1
Изобретение относится к области механической обработки твердых и хрупких материалов, а именно к оборудованию для изготовления гладких бус.
Известен станок для изготовления гладких бус, включающий станину и закрепленные на ней бункерно-загрузочное устройство, трехпозиционный поворотный стол с загрузочной и рабочими позициями и силовые головки с режущими инструментами И
Однако этот станок имеет низкую производительность, обусловленную дополнительными затратами времени на вспомогательные операции.
Наиболее близким по технической сущности и достигаемому результату является станок, включающий станину и закрепленное на ней загрузочное устройство, многопозиционный поворотный стол с загрузочной и рабочими позициями, агрегатные силовые головки с закрепленными в их шпинделях коническими оправка1ми и поперечные суппорты с, держателями фасонных резцов.
Недостаток указанного станка заключается в низком коэффициенте использс вания сырья из-за невозможности изготовления бус эллипсовидной формы.
Цель изобретения - увеличение ко эффициента исполЬ|Зования сырья и по5 вьшенне производительности.
Это достйгается тем, что станок для изготовления гладких бус, включающий станину и закрепленное на ней загрузочное устройство, многопозици 0 онный поворотный стол с загрузочной и рабочими позициями, агрегатные силовые головки с закрепленными в их шпинделях коническими оправками и поперечные суппорты с держателями фаt5 сонных резцов, снабжен установленными соосно силовым головкги вращающимися упорами с цилиндрическими оправками и механизмом съема бус, расположенным между последней рабочей и загрузочной позициями, причем цилиндрические оправки смонтированы во вращающихся упорах с возможностьюосевого перемещения, а механизм съема бус может быть выполнен в виде двуплечего
25 рычага, взаимодействующего с неподвижным кулачком и цилиндрической оправкой.
Такое выполнение станка обеспечивает изготовление гладких бус эллипсовидной формы, что повышает коэффициент использования сырья и производительность за счет механи-зации съема бус со станка.
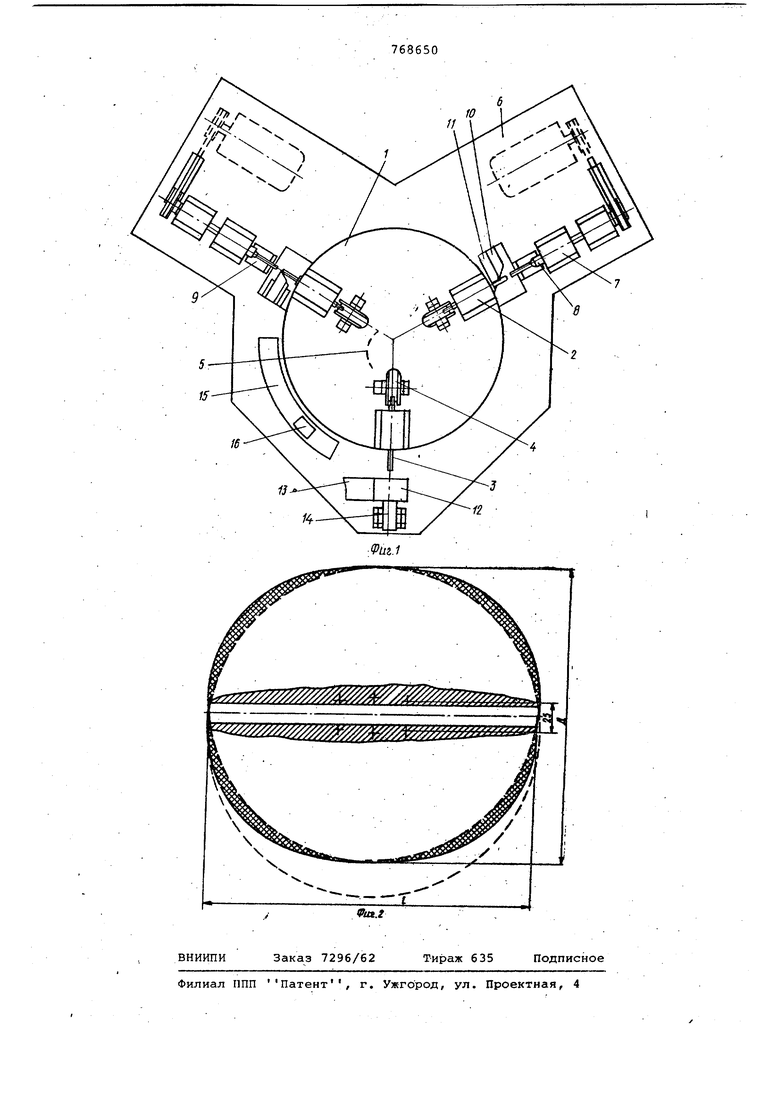
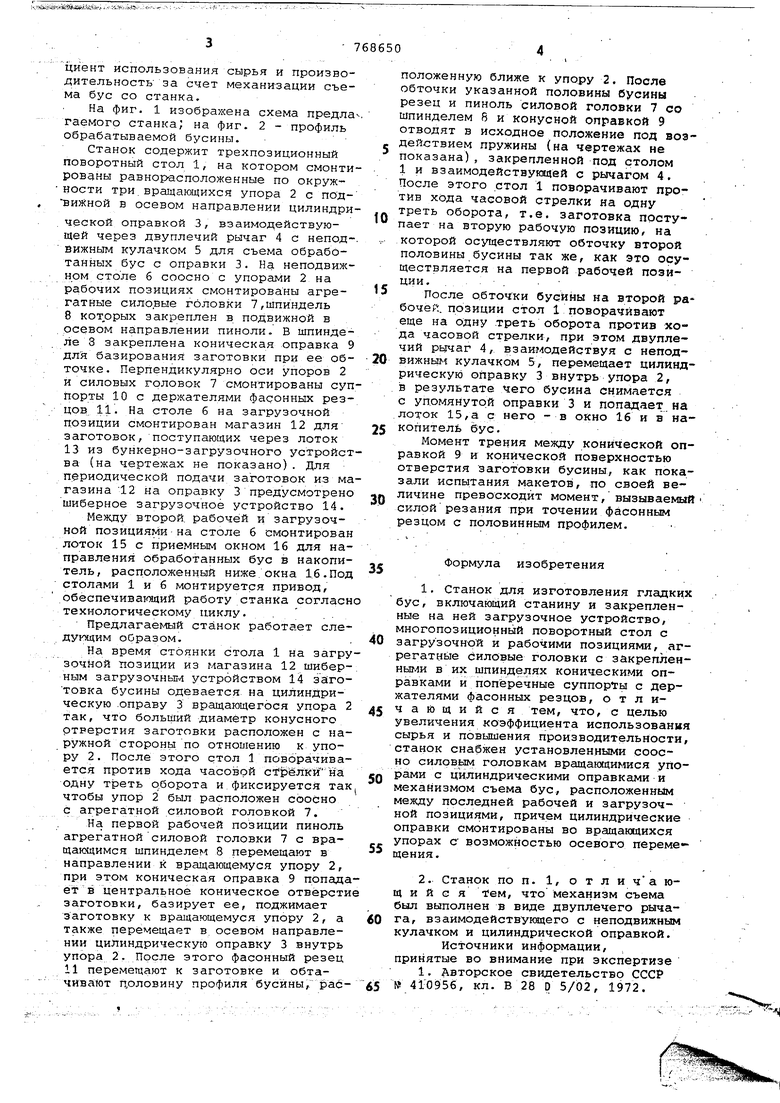
На фиг. 1 изображена схема предлач аемого станка; на фиг. 2 - профиль обрабатываемой бусины.
Станок содержит трехпозиционный поворотный стол 1, на котором смонтированы равнорвсположенные по окружности три вращающихся упора 2 с подвиЖной в осевом направлении цилиндрической оправкой 3, взаимодействующей через двуплечий рычаг 4 с непод-. вижным кулачком 5 для съема обработанных бус с оправки 3. На неподвимсном столе 6 соосно с упораМи 2 на рабочих позициях смонтированы агрегатные силовые головки 7,шпиндель 8 котррых закреплен в подвижной в осевом направлении пиноли. В шпинделе 3 закреплена коническая оправка 9 для базирования заготовки при ее об- точке. Перпендикулярно оси упоров 2 и силовых головок 7 смонтированы суппорты 10 с держателями фасонных резцов, 11. На столе 6 на загрузочной позиции смонтирован магазин 12 для заготовок, поступающих через лоток 13 из бункерно-загрузочного устройства (на чертежах не показано). Для периодической подачи заготовок и-з магазина 12 на оправку 3 предусмотрено шиберное загрузочное устройство 14.
Между второй, рабочей и загрузоч- ной позициямина столе 6 смонтирован лоток 15 с приемным окном 16 для направления обработанных бус в накопитель, расположенный ниже.окна 16.Под столами 1 и 6 монтируется привод, обеспечива1вдий работу станка согласно технологическому циклу. . .. . Предлагаемый станок работает следующим образом.
На время стоянки стола 1 на загрузочной позиции из магазина 12 шибер-, ным загрузочны1 1 устройством 14 заготовка бусины одевается на цилиндрическую .оправу 3 вращающегося упора 2 так, что больший диаметр конусного отверстия заготовки расположен с наружной стороны, по отношению к упору 2. Посла этого стол 1 поворачивается против хода часовой стрелки на одну треть о.борота и. фиксируется так, чтобы упор 2 был расположен соосно с агрегатной силовой головкой 7.
На первой рабочей позиции пиноль агрегатной силовой головки 7 с вращающимся шпинделем 8 перемещают в направлении к вращающемуся упору 2, при этом коническая оправка 9 попадает в центральное коническое отверстие заготовки, базирует ее, поджимает заготовку к вращающемуся упору 2, а также перемещает в осевоМ направлении цилиндрическую оправку 3 внутрь упора 2. .После этого фасонный резец 11 перемещают к заготовке и обтачивают половину профиля бусины, рас768650
положенную ближе к упору 2. После обточки указанной половины бусины резец и пиноль силовой головки 7 со шпинделем 6 и конусной оправкой 9 отводят в исходное положение под воздействием пружины (на чертежах не показана), закрепленной под столом 1 и взаимодайствукедей с рычагом 4. После этого стол 1 поворачивают против хода часовой стрелки на одну треть оборота, т.е. заготовка поступает на вторую рабочую позицию, на которой осуществляют обточку второй половины бусины так же, как это осуществляется на первой рабочей позиции. . .
После обточки бусины на второй рабочей, позиции стол 1 поворачивают еще на одну треть оборота против хода часовой стрелки, при этом двуплечий рычаг 4, взаимодействуя с неподвижньи кулачком 5, перемещает цилкнлрическую оправку 3 внутрь упора 2, в результате чего бусина снимается с упомянутрй оправки 3 и попадает на лоток 15,а с него - в окно 16 и в накопитель бус.
Момент трения между конической оправкой 9 и конической поверхностью отверстия заготовки бусины, как показали испытания макетов, по своей величине превосходит момент, вызываемый силой резания при точении фасонным резцом с половинным профилем.
Формула изобретения
1,Станок для изготовления гладких бус, включающий станину и закрепленные на ней загрузочное устройство, многопозиционный поворотный стол с загрузочной и рабочими позициями, агрегатные йиловые головки с закрепленны ли в их шпинделях коническими опра вками и поперечные суппорты с держателями фасонных резцов, отличающийся тем, что, с целью увеличения коэффициента использования сырья и повышения производительности, станок снабжен установленными соосно силовым головкам вращающимися упорами с цилиндрическими оправками и механизмом съема бус, расположенным между последней рабочей и загрузочной позициями, причем цилиндрические оправки смонтированы во вращающихся упорах с возможностью осевого переме-щения..
2.Станок по п. 1, о т л и ча гоод и и с я Тем, что механизм съема был выполнен в виде двуплечего рычага, взаимодействуквдего с неподвижным кулачком и цилиндрической оправкой.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 5 № 41-0956, кл. В 28 О 5/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| АГРЕГАТНЫЙ СТАНОК | 1970 |
|
SU275652A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Металлорежущий станок | 1985 |
|
SU1278108A1 |
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| ОПЕРАЦИОННО-ТРАНСПОРТНЫЙ РОТОР ДЛЯ НАРУЖНОЙ ОБТОЧКИ ДЕТАЛИ | 1967 |
|
SU201874A1 |