Изобретение относится к обработке металлов давлением, в частности к штампам для двухугловой гибки тонколистовых материалов с пониженной пластичностью.
Целью изобретения является повышение качества получаемых изделий.
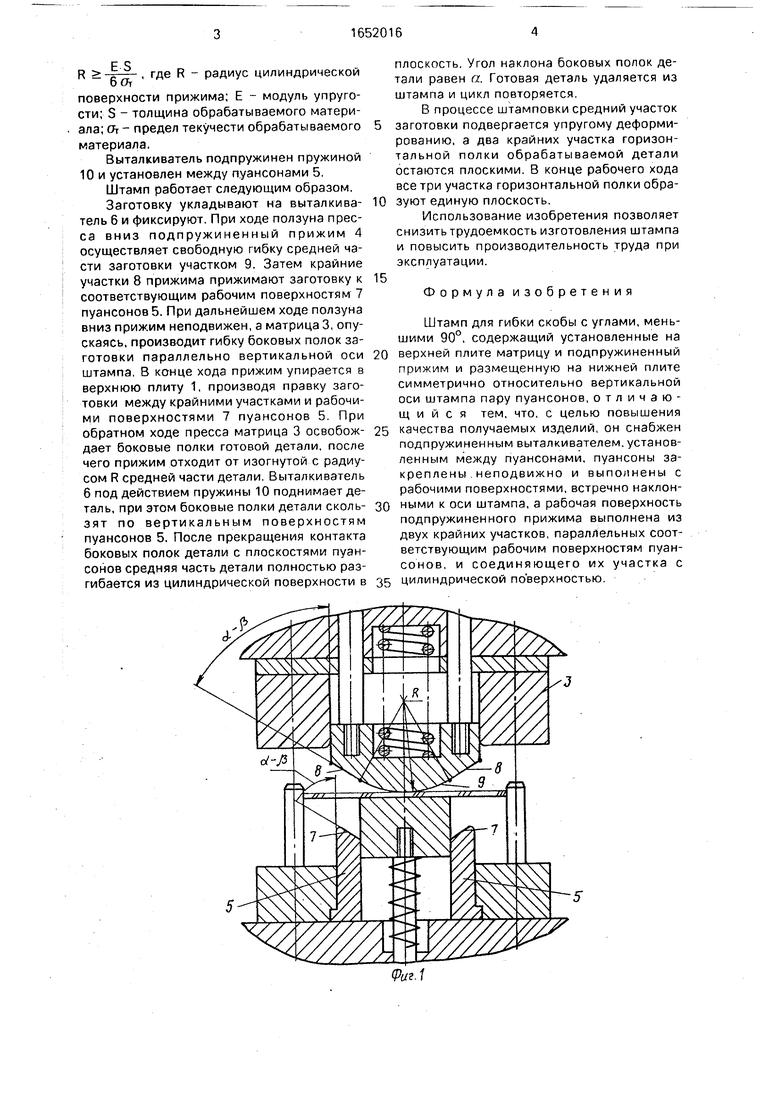
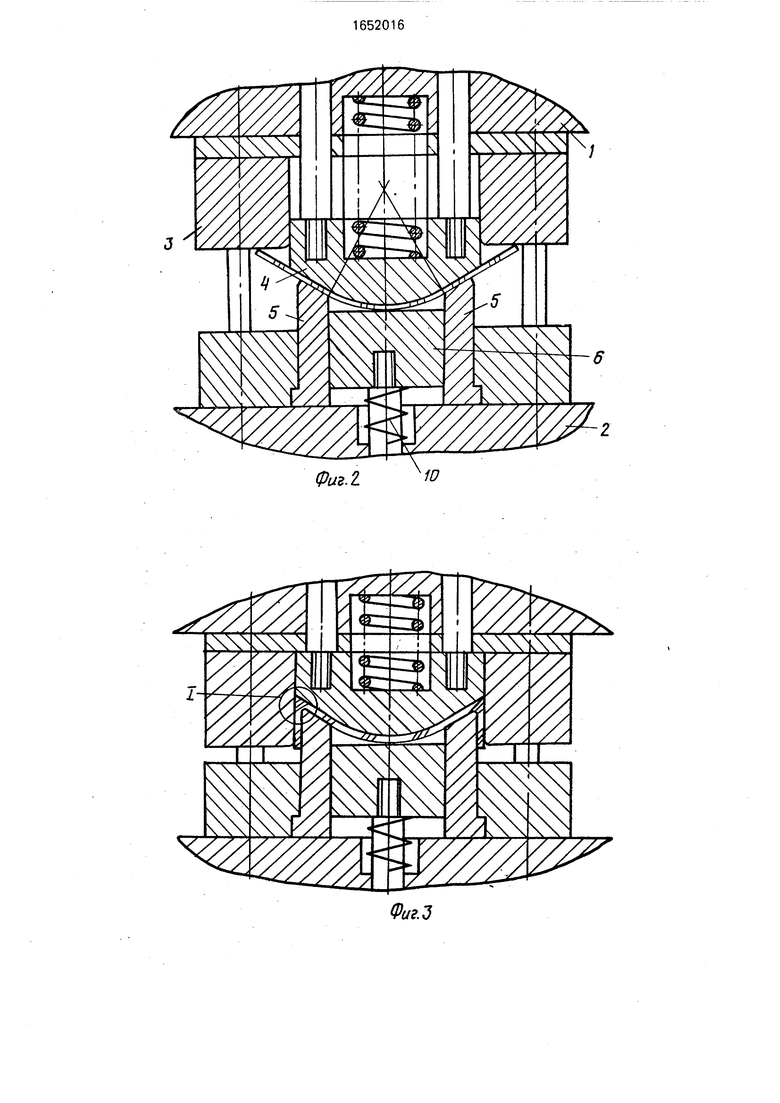
На фиг.1 изображен штамп в момент начала гибки среднего участка заготовки; на фиг.2 - то же, в момент окончания гибки среднего участка заготовки и начала гибки боковых полок; на фиг.З - то же, в момент окончания гибки боковых полок; на фиг.4 - то же, в момент распрямления среднего участка детали: на фиг.5 - узел I на фиг.З.
Штамп содержит верхнюю 1 и нижнюю 2 плиты, матрицу 3, подпружиненный прижим 4. пару гибочных пуансонов 5 и подпружиненный выталкиватель 6. Матрица 3 и подпружиненный прижим 4 установлены на верхней плите 1. Пуансоны закреплены неподвижно на нижней плите 2 симметрично вертикальной оси штампа и выполнены с рабочими поверхностями 7, встречно наклонными к оси штампа. Угол наклона поверхностей 7 равен а -/. где а - требуемый угол наклона боковых полок обрабатываемой детали; ft - угол пружине- ния боковых полок.
Рабочая поверхность прижима выполнена из двух крайних участков 8, параллельных соответствующим рабочим поверхностям пуансонов 5. и соединяющего их участка 9 с цилиндрической поверхностью. Радиус цилиндрической поверхности участка 9 определяется по формуле
Os
сл
§
R
ES
где R - радиус цилиндрической
6ov
поверхности прижима; Е - модуль упругости; S - толщина обрабатываемого материала; От - предел текучести обрабатываемого материала.
Выталкиватель подпружинен пружиной 10 и установлен между пуансонами 5.
Штамп работает следующим образом.
Заготовку укладывают на выталкиватель б и фиксируют. При ходе ползуна пресса вниз подпружиненный прижим 4 осуществляет свободную гибку средней части заготовки участком 9. Затем крайние участки 8 прижима прижимают заготовку к соответствующим рабочим поверхностям 7 пуансонов 5. При дальнейшем ходе ползуна вниз прижим неподвижен, а матрица 3, опускаясь, производит гибку боковых полок заготовки параллельно вертикальной оси штампа. В конце хода прижим упирается в верхнюю плиту 1, производя правку заготовки между крайними участками и рабочими поверхностями 7 пуансонов 5. При обратном ходе пресса матрица 3 освобождает боковые полки готовой детали, после чего прижим отходит от изогнутой с радиусом R средней части детали. Выталкиватель 6 под действием пружины 10 поднимает деталь, при этом боковые полки детали скользят по вертикальным поверхностям пуансонов 5. После прекращения контакта боковых полок детали с плоскостями пуансонов средняя часть детали полностью разгибается из цилиндрической поверхности в
0
5
плоскость. Угол наклона боковых полок детали равен а. Готовая деталь удаляется из штампа и цикл повторяется.
В процессе штамповки средний участок заготовки подвергается упругому деформированию, а два крайних участка горизонтальной полки обрабатываемой детали остаются плоскими. В конце рабочего хода все три участка горизонтальной полки образуют единую плоскость.
Использование изобретения позволяет снизитьтрудоемкость изготовления штампа и повысить производительность труда при эксплуатации.
Формула изобретения
Штамп для гибки скобы с углами, меньшими 90°, содержащий установленные на
верхней плите матрицу и подпружиненный прижим и размещенную на нижней плите симметрично относительно вертикальной оси штампа пару пуансонов, отличающийся тем, что, с целью повышения
качества получаемых изделий, он снабжен подпружиненным выталкивателем, установленным между пуансонами, пуансоны закреплены неподвижно и выполнены с рабочими поверхностями, встречно наклонными к оси штампа, а рабочая поверхность подпружиненного прижима выполнена из двух крайних участков, параллельных соответствующим рабочим поверхностям пуансонов, и соединяющего их участка с
цилиндрической поверхностью.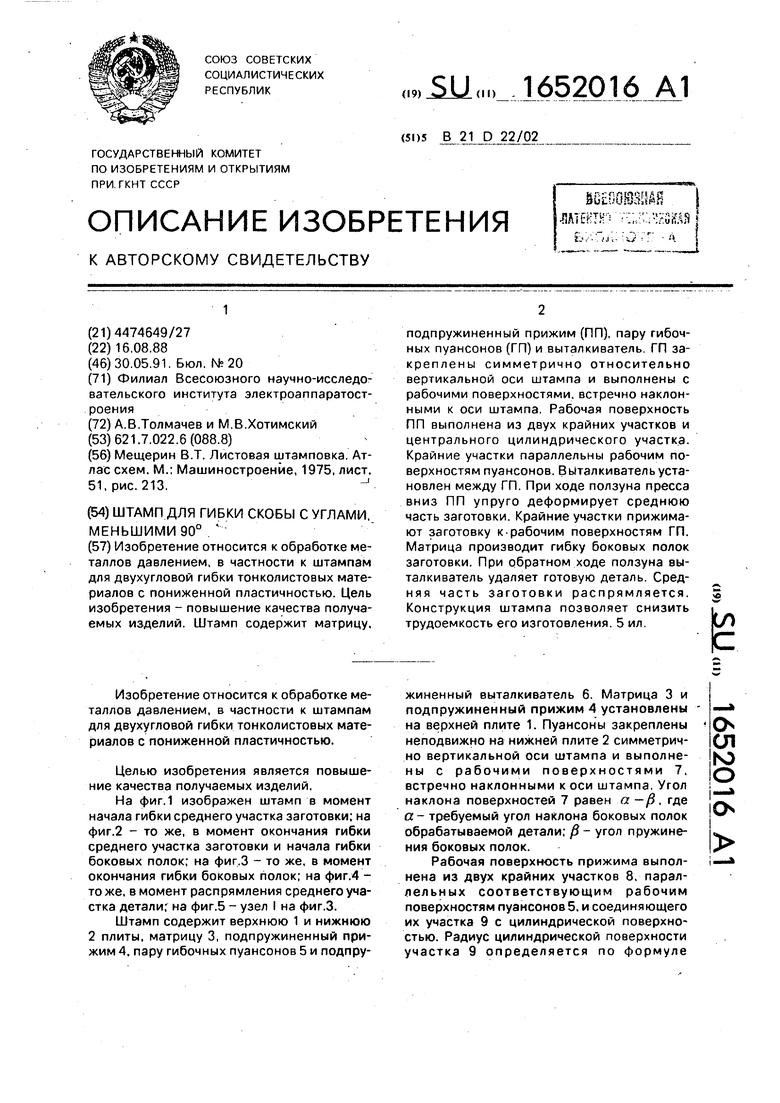
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕМ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2399036C2 |
| Штамп для двухугловой гибки | 1988 |
|
SU1556790A2 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп для вытяжки | 1985 |
|
SU1274812A1 |
| Штамп для последовательной гибки заготовок | 1976 |
|
SU642054A1 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для двухугловой гибки тонколистовых материалов с пониженной пластичностью. Цель изобретения - повышение качества получаемых изделий. Штамп содержит матрицу, подпружиненный прижим (ПП), пару гибочных пуансонов (ГП) и выталкиватель ГП закреплены симметрично относительно вертикальной оси штампа и выполнены с рабочими поверхностями, встречно наклонными к оси штампа Рабочая поверхность ПП выполнена из двух крайних участков и центрального цилиндрического участка. Крайние участки параллельны рабочим поверхностям пуансонов Выталкиватель установлен между ГП При ходе ползуна пресса вниз ПП упруго деформирует среднюю часть заготовки. Крайние участки прижимают заготовку к рабочим поверхностям ГП. Матрица производит гибку боковых полок заготовки. При обратном ходе ползуна выталкиватель удаляет готовую деталь Средняя часть заготовки распрямляется. Конструкция штампа позволяет снизить трудоемкость его изготовления. 5 ил. Ј
Ъ Ыф
910SS91
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машиностроение, 1975, лист | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
