3
подпружиненный орижим размещен в пуансоне н узел окончательной 1ибки снабжен дополнительным подпружнненным прижимом, расположенным в матрице, н разделительной пластиной, закрепленной в держателе в взаимодействующей так же, как и дополнительный подпружиненный прижим, с оправкой, а обе матрицы выполнены с ручьями, размещенными на их рабочих поверхностях под заданным углом друг относительно друга.
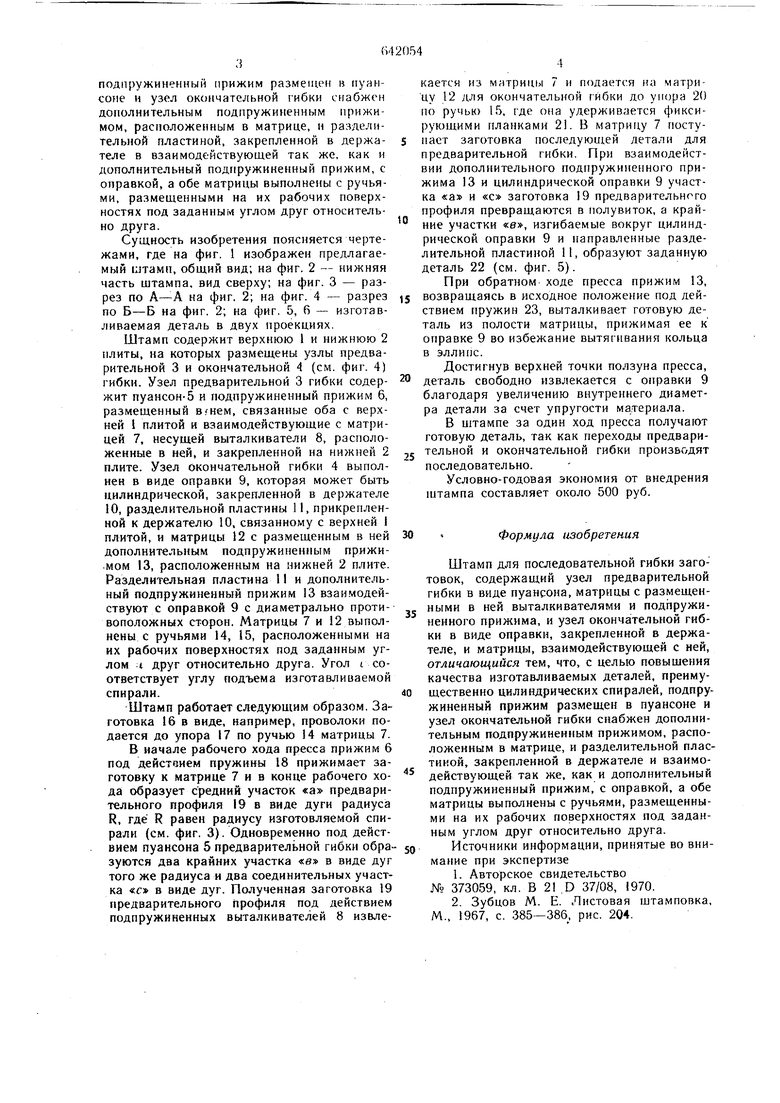
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен предлагаемый штамп, общий вид; на фиг. 2 - нижняя часть щтампа, вид сверху; на фиг. 3 - разрез по А-А на фиг, 2; на фиг. 4 - разрез по Б-Б на фиг. 2; на фиг. 5, 6 - изготавливаемая деталь в двух проекциях.
Штамп содержит верхнюю 1 и нижнюю 2 плиты, на которых размещены узлы предварительной 3 и окончательной 4 (см. фиг. 4) гибки. Узел предварительной 3 гибки содержит пуансон-5 и подпружиненный прижим 6, размещенный , связанные оба с верхней I плитой и взаимодействующие с матрицей 7, несущей выталкиватели 8, расположенные в ней, и закрепленной на нижней 2 плите. Узел окончательной гибки 4 выполнен в виде оправки 9, которая может быть цилиндрической, закрепленной в держателе 10, разделительной пластины 11, прикрепленной к держателю 10, связанному с верхней I плитой, и матрицы J2 с размещенным в ней дополнительным подпружиненным прижимом 13, расположенным на нижней 2 плите. Разделительная пластина II и дополнительный подпружиненный прижим 13 взаи.модействуют с оправкой 9 с диаметрально противоположных сторон. Матрицы 7 и 12 выполнены с ручьями 14, 15, расположенными на их рабочих поверхностях под заданным углом -1 друг относительно друга. Угол t соответствует углу подъема изготавливаемой спирали.
Штамп работает следующим образом. Заготовка 16 в виде, например, проволоки подается до упора 17 по ручью 14 матрицы 7.
В начале рабочего хода пресса прижим 6 под действием пружины 18 прижимает заготовку к матрице 7 и в конце рабочего хода образует средний участок «а предварительного профиля 19 в виде дуги радиуса R, где R равен радиусу изготовляемой спирали (см. фиг. 3). Одновременно под действием пуансона 5 предварительной гибки образуются два крайних участка «в в виде дуг того же радиуса и два соединительных участка «с в виде дуг. Полученная заготовка 19 предварительного профиля пс1Д действием подпружиненных выталкивате,пей 8 извле4
кается из матрицы 7 н подается на матрицу 12 для окончательной гибки до упора 20 по ручью 15, где она удерживается фиксирующими планками 21. В матрицу 7 постунаст заготовка последующей детали для предварительной гибки. При взаимодействии дополнительного подпружиненного прижима 13 и цилиндрической оправки 9 участка «а и «с заготовка 19 предварительного профиля превращаются в полувиток, а крайние участки «в, изгибаемые вокруг цилиндрической оправки 9 и направленные разделительной пластиной II, образуют заданную деталь 22 (см. фиг. 5).
При обратном ходе пресса прижим 13,
возвращаясь в исходное положение под действием пружин 23, выталкивает готовую деталь из полости матрицы, прижимая ее к оправке 9 во избежание вытягивания кольца в эллипс.
Достигнув верхней точки ползуна пресса,
деталь свободно извлекается с оправки 9 благодаря увеличению внутреннего диаметра детали за счет упругости материала,
В штампе за один ход пресса получают готовую деталь, так как переходы предварительной и окончательной гибки производят последовательно.
Условно-годовая экономия от внедрения щтампа составляет около 500 руб.
Формула изобретения
30
Штамп для последовательной гибки заготовок, содержащий узел предварительной гибки в виде пуансона, матрицы с размещенными в ней выталкивателями и подпружиненного прижима, и узел окончательной гибки в виде оправки, закрепленной в держателе, и матрицы, взаимодействующей с ней, отличающийся тем, что, с целью повыщения качества изготавливаемых деталей, преимущественно цилиндрических спиралей, подпружиненный прижим размещен в пуансоие и узел окончательной гибки снабжен дополнительным подпружиненным прижимом, расположенным в матрице, и разделительной пластиной, закрепленной в держателе и взаимодействующей так же, как и дополнительный подпружиненный прижим, с оправкой, а обе матрицы выполнены с ручьями, размещенными на их рабочих поверхностях под заданным углом друг относительно друга.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство
№ 373059, кл. В 21 .D 37/08, 1970.
2.Зубцов М. Е. Листовая штамповка, М., 1967, с. 385-386, рис. 204.
.1
-A
тт.тт%т
t7
Фиг.З
/7
It
us-.
2г
2.S
22
Фиг Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для изготовления петли, на преимущественно крупногабаритной листовой заготовке | 1982 |
|
SU1050789A1 |
| Штамп для гибки листовой детали | 1974 |
|
SU490528A1 |
| Штамп для гибки П-образных деталей | 1985 |
|
SU1286319A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для изготовления деталей из проволоки гибкой | 1988 |
|
SU1583203A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |

