1
Ъ настоящее время, чтобы получить паркетную доску в шашку, применяют станки для набора и укладки на ноддон паркетных планок. Эти станки состоят из нескольких приводных секций, включающих магазины коротких и длинных планок, механизмы выталкивания планок, набора пакетов и подачн их на поддон. Но они полностью не автоматизируют подачу планок и загрузку их в магазин.
В предлагаемом станке процесс набора и укладки планок автоматизирован путем использования известпого ориентирующего уст1ройства и механизирована загрузка магазинов, а также упрощена конструкция и уменьпшны габариты. Для этого секции станка имеют один привод и смонтированы на плите. Над -ПЛИТОЙ установлены перпендикулярно распо.ложенные магазипы с механизмами загрузки, выполнеи 1ыми в внде гидроцилиндров, управляемых золотниками.
Механизмы выталкивания из магазинов планок и набора из них пакетов выполнены в виде роторов с равномерно расположенными по окружности толкателями. Толкатели движутся прямолинейно по копирам к механизму подачи пакетов на поддон.
Механизм подачи пакетов на поддоп может быть выполнен в виде жестко связанной со штоком гидроцилиндра рейки, на которой укреплен подпружиненный рычаг-выталкиватель.
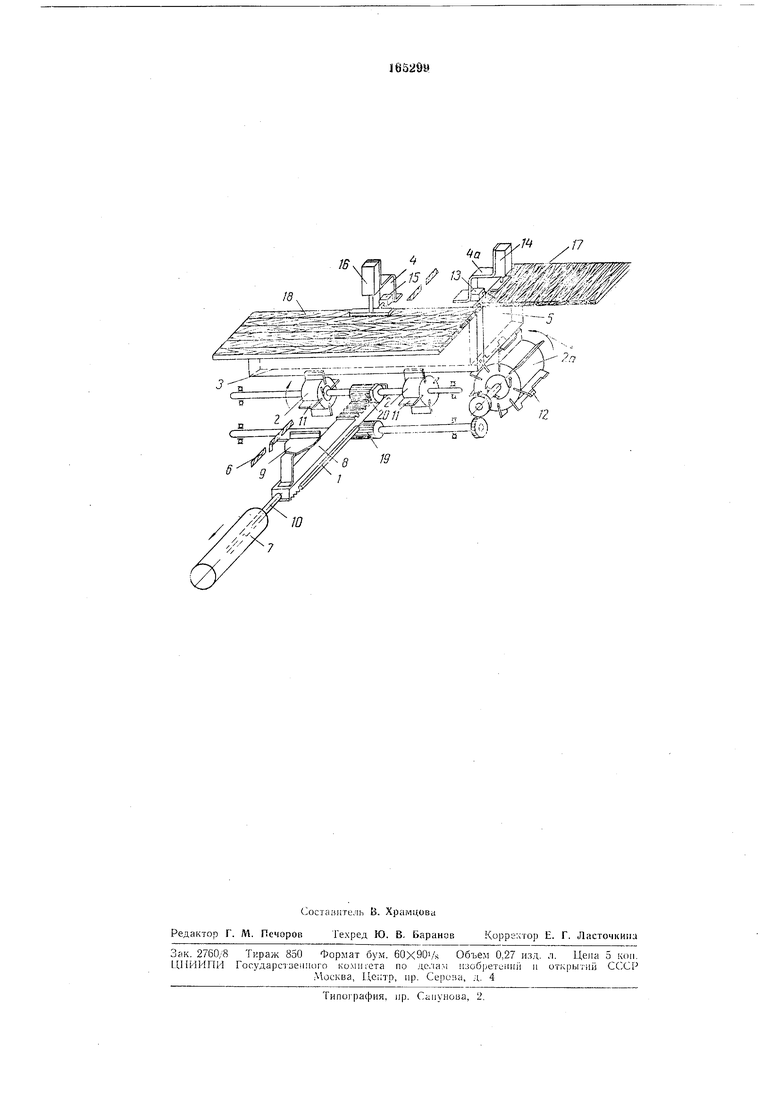
На чертеже изображена кинематическая схема станка для набора и укладки паркетных планок.
Описываемый станок включает механизм 1 5 подачи пакетов на поддон, роторы 2 и 2а подачи длинных и коротких планок, магазин 3 длинных планок с механизмом 4 загрузки и магазин 5 коротких планок с механизмом 4а загрузки.
0 Все узлы автомата монтируются на плите 6, причем механизм подачи пакетов на поддон и роторы подачи длинных и коротких планок монтируются под плитой, а магазины с механизмами загрузки монтируются над плитой.
5 Механизм подачи пакетов включает гидроцилиндр 7, рейку 8, пружинящий рычаг-выталкиватель 9 и шток 10. Рейка жестко связана со щтоком гидроцилиндра. Зубья на рейке нарезаны только на концах с двух противоположных сторон. На рейке крепится рычаг-выталкиватель 9 и направляющие. Выталкиватель 9, состоящий из пружинной стали, при ходе механизма / подачи пакетов вперед движется под плитой и не мещает набору планок
5 на плите, а при движении того же механизма назад выходит над плитой и выталкивает на поддон планки, набранные при ходе механизма / вперед.
ются только при ходе гидроцилиндра 7 вперед, а при движении гидроцилиндра назад удерживаются в исходном положении двумя фиксаторами (на чертеже условно не показаны) .
Каждый ротор имеет по четыре толкателя, которые и выталкивают планки из магазинов на плиту. Толкатели каждого ротора находятся внутри каждого барабана, жестко связаны с плитой и движутся по своему копиру, профиль которого обеспечивает прямолинейное их движение на участке выталкивания. Это обеспечивает плавное и равномерное выталкивание планки из магазина на плиту.
Ротор 2а подачи коротких планок имеет девять выталкивателей 12, которые движутся по такому же копиру, как и толкатели ротора подачи длинных планок. Он так же, как роторы 2 иращается только при ходе гидроцилиндра 7 вперед, а при его ходе назад удерживается в исходном положении фиксаторами (на чертеже условно не показан). Магазины 3 и 5 расположены над плитой. Механизм загрузки коротких планок состоит из золотника 13 и гидроцилиндра 14, а механизм загрузки длинных планок - из золотника 15 и гидроцилиндра .16. К магазину коротких планок ленточным транспортером от ориентиру10ш,его устройства (на чертеже не показано) подаются короткие планки 17, а к магазину длинных планок ленточным транспортером от ориентирующего устройства (на чертеже не показано) -- длинные планки 18.
Станок начинает работать с хода механизма . / подачи планок вперед (магазины должны быть заполнены планками). Для заполнения каждого поддона механизм / подачи планок совершает десять двойных ходов. При движении вперед рейка 8 сначала входит в зацепление с шестерней 19, и враш,ение передается ротору 2а подачи коротких планок. За один оборот ротор 2а выталкивает из магазина 5 девять планок, десятая падает на плиту под действием загруженных в магазин 5 планок. Все десять коротких планок, выталкивая друг друга, размещаются на плите параллельно магазину 5 вдоль магазина 5. При ходе механизма 1 подачи планок вперед шестерня 20 зацепляется с рейкой. При этом начинает вращаться ротор 2 подачи длинных планок, толкатели которых выталкивают из магазина 3 четыре планки на плиту, а пятая падает на плиту под действием находящихся в магазине 3 планок.
По мере выталкивания из магазина 3 длинные планки толкают вперед ранее набранные короткие планки. Таким образом, при движении механизма 1 подачи планок вперед на плиту из магазинов выталкиваются десять коротких и пять длинных планок, то есть одна секция паркетной доски.
При ходе гидроцилиндра 7 назад выталкиватель 9 выталкивает набранную секцию на поддон. Цикл повторяется десять раз для каждого поддона.
Л1еханизмы загрузки магазинов длинных и коротких планок работают следующим образом (принцип работы и их конструкция ничем не отличаются друг от друга).
Планка нажимает на плунжер золотника 13
и утапливает его. Золотник при этом переключает поток масла в верхнюю полость гидроцилиндра 14 и при ходе поршня вниз его шток вталкивает в магазин 5 одну планку. Шток гидроцилиндра 14 в этот момент находится в
крайнем нижнем положении и поэтому он мешает очередной планке 17 налсать на плунжер золотника 13 и последний возвращается под действием пружины в исходное положение, так как шток затолкнул в магазин ту планку,
которая его утопила.
После возвращения плунжера в исходное положение золотник 13 направляет поток масла в нижнюю полость гидроцилиндра 14 и его шток поднимается вверх. Цикл повторяется.
Высота магазина 5 позволяет вместить в нем только определенное количество планок, а это значит, что гидроцилиндр 14 затолкнет в магазин планку только тогда, когда выталкиватель 12 ротора подачи коротких планок вытолнет из него планку на плиту. Таким образом достигается осгласованность в работе роторов и механизмов загрузки магазинов.
Предмет изобретения
1. Станок для набора и укладки на поддон паркетных планок, состоящий из нескольких приводных секций, включающих магазины коротких и длинных планок, механизмы выталкивания планок, набора пакетов и подачи их на поддон, отличающийся тем, что, с целью автоматизации процесса путем использования ориентирующего устройства и механизации загрузки магазинов, упрощения конструкции и уменьшения габаритов, секции его имеют общий привод и смонтированы на плите, над которой установлены перпендикулярно расположенные магазины с механизмами загрузки, выполненными в виде гидроцилиндров,
управляемых золотниками, а механизмы выталкивания из магазинов планок и набора из них пакетов - в виде роторов с равномерно расположенными по окружности толкателями, движущимися прямолинейно по копирам к механизму подачи пакетов на поддон.
2. Станок по п. 1, отличающийся тем, что механизм подачи пакетов на поддон выполнен в виде жестко связанной со щтоком гидроцилиндра рейки, на которой укреплен
подпрул иненный рычаг-выталкиватель.
18
W J7
If.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК КОРОБОК В ЯЩИК | 1965 |
|
SU169444A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПЛАСТИНЧАТЫХ ЗАГОТОВОК | 1973 |
|
SU408452A1 |
| ПОЛУАВТОМАТ ДЛЯ ПРОДАЖИ ШТУЧНЫХ ТОВАРОВ | 1967 |
|
SU191252A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРИЧЕСКИХ КОНДЕНСАТОРОВ | 1973 |
|
SU399924A1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Пресс для изготовления изделий из бетонной смеси | 1989 |
|
SU1787779A1 |
| Гвоздезабивной станок | 1979 |
|
SU1011364A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |