Изобретение относится к производству резинометаллических изделий и предназначено для безоблойного изготовления последних в форме тел вращения
Цель изобретения - повышение экономичности процесса изготовления резинометаллических изделий за счет исключения последующей их механической обработки.
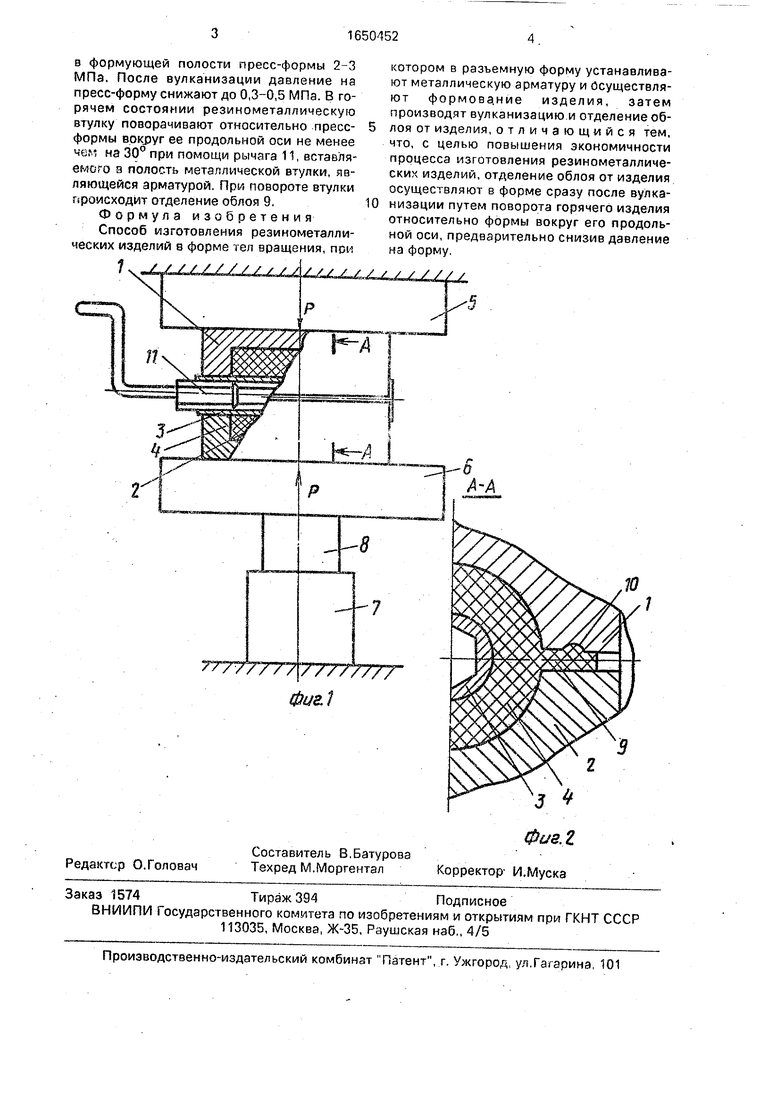
На фиг. 1 изображено устройство для осуществления предлагаемого способа, на фиг, 2 - сечение А-А на фиг 1.
Предлагаемый способ изготовления резинометаллических изделий в форме тел вращения может быть осуществлен следующим образом.
В предварительно нагретую разъемную форму, образованную верхней 1 и нижней 2 полуформами, формообразующие поверхности которых покрыты антиадгезионной смазкой, устанавливают металлическую арматуру 3 и заготовку 4 сырой резиновой смеси. Затем нагретые до заданной температуры плиты 5 и 6 пресса смыкают с помощью гидравлического привода в виде силового цилиндра 7 и плунжера 8, связанного с нижней плитой 6, и создают заданное давление на форму. Происходит формование изделия и вулканизация резиновой смеси. В процессе формования и вулканизации образуется облой 9, заполняющий облойную канавку 10. После вулканизации давление на форму снижают и поворачивают горячее изделие относительно формы вокруг его продольной оси с помощью рычага 11, воздействующего на арматуру 3 изделия. При повороте изделия облой 9 отделяется от изделия. Затем форму раскрывают и выгружают готовое изделие. При удалении облоя давление на форму будет достаточным, чтобы предотвратить раскрытие формы, но не препятствовать повороту изделия относительно формы.
П р и м е р. В форме прессованием осуществляют формование резинометалли- ческой втулки. Формование и вулканизацию резиновой смеси производят при давлении
сл
с
о ся о 4Ь сл ю
в формующей полости пресс-формы 2-3 МПа. После вулканизации давление на пресс-форму снижают до 0,3-0,5 МПа. В горячем состоянии резинометаллическую втулку поворачивают относительно пресс- формы вокруг ее продольной оси не менее чем на 30° при помощи рычага 11, вставляемого з полость металлической втулки, являющейся арматурой. При повороте втулки происходит отделение облоя 9.
Формула изобретения Способ изготовления резинометалли- ческих изделий в форме тел вращения, при
К JLL2J LLЈJ UU U,
Редактор О.Головач
Составитель В.Батурова Техред М.Моргентал
котором в разъемную форму устанавливают металлическую арматуру и Осуществляют формование изделия, затем производят вулканизацию и отделение облоя от изделия, отличающийся тем, что, с целью повышения экономичности процесса изготовления резинометалличе- ских изделий, отделение облоя от изделия осуществляют в форме сразу после вулканизации путем поворота горячего изделия относительно формы вокруг его продольной оси, предварительно снизив давление на форму.
Z У /.../////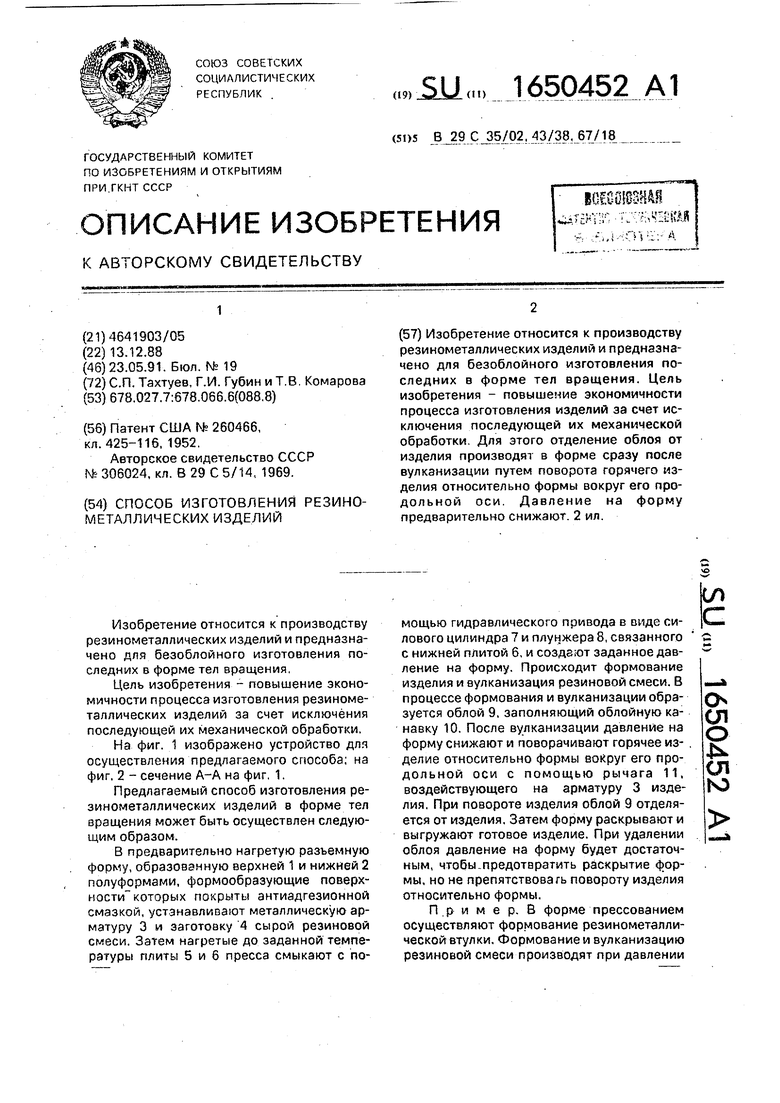
| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕКА ? | 1973 |
|
SU361091A1 |
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| Пресс-форма для изготовленияиздЕлий из РЕзиНы | 1979 |
|
SU816773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДЛЯ БУРОВЫХ НАСОСОВ | 2008 |
|
RU2393090C2 |
| Литьевая пресс-форма для изготовления резиновых технических изделий | 1980 |
|
SU994287A1 |
| ПРЕСС-ФОРМА МАЛООТХОДНАЯ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЕЕ ПОМОЩЬЮ | 2008 |
|
RU2400360C2 |
| Форма для изготовления резиновых изделий | 1987 |
|
SU1509259A1 |
| Пресс-форма для изготовления резиновых уплотнительных колец | 1989 |
|
SU1689093A1 |
| Способ изготовления резинометаллической футеровки | 1990 |
|
SU1706891A1 |
Изобретение относится к производству резинометаллических изделий и предназначено для безоблойного изготовления последних в форме тел вращения. Цель изобретения - повышение экономичности процесса изготовления изделий за счет исключения последующей их механической обработки Для этого отделение облоя от изделия производят в форме сразу после вулканизации путем поворота горячего изделия относительно формы вокруг его продольной оси Давление на форму предварительно снижают 2 ил
| СПОСОБ ОБЛАГОРАЖИВАНИЯ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ НА ДРЕВЕСИНЕ | 0 |
|
SU260466A1 |
| Солесос | 1922 |
|
SU29A1 |
