Изобретение относится к станкостроению, в частности к конструкциям приспособлений для установки и поворота крупногабаритной детали при ее обработке на металлорежущих станках, например при фрезеровании наклонных торцов.
Целью изобретения является повышение точности установки и расширение технологических возможностей устройства за счет обеспечения последовательной обработки наклонных торцов детали в двух позициях обработки.
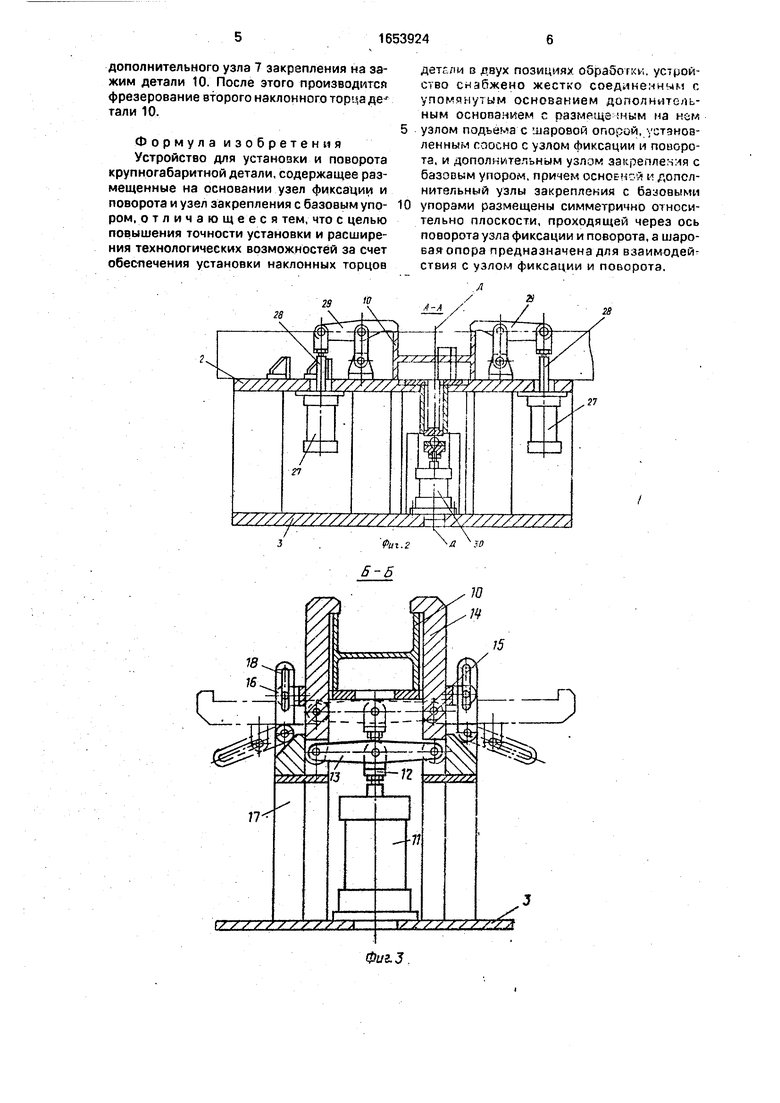
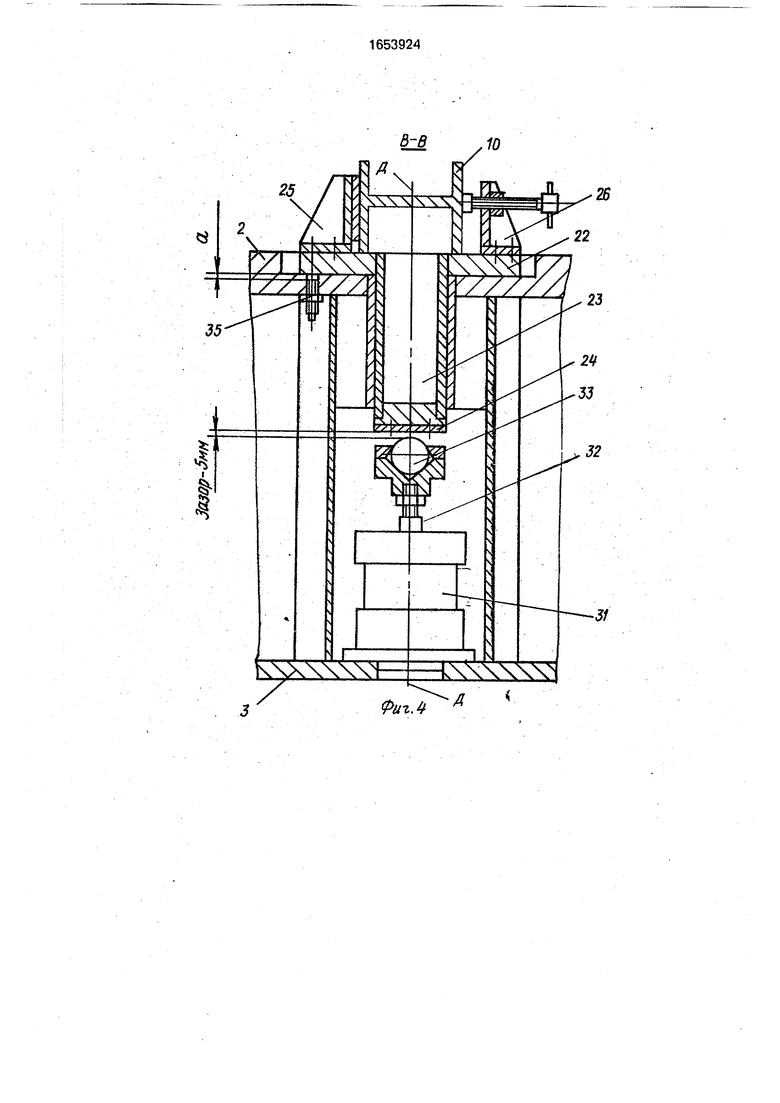
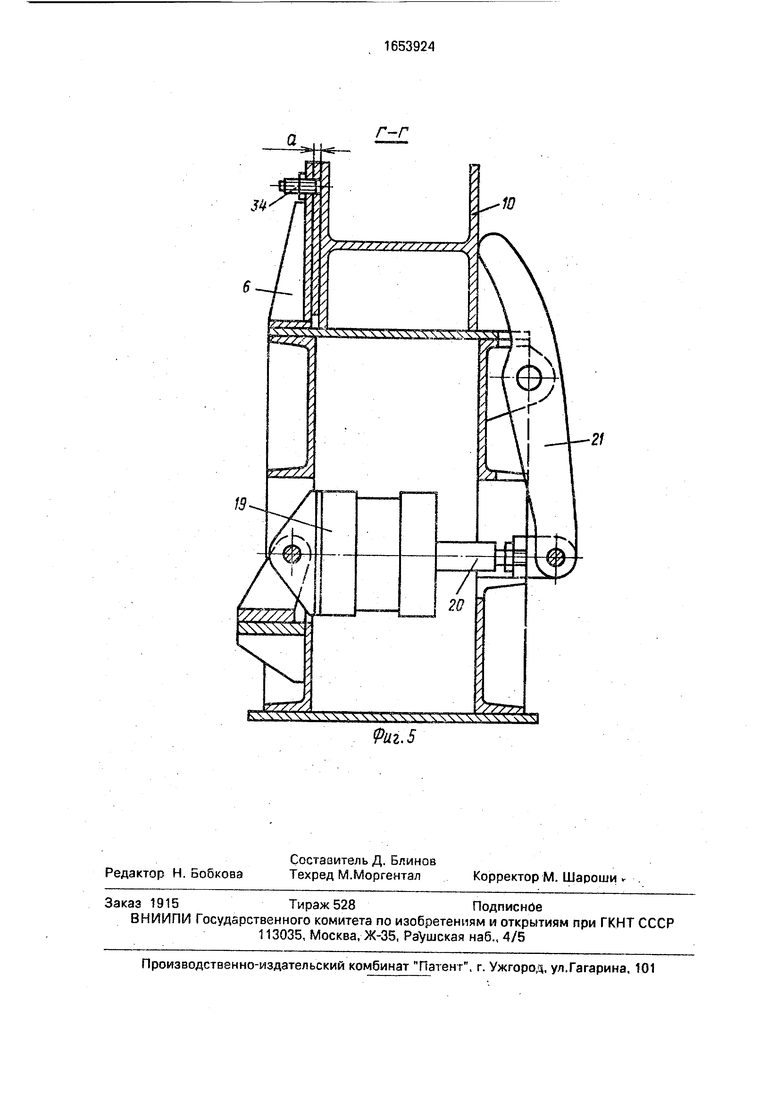
На фиг. 1 показано устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1: на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1.
Устройство содержит корпус 1, состоящий из основания 2 и жестко соединенного с ним дополнительного основания 3, размещенного снизу от основного основания 2.
На основании 2 установлены узел 4 фиксации и поворота с осью поворота ДД, узел 5 закрепления с базовым упором 6, дополнительный узел 7 закрепления с базовым упором 8, торцовый регулируемый откидной упор 9.
При этом основной и дополнительный узлы закрепления с упорами имеют одинаковое конструктивное исполнение и расположены симметрично относительно плоскости ЕЕ, проходящей через ось поворота ДД.
Узлы закрепления предназначены для прижима детали 10 к основанию (фиг.З) и к. соответствующему упору (фиг. 5). При этом механизм узла закрепления, прижимающий деталь 10 к основанию (фиг. 3), состоит из пневмоцилиндра 11, на штоке 12 которого шарнирно смонтировано двуплечее коромысло 13. На последнем шарнирно закреплены Г-образные рычаги 14 с закрепленными на них планками 15. На планках 15 расположены пальцы 16, а на стойках 17 шарнирно смонтированы серьги 18с пазами, предназначенными для установки пальцев 16. Механизм узла закрепления, прижимающий деталь 10 к упору (фиг. 5), состоит из шарнирно установленного на корпусе пневмоцилиндра 19, шток 20 которого шарнирно соединен с двуплечим рычагом 21, предназначенным для взаимодействия с деталью 10.
Узел фиксации и поворота (фиг. 4) состоит из опорной поворотной плиты 22. соединенной с направляющей втулкой 23. на конце которой размещен подпятник 24. На опорной поворотной плите 22 закреплены жесткий регулируемый упор 25 и фиксирующий деталь 10 элемент 26. Для фиксации
узла 4 от проворота после установки в нем детали 10 он снабжен (фиг. 2) пневмоци- линдрам и 27, штоки 28 которых шарнирно соединены с двуплечими рычагами 29, предназначенными для взаимодействия с деталью 10.
На дополнительном основании 3 соосно с узлом 4 фиксации и поворота установлен узел 30 подъема (фиг. 2), состоящий из пнев0 моцилиндра 31 (фиг. 4) со штоком 32, на конце которого установлена шаровая опора 33.
Устройство работает следующим образом.
5 Для фрезерования под углом а наклонных торцов детали 10 длиной L регулируемый упор 9 выставляется так. что расстояние от него до оси поворота равняется . Деталь 10 укладывается на осно0 вание 2 и опорную поворотную плиту 22, при этом торец детали упирается в регулируемый упор 9. Путем прижатия детали 10 фиксирующим элементом 26 к жесткому регулируемому упору 25 деталь фиксируется
5 на узле 4. Подается команда на зажим детали в узле 5 закрепления. При этом усилие от пневмоцилиндра 19 передается на рычаг 21, который прижимает деталь 10 к базовому упору 6, а усилия от пневмоцилиндра 11
0 передаются на Г-образные рычаги 14, которые прижимают деталь 10 к основанию 2. Осуществляется фрезерование одного наклонного торца детали 10.
По окончании обработки подается ко5 манда пневмоцилиндрам 11, 19 и 27 на разжим детали, при этом деталь остается зафиксированной на узле 4 только прижимным элементом 26. Затем подается команда пневмоцилиндру 31 на подьем детали 10
0 совместно с узлом 4, при этом шток 32 с упором поднимается вверх, перекрыв зазор между подпятником 24 и шаровой опорой 33 и вступив в контакт с подпятником 24 до уровня, превышающего по высоте выступа5 ющие на основании 2 узлы 5 и 7 закрепления.
Далее поворот детали 10 производится вручную до ее контакта с базовым упором 8, снабженным бесконтактным конечным вы0 ключателем 34 (фиг. 5), установленным с минимальным зазором а между торцом упора, контактирующим с деталью 10, и торцом конечного выключателя 34. Конечный выключатель 34 дает команду пневмоцилинд5 ру 31 на опускание детали 10, а конечный выключатель 35, установленный на основании 2 с возможностью взаимодействия с опорной поворотной плитой 22 в ее нижнем положении, дает команду пневмоцилиндрам 27, а также пневмоцилиндрам 19 и 11
дополнительного узла 7 закрепления на за жим детали 10. После этого производится фрезерование второго наклонного тор ;а де тали 10.
Формула изобретения Устройство для установки и поворота крупногабаритной детали, содержащее раз мещенные на основании узел фиксации и поворота и узел закрепления с базовым упором, отличающееся тем, что с целью повышения точности установки и расширения технологических возможностей за счет обес-печения установки наклонных торцов
0
детгли о двух позициях o5pa5cmv,, устройство снабжено жестко соединенном г упомянутым основанием дополнительным оснопэнием с размеще ;ным на нем узлом подъ«ь«а с даровой опорой, установленным соосно с узлом фиксации и поноро- та, и дополнительным узлом закрепления с базовым упором. при4ем ССНСЕНГ и дополнительный узлы закрепления с базовыми упорами размещены симметрично относительно плоскости, проходящей через ось поворота узла фиксации и поворота, а шаровая опора предназначена для взаимодействия с узлом фиксации и поворота.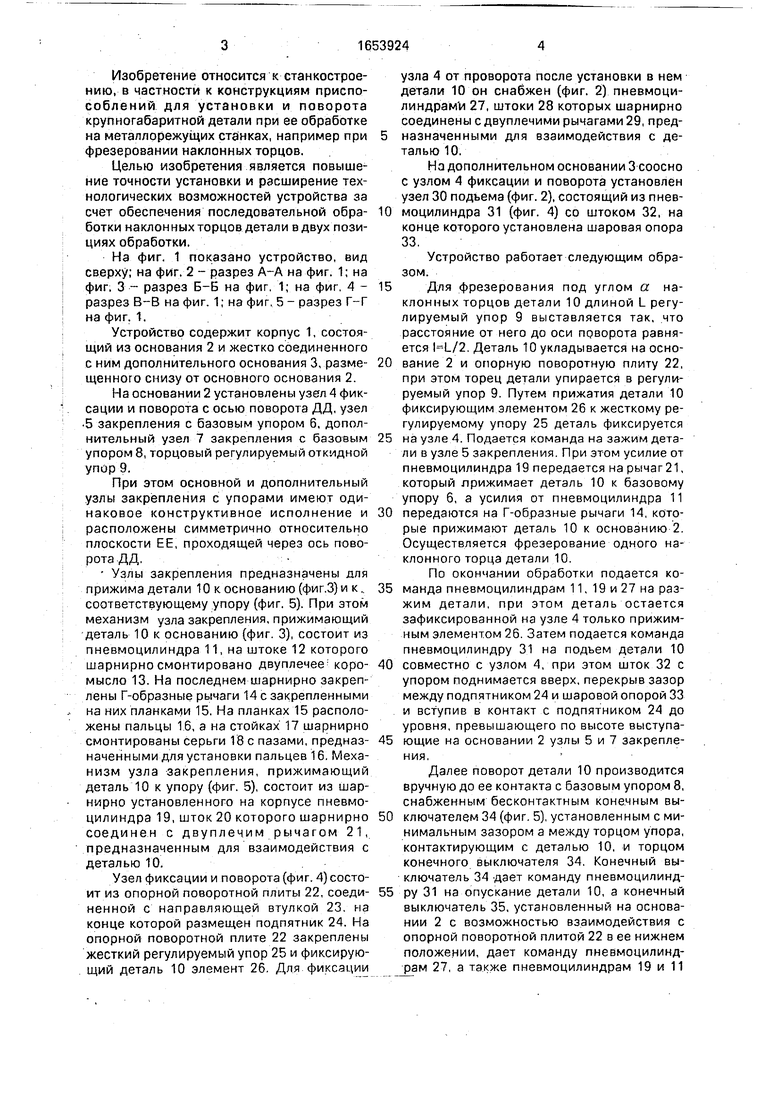
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий стол | 1980 |
|
SU1052361A1 |
| Микроманипулятор для установки узлов механизма часов | 1982 |
|
SU1083154A1 |
| Устройство для отделения листа от стопы | 1986 |
|
SU1524958A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2066608C1 |
| СПОСОБ ШТАМПОВКИ С ОБКАТКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2393935C1 |
| Загрузочное устройство | 1985 |
|
SU1301630A1 |
| Устройство для подачи деталей взОНу СбОРКи | 1978 |
|
SU811342A1 |
| Автомат для изготовления деталей из проволоки | 1985 |
|
SU1392733A1 |
| Устройство для подачи материала в рабочую зону пресса | 1987 |
|
SU1488075A1 |
| Устройство для сборки деталей типа вал-втулка | 1991 |
|
SU1808647A1 |
Изобретение относится к станкостроению и может быть использовано в качестве приспособления для установки и поворота крупногабаритной детали при ее механической обработке. Цель - повышение точности установки и расширение технологических возможностей устройства за счет обеспечения последовательной обработки наклонных торцов детали в двух позициях обработки. Устройство содержит установленные на основании узел 4 фиксации и поворота с осью поворота ДД, основной 5 и до- полнительный 7 узлы закрепления соответственно с базовыми упорами б и 8, расположенные симметрично относительно плоскости ЕЕ, проходящей через ось поворота ДД. На расположенном под основным основанием и жестко с ним связанным дополнительном основании соосно с узлом 4 фиксации и поворота установлен узел подь- ема с шаровой опорой, предназначенной для взаимодействия с узлом 4. 5 ил Ё О ел OJ о ю 
29
Зазор-5мн
ЬА.4 У ЧЧЧХЧ ЧЧ Ч ЧЧЧ
Г-Г
10
Ч ч Ч j
Риг. 5
| Устройство для установки закрепленияи пОВОРОТА КРупНОгАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU823068A1 |
| кл, В 23 Q 7/00 | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
