Известны агрегатные станки, оснащенные большим количеством агрегатных головок, обработка ниннелей на которых осущестЕ ляется только режущим инструментом, а операция запрессовки отсутствует.
Известны также агрегатные станки, например фирмы Кросс для обработки рычагов пневматических тормозных систем, на которых осуществляется операция запрессовки В1улок в рычаги с помощью толкателей без формообразования.
Иредлагаемый станок отличается от и:;пестных тем, что грани под ключ на обрабатываемой детали образуются на нем не фрезерованием, а путем впрессовывания заготовок в гнезда-фильеры соответствующей формы, выполнепные в новоротном столе. Благодаря этому улучшается качество ниппелей, так как их грани получаются более правильной формы и без заусенцев, а срок службы и и п пел eii удл и и я ется.
В станке установлен редуктор нейтрализованного привода с двумя выходными валами, вращающимися с неодинаковой скоростью. Один из валов взаимодействует с механизмом поворота стола, а другой - посредством втулочио-роликовой цепи с механизмами подачи силовых головок, что облегчает и упрощает компоновку станка.
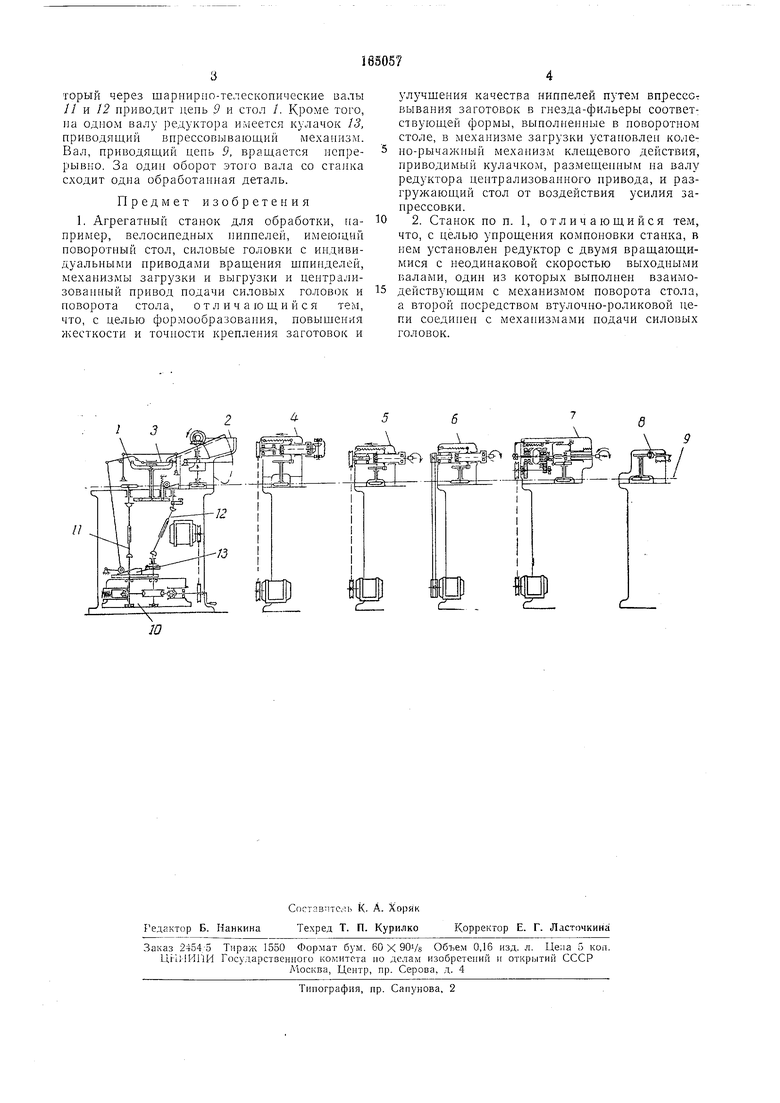
схема иредлагаемого станка, построенного по агрегатному методу и состоящего из отдельных узлов.
В центральной части на станине помещен поворотный стол 1, в котором закрепляются изделия. При периодическом его повороте в горизонтальной плоскости изделия переходят от одной позиции обработки к другой. Заготовки вирессовываются в гнезда-фильеры соответствующей формы, выполненные в поворотном столе. Из магазина 2 по желобу заготовки подаются под впрессовывающий колено-рычажный Д1еханизм 3 клещевого действия.
Вокруг поворотного стола /, кроме магазина 2, размец;аются силовые головки: 4 - фрезероваиия шлица, 5 - сверления большого капала, 6 - сверления отверстия под , 7-нарезания резьбы и узел 8 выталкивания обработанных деталей.
Все головки (с 2 по 8) имеют свои встроепиые кулачки управления, приводимые от бесконечной втЗЛочно-роликовой цепи 9. Шпиндели агрегатных головок 4, 5, 6, 7 получают привод через ремни от индивидуальных электродвигателей, раз:.1ещенных у основания ста
НИНЫ.
Внутри станины помещен редуктор 10, имеющий два выходных вертикальных вала, вращающихся с неодинаковой скоростью, который через шарнирно-телескопические валы 11 и 12 приводит цепь 9 и стол /. Кроме того, иа одном валу редуктора имеется кулачок 13, приводящий впрессовывающий механизм. Вал, приводящий цепь 9, вращается испрерывио. За один оборот этою вала со сталка сходит одна обработанная деталь.
Предмет изобретения
1. Агрегатный станок для обработки, например, велосипедных ниппелей, имеющий поворотный стол, силовые головки с индивидуальными приводами вращения шпинделей, механизмы загрузки и выгрузки и централизованный привод подачи силовых головок и поворота стола, отличающийся тем, что, с целью формообразования, повышения жесткости и точности крепления заготовок и
улучшения качества ниппелей путем впрессо вывания заготовок в гнезда-фильеры соответствующей формы, выполненные в поворотном столе, в механизме загрузки установлен колено-рычажный механизм клещевого действия, приводимый кулачком, размещенным иа валу редуктора централизованного привода, и разгружающий стол от воздействия усилия запрессовки.
2. Станок по п. 1, отличающийся тем, что, с целью упрощения компоновки станка, в нем установлен редуктор с двумя вращающимися с неодинаковой скоростью выходными валами, один из которых выполнен взаимодействующим с механизмом поворота стола, а второй посредством втулочно-роликовой цепи соединен с механизмами подачи силовых головок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1984 |
|
SU1220735A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Станок для изготовления гладких бус | 1977 |
|
SU768650A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Многопозиционный агрегатный станок | 1981 |
|
SU988529A1 |
