Фиг,1
Изобретение относится к упаковочной технике и может применяться для упаковывания изделий или их групп в мясо-молочной, химической, фармацевтической и других отраслях промышленности.
Цель изобретения - повышение качества упаковывания.
На фиг.1 показана схема предварительного натягивания вертикальных противоположных сторон материала с образованием рукава; на фиг.2 - стадия загибания вертикальных сторон материала на торцовую поверхность штабеля изделий, наложение вертикальных швов, а также предварительное натягивание горизонтальных сторон материала; на фиг.З - стадия загибания горизонтальных сторон материала и наложение горизонтальных швов; на фиг.4-готовая упзкоьочнэл единица.
Способ осуществляют следующим об- разом.
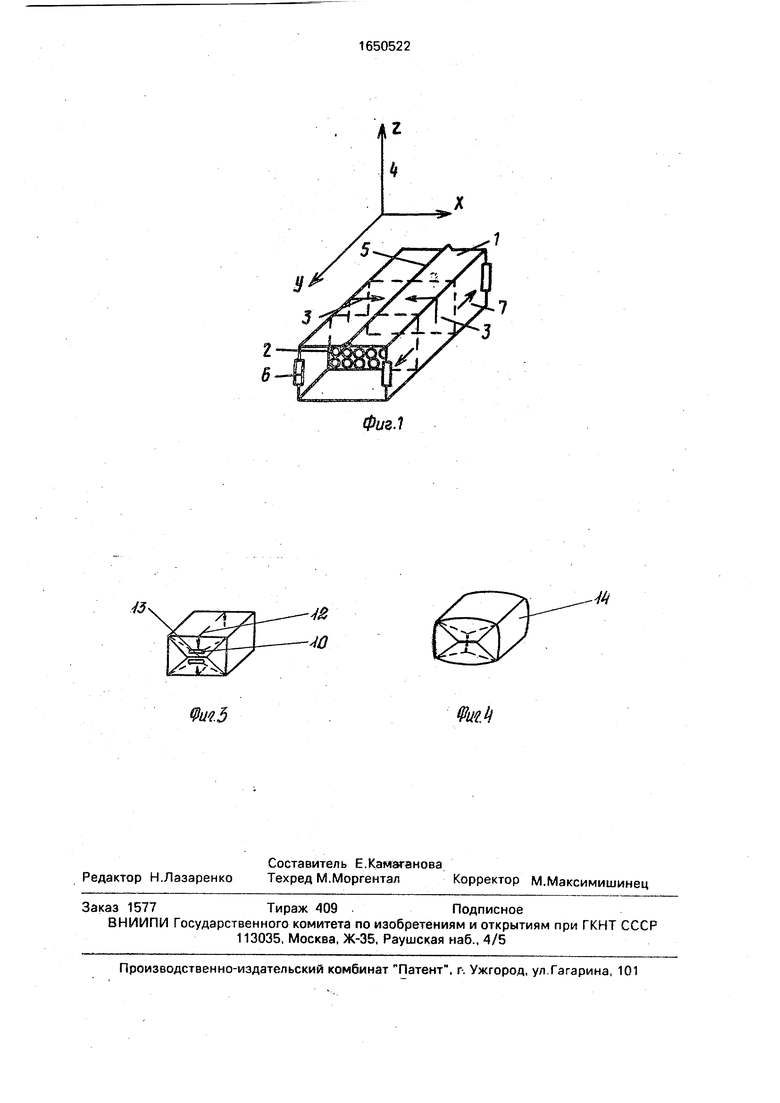
В свариваемую полимерную пленку 1 завертывают штабель упаковываемых изделий 2, при этом пленку растягивают в направлении стрело к 3 вокруг оси у геометрических осей 4 штабеля изделий 2. Накладывают продольный сварной шов 5. Далее вертикальные края рукава пленки 1 зажимаются четырьмя захватами 6, с их помощью пленка 1 растягивается в направ- ленмях, показанных стрелками 7. Потом (фиг.2) натянутую пленку 1 загибают одновременно на четыре вертикальные ребра торцовых поверхностей штабеля изделий 2 в направлении вокруг оси z, как показано стрелками 8. Растягивание пленки перед загибанием и при загибании (не после загибания) обеспечивает плотное облегание упаковки. После загибания вертикальных краев пленки 1 они настилаются на торцы штабеля, а противоположно расположенные захваты 6 встречаются, и смонтированные на них сварочные устройства накладывают на кромки складок пленки 1 вертикальные торцовые швы 9, формируя торцовые складки. После отвода захватов 6 пленка остается натянутой на штабель в направлении вокруг оси z. Аналогично четырьмя захватами 10 зажимают горизонтальные края пленки 1 и растягивают их в направле- ниях стрелок 11. Потом (фиг.З) натянутую пленку 1 загибают на горизонтальные ребра торцовых поверхностей штабеля в направлении вокруг оси х, как показано стрелками 12. Противоположно расположенные захва- ты 10 встречаются, их электроды накладывают на кромки складок горизонтальные торцовые швы 13. также формируя торцовые складки. После отвода захватов 10 пленка 1 остается натянутой на штабель
также и в направлении вокруг оси х. На обоих торцах штабеля вертикальные и горизонтальные швы 9 и 13 располагаются крестообразно и симметрично Таким образом, пленка 1 остается натянутой в направлении вокруг всех трех геометрических осей упаковочной единицы 14, что обеспечивает получение тугого и прочного пакета, хорошее сохранение формы параллелепипеда. Симметричное крестообразное расположение швов придает упаковочной единице 14 хороший эстетический вид (фиг.4).
Изобретение имеет следующие технические и экономические преимущества. Тугие упаковочные единицы обеспечивают удобство при их транспортировании и реализации. Плотное облегание упаковки достигается без применения энергоемкого термоусадочного процесса, часто отрицательно влияющего на качество продукции и на качество ее первичной упаковки. Описанный способ не требует применения специальных упаковочных материалов - имеется возможность использовать любые свариваемые пленки, даже пленку пониженного качества. Способ не требует наличия на упаковываемом изделии или их группе жесткой и ровной поверхности, так как при сварке пленки она к поверхности изделий не прижимается Упаковка, полученная предлагаемым способом (пластипак - Т), хорошо сохраняет первоначальную форму параллелепипеда упаковочной единицы, обладает хорошими эстетическими качествами. Расход упаковочного материала не превышает расхода при использовании известных способов.
Технические, экономические и эстетические показатели предлагаемой упаковки дают возможность применить способ в мясо-молочной, химической фармацевтической и других областях промышленности для упаковывания единичных изделий или их групп при широком диапазоне габаритов упаковочных единиц.
Формула изобретения
Способ упаковывания изделий, предусматривающий завертывание их в термосва- ривающийск материал с образованием рукава прямоугольной формы, формирование торцовых складок и их закрепление, отличающийся тем, что, с целью повышения качества упаковывания, перед формированием торцовых складок материал растягивают вдоль рукава одновременно с обоих концов последнего и поочередно с противоположных сторон, при этом формирование торцовых складок осуществляют при натяжении рукава, а их закрепление производят сваркой кромок в месте их соединения
if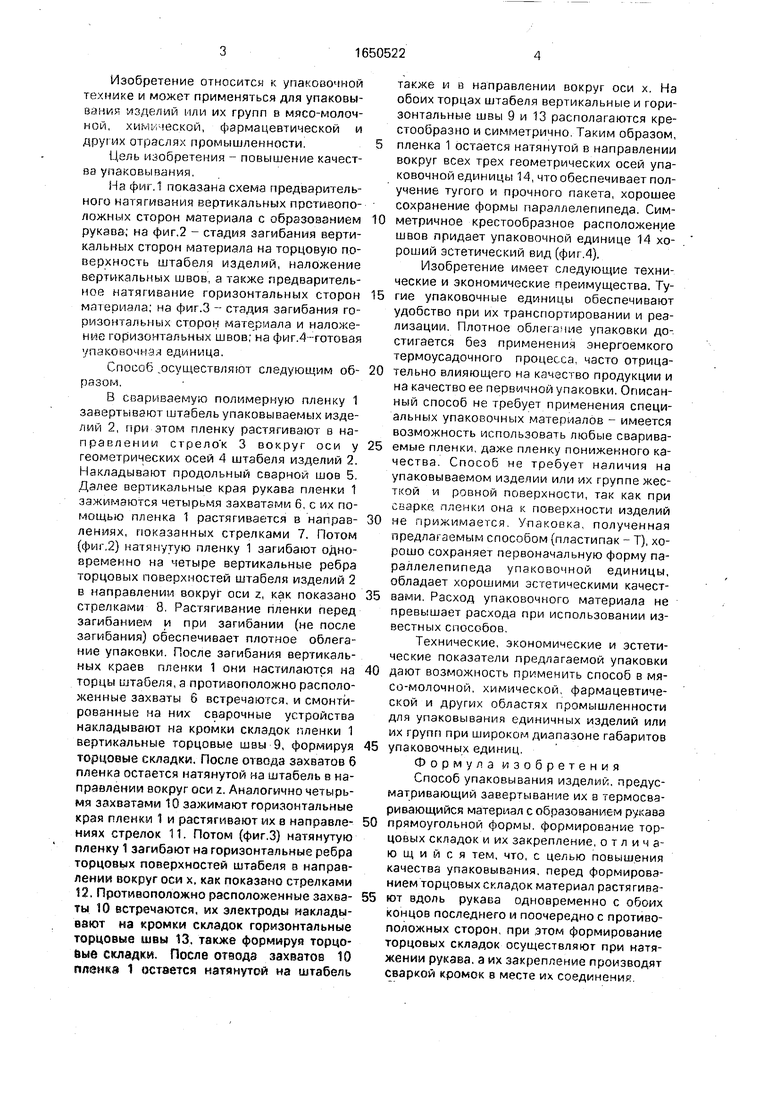
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковывания изделий | 1985 |
|
SU1650521A1 |
| УПАКОВКА С ИЗОЛЯЦИОННЫМИ ИЗДЕЛИЯМИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ УПАКОВКИ | 2017 |
|
RU2711164C1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОДОННОГО ПАКЕТА ТИПА ПОДУШЕЧКИ | 2009 |
|
RU2476323C2 |
| Устройство для упаковывания | 1989 |
|
SU1701594A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов и линия для его осуществления | 1988 |
|
SU1701600A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ В ПОКРЫТИЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА СО СРЕДСТВАМИ ДЛЯ СОЗДАНИЯ БОКОВЫХ СКЛАДОК | 2006 |
|
RU2432304C2 |
Изобретение касается способа упаковывания изделий и может быть использовано в мясо-молочной, химической, фармацевтической и других отраслях промышленности. Изобретение позволяет повысить качество упаковывания, дает возможность производить единичное или групповое упаковывание изделий в свариваемую пленку любого вида На боковых поверхностях штабеля изделий образуют рукав упаковочного матери- зла. Торцовые поверхности покрывают путем образования складок и их закрепления. Для формирования складок зажимают четыре края вертикальных сторон рукава захватами 6, растягивают материал вдоль рукава одновременно с обоих концов последнего в направлении стрелок 8, загибают натянутые стороны на вертикальные ребра торцовых поверхностей штабеля изделий и стыкующиеся кромки материала сваривают путем наложения швов 9 на каждом торце штабеля, формируя торцовые складки. Аналогично захватами 10 зажимают четыре края горизонтальных сторон рукава, натягивают в направлении стрелок 11, загибают с натяжением на горизонтальные ребра и стыкующиеся кромки материала сваривают. Упаковка, полученная таким способом, хорошо сохраняет первоначальную форму параллелепипеда, обладает высокими эстетическими качествами. Способ не требует на штабеле ровной и жесткой поверхности. Тугие упаковочные единицы удобны при транспортирована, и реализации. 4 ил. л С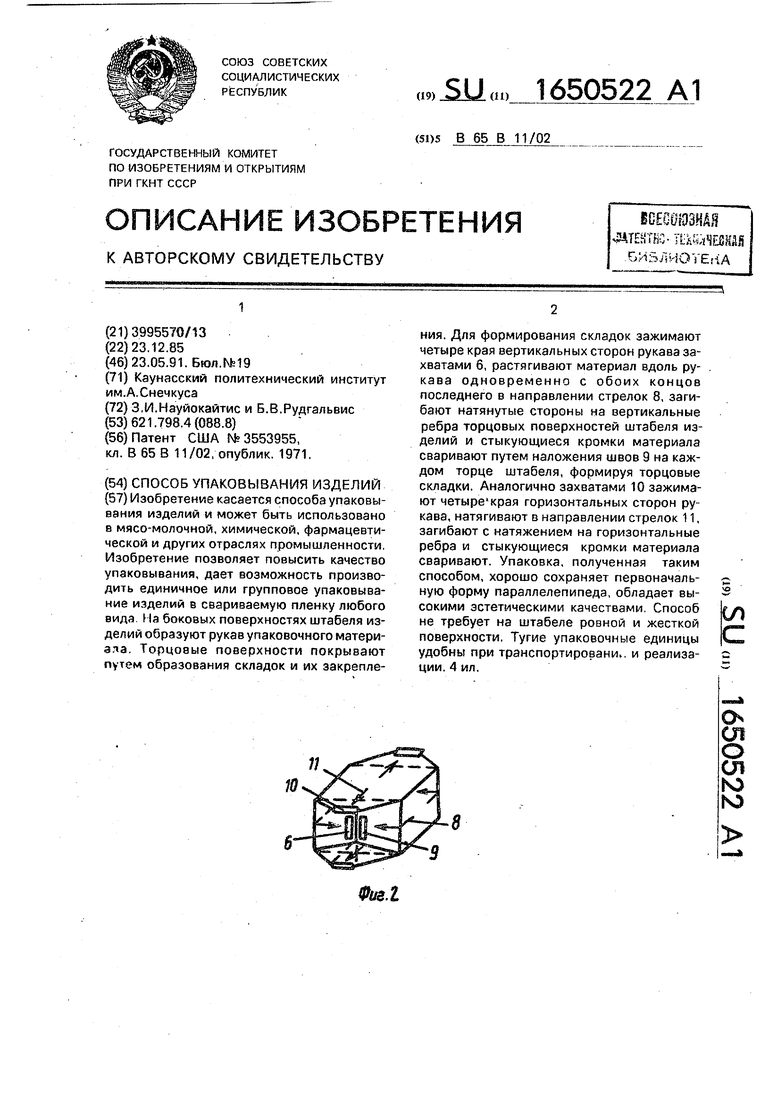
ФмЬ
Фиг.1
ШМ
| Патент США №3553955, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
