Изобретение относится к упаковочной технике и может применяться для упаковывания изделий и продуктов в пленку с целью образования упаковочной единицы в мясомолочной, химической и других отраслях промышленности.
Цель изобретения - расширение возможности использования путем обеспечения упаковывания группы изделий любой формы.
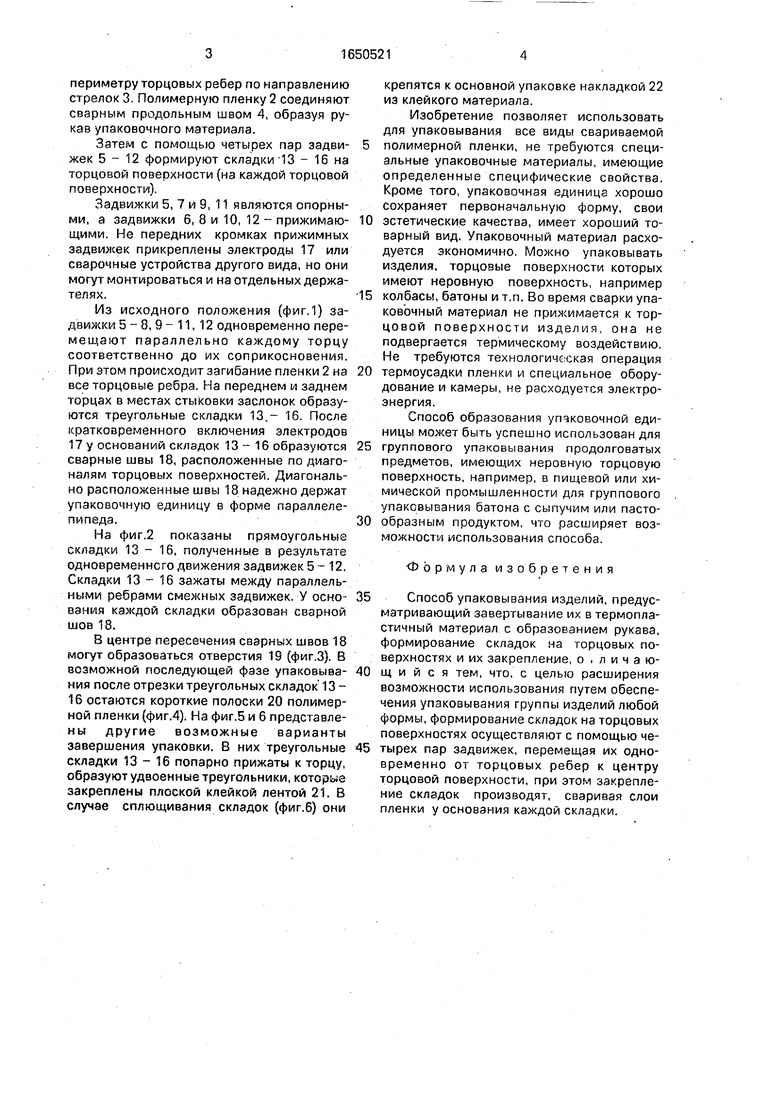
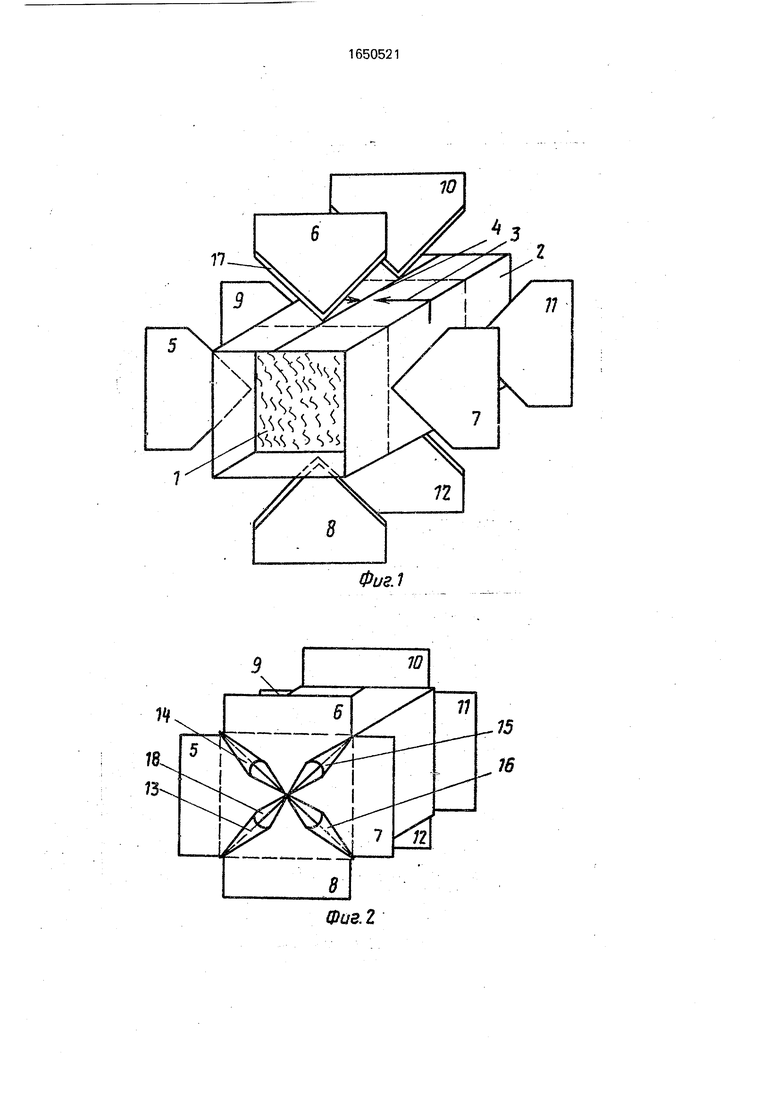
На фиг.1 показана начальная фаза упаковывания; на фиг.2 - последующая фаза упаковывания: на фиг.З - 6 - упаковочная единица после возвращения задвижек в исходное положение, вид сбоку.
Способ осуществляют следующим образом.
Группу изделий 1 (или одно изделие) с неровной торцовой поверхностью заворачивают в термопластичный материал - полимерную пленку 2-е натяжением по
периметру торцовых ребер по направлению стрелок 3. Полимерную пленку 2 соединяют сварным продольным швом 4, образуя рукав упаковочного материала.
Затем с помощью четырех пар задвижек 5-12 формируют складки 13 - 16 на торцовой поверхности (на каждой торцовой поверхности).
Задвижки 5, 7 и 9, 11 являются опорными, а задвижки 6, 8 и 10, 12 - прижимающими. Не передних кромках прижимных задвижек прикреплены электроды 17 или сварочные устройства другого вида, но они могут монтироваться и на отдельных держателях.
Из исходного положения (фиг.1) задвижки 5- 8, 9- 11, 12 одновременно перемещают параллельно каждому торцу соответственно до их соприкосновения. При этом происходит загибание пленки 2 на все торцовые ребра. На переднем и заднем торцах в местах стыковки заслонок образуются треугольные складки 13,- 16. После кратковременного включения электродов 17 у оснований складок 13-16 образуются сварные швы 18, расположенные по диагоналям торцовых поверхностей. Диагонально расположенные швы 18 надежно держат упаковочную единицу в форме параллелепипеда.
На фиг.2 показаны прямоугольные складки 13 - 16, полученные в результате одновременного движения задвижек 5- 12. Складки 13-16 зажаты между параллельными ребрами смежных задвижек. У основания каждой складки образован сварной шов 18.
В центре пересечения сварных швов 18 могут образоваться отверстия 19 (фиг.З). В возможной последующей фазе упаковывания после отрезки треугольных складок 13 - 16 остаются короткие полоски 20 полимерной пленки (фиг.4). На фиг.5 и 6 представле- ны другие возможные варианты завершения упаковки. В них треугольные складки 13 - 16 попарно прижаты к торцу, образуют удвоенные треугольники, которые закреплены плоской клейкой лентой 2t. В случае сплющивания складок (фиг.6) они
крепятся к основной упаковке накладкой 22 из клейкого материала.
Изобретение позволяет использовать для упаковывания все виды свариваемой полимерной пленки, не требуются специальные упаковочные материалы, имеющие определенные специфические свойства. Кроме того, упаковочная единица хорошо сохраняет первоначальную форму, свои
эстетические качества, имеет хороший товарный вид. Упаковочный материал расходуется экономично. Можно упаковывать изделия, торцовые поверхности которых имеют неровную поверхность, например
колбасы, батоны и т.п. Во время сварки упаковочный материал не прижимается к торцовой поверхности изделия, она не подвергается термическому воздействию. Не требуются технологическая операция
термоусадки пленки и специальное оборудование и камеры, не расходуется электроэнергия.
Способ образования упаковочной единицы может быть успешно использован для
группового упаковывания продолговатых предметов, имеющих неровную торцовую поверхность, например, в пищевой или химической промышленности для группового упаковывания батона с сыпучим или пастообразным продуктом, что расширяет возможности использования способа.
Формула изобретения
Способ упаковывания изделий, предусматривающий завертывание их в термопластичный материал с образованием рукава, формирование складок на торцовых поверхностях и их закрепление, о , л и ч а ющ и и с я тем, что, с целью расширения возможности использования путем обеспечения упаковывания группы изделий любой формы, формирование складок на торцовых поверхностях осуществляют с помощью четырех пар задвижек, перемещая их одновременно от торцовых ребер к центру торцовой поверхности, при этом закрепление складок производят, сваривая слои пленки у основания каждой складки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания изделий | 1985 |
|
SU1650522A1 |
| ОТСЛАИВАЕМЫЕ КОМПОЗИТНЫЕ ТЕРМОПЛАСТИЧНЫЕ ГЕРМЕТИКИ В УПАКОВОЧНЫХ ПЛЕНКАХ | 2009 |
|
RU2499673C2 |
| Устройство для упаковывания изделий в термопластичную пленку | 1988 |
|
SU1595752A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2002 |
|
RU2241646C2 |
| УПАКОВКА, УПАКОВОЧНАЯ УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОК | 2012 |
|
RU2551981C1 |
| Устройство для завертывания изделий | 1987 |
|
SU1507653A1 |
| Упаковка для жидкостей | 1980 |
|
SU1064862A3 |
| УПАКОВКА ИЗ ТОНКОГО ПЛИССИРОВАННОГО ЛИСТА, ОБРАЗУЮЩАЯ ПАКЕТ ДЛЯ НАСЫПНЫХ ПРОДУКТОВ | 1993 |
|
RU2107647C1 |
| Устройство для упаковывания блоков изделий в термоусадочную пленку | 1985 |
|
SU1382752A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОДОННОГО ПАКЕТА ТИПА ПОДУШЕЧКИ | 2009 |
|
RU2476323C2 |
Изобретение относится к способу упаковывания изделий, может быть использовано в различных отраслях народного хозяйства и дает возможность производить единичное или групповое упаковывание изделий в термопластичный материал любого вида. Боковые поверхности группы изделий покрывают термопластичным упаковочным материалом полимерной пленкой с образованием рукава. Торцовые поверхности закрывают, одновременно размещая задвижки от торцовых ребер к центру торцовой поверхности. Между параллельными передними кромками смежных задвижек образуются треугольные складки пленки (на переднем и заднем торцах). Складки зажимают между задвижками, потом два слоя пленки у основания каждой складки сваривают швами. После сварки треугольные складки можно отрезать или наклонить и крепить к поверхности упаковки. Торцовые поверхности упаковки, образованные предлагаемым способом, являются прямыми и целостными, они не могут расшириться, не дают периметру торцовых ребер превратиться в окружность, поэтому групповая упаковка сохраняет форму параллелепипеда также и в случае, если в ней находится группа круглых изделий. Сжатие свариваемых слоев пленки производится не между электродом и изделиями, а между электродом и задвижкой, поэтому не требуется наличие ровной и жесткой торцовой поверхности. Задвижки также предохраняют упаковываемую продукцию от термического воздействия при сварке.6 ил. сл а сл о сл ю
W
Фаз. 2
Физ.1
5
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU722474A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Современное оборудование для упаковки пищевых продуктов | |||
| /Под ред | |||
| Ю.В.Бур- ляя и Л.А.Сухого | |||
| М,, 1978, с.220: Патент США № 3553935, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
