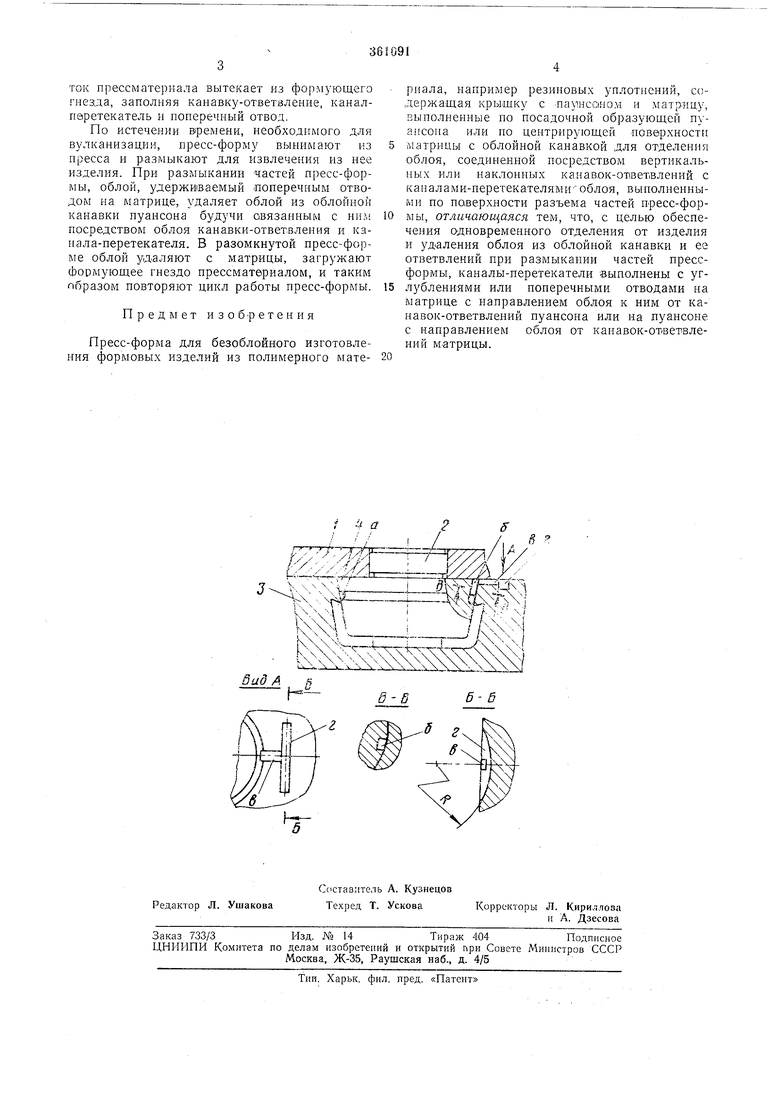
Известны пресс-формы для безоблойного изготовления формовых изделий из полимерного материала, например резиновых уплотнений, содержащие крышку с пуансоном и матрицу, выполненные по посадочной образующей пуансона или по центрирующей поверхности матрицы с облойной канавкой для отделения облоя от изделия, соединенной посредством вертикальных или наклонных канавок-ответвлений с каналами-иеретекателями, выполненными по поверхности разъема частей пресс-формы. Известные пресс-формы не имеют каналовперетекателей с углублениями или поперечными отводами, выполненными в разъеме частей пресс-формы на матрице или пуансоне, поэтому они не могут быть использованы для механизации процесса безоблойного изготовления формовых 1резиновых изделий - для одновременного отделения от изделия и удаления облоя с облойной канавки и ее вертикальных или наклонных ответвлений. Предлагаем.ая пресс-форма отличается тем, что каналы-перетекатели вынолнены с углублениями или поперечными отводами на матрице с направлением облоя к ним от канавок-ответвлений пуансона, или на пуансоне с направлением облоя от канавок-ответвлений матрицы. Эти углубления или поперечные отводы обеспечат одновременное отделеиие от ; здели; 1 и удаление облоя с облойной канавки и ее ответвлений при размыканни частей пресс-формы. На чертеже изображен разрез предлагаемой пресс-формы по оси пуансона, канавкеотзетвлению, каналу-перетекателю и его поперечному отводу, а также BIU по стрелке А (па канр.л-перетекатель п его поперечный отвод) li разрезы по Б-Б и В-В. Пресс-форма для безоблойного изготовлеп;;я формовых изделий из полимерного матер1:ала. например резиновых уплотнений, содер;к)т крышку с пуансоном 2 и матрицу 3, выполненные по посадочной образующей пуамсона пл;; по центрирующей поверхности 4 матрицы с облоПной канавкой а на пуансоне для отделения облоя от изделия. Облойная канавка а соединена посредством вертикальной или наклонной канавкиответвления б с каналом-перетекателем е, выполненным с поперечным отводом (или любой фо1рмы углублением). Количество канавок-ответвлений, каналов-перетекателей и поперечных отводов может быть различным. Поперечный отвод г может также иметь форму замкнутой канавки, (Выполненной, например, вокруг формующего гнезда пресс-формы. Загруженную прессм атериалом пресс-форму помещают в вулканизационный пресс, где смыкаю-т под определенным усилием. Избыток прессматериала вытекает из формующего гнезда, заполняя канавку-ответвление, каналперетекатель и поперечный отвод. По истечении В1ремени, необходимого для вулканизации, пресс-форму вынимают из пресса и размыкают для извлечения из нее изделия. При размыкании частей пресс-формы, облой, удерживаемый поперечным отводом на матрице, удаляет облой из облойной канавки пуаисона будучи связанным с ним посредством облоя канавки-ответвления и канала-перетекателя. В разомкнутой пресс-форме облой удаляют с матрицы, загружают формующее гнездо прессматериалом, и таким образом повторяют цикл работы пресс-формы. Предмет изобретения Пресс-форма для безоблойного изготовления формовы.х изделий из полимерного материала, например резиновых уплотнении, содержащая крышку с Памнсоном и матрицу, выполненные по посадочной образующей пуаисона или по центрирующей цоверхности матрицы с облойиой канавкой для отделения облоя, соедииеииой посредством вертикаль1 ы:х или наклонных канав.ок-от(вет|Влений с каналами-перетекателями облоя, выполненными по по,верхности разъема частей пресс-формы, отличающаяся тем, что, с целью обеспечения одиовременного отделения от изделия и удаления облоя из облойной канавки и ее ответвлений при размыкании частей прессформы, каналы-перетекатели выполнены с углублениями или поперечными отводами на матрице с направлением облоя к иим от канавок-ответвлений пуансона или иа пуансоне с направлением облоя от каиавок-ответвлений м-атрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовленияиздЕлий из РЕзиНы | 1979 |
|
SU816773A1 |
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Пресс-форма для безоблойного изготовления изделий из полимерного материала | 1984 |
|
SU1237458A1 |
| Пресс-форма для безоблойного изготовления изделий из полимерных материалов | 1984 |
|
SU1237459A1 |
| ПРЕСС-ФОРМА | 1970 |
|
SU420469A1 |
| Пресс-форма для изготовления резиновых уплотнительных колец | 1989 |
|
SU1689093A1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| Пресс-форма для безоблойного изготовления полимерных изделий | 1985 |
|
SU1348191A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
