутренняя высота входного окна h равна диаметру загрузочного отверстия или несколько больше, а ширина входного D cL
окна b (b
2 2
больше диаметра
5
0
5
0
5
0
5
0
5
г больше высоты h входного окна, как h-ctgof h-ctg (25-35°)
загрузочного отверстия, поэтому в барабанах открытого типа оптимальное соотношение внутреннего диаметра барабана D и диаметра загрузочного отверстия равно D/d 4,2-6,4.
Кроме того, на участке входного окна выступа отсутствует сужение, так как длина прямоугольной части выступа равна I (l,2-l,4)h или несколько больше (т.е. не менее величины перекрытия 1, , см. фиг. 3); выходное окно J2, расположенное под наклонной частью выступа, имеет в плане контур входного участка выступа, т.е. их наружные и внутренние радиусы равны, поэтому ширина входного окна равна ширине выходного окна (т.е. сужение отсутствует), длина же выходного окна 1 так
(l,4-2)li, т.е. площадь выходного окна больше площади входного окна.
После выгрузки рабочей среды в барабаны загружаются следующие порции деталей совместно с обрабатывающим материалом и цикл повторяется.
Формула изобретения Устройство для центробежно-плане- тарной обработки деталей, содержащее установленные на приводном водиле с вертикальной осью вращения барабаны с открытыми загрузочными отверстиями, приемник-вибротранспортер рабочей среды, размещенный под барабанами соосно водилу, источник подачи и распределитель СОМ, расположенный соосно на водиле, отличающееся тем, что, с целью повышения производительности, в днище барабанов выполнен полый выступ, по форме кольцевого сектора с наружным радиусом, равным половине внутреннего диаметра барабана, и внутренним радиусом, равным половине диаметра загрузочного отверстия барабана, при этом в продольном окружном сечении выступ выполнен в форме прямоугольной трапе10
Б-В поверну/по
Фиг.З
ФмЛ
В-В
10
Фиг4
Фиг. 6
Редактор М.Бандура
Составитель И.Финн Техред Л.Сердкжова
Заказ 234
Гираж 609
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР П3035, Москва, Ж-35, Раушская наб., д. 4/5
фиг. 5
фиг.7
Корректор Т.Палий
Подписное
| Устройство для центробежно-планетарной абразивной обработки деталей | 1977 |
|
SU878521A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
