Изобретение относится к производству строительных материалов, а именно к оборудованию для производства керамического кирпича, камней, блоков, черепицы и подобных им изделий.
Целью изобретения является расширение технологических возможностей и упрощение конструкции.
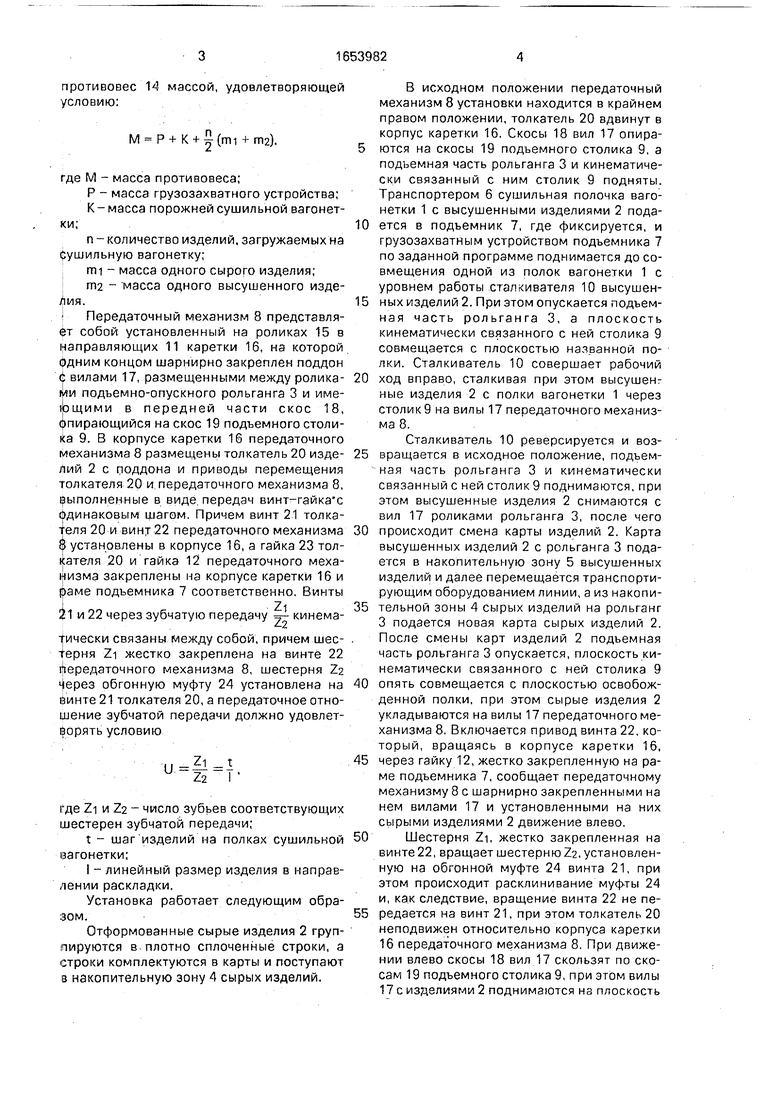
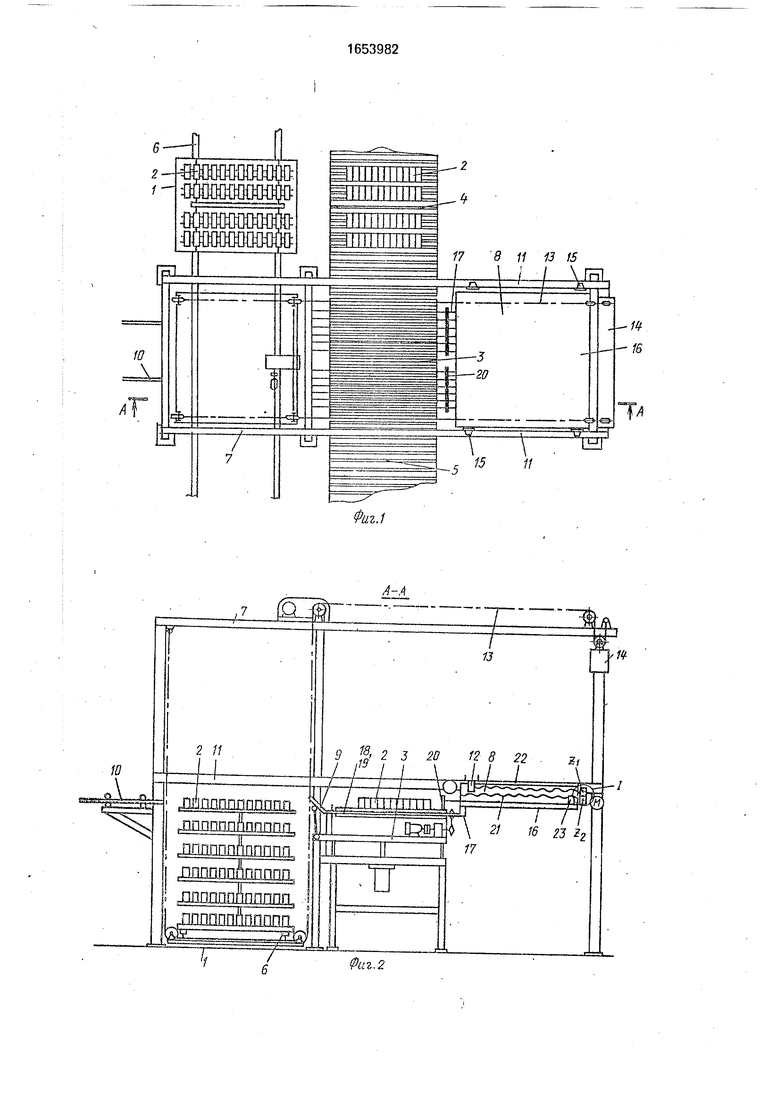
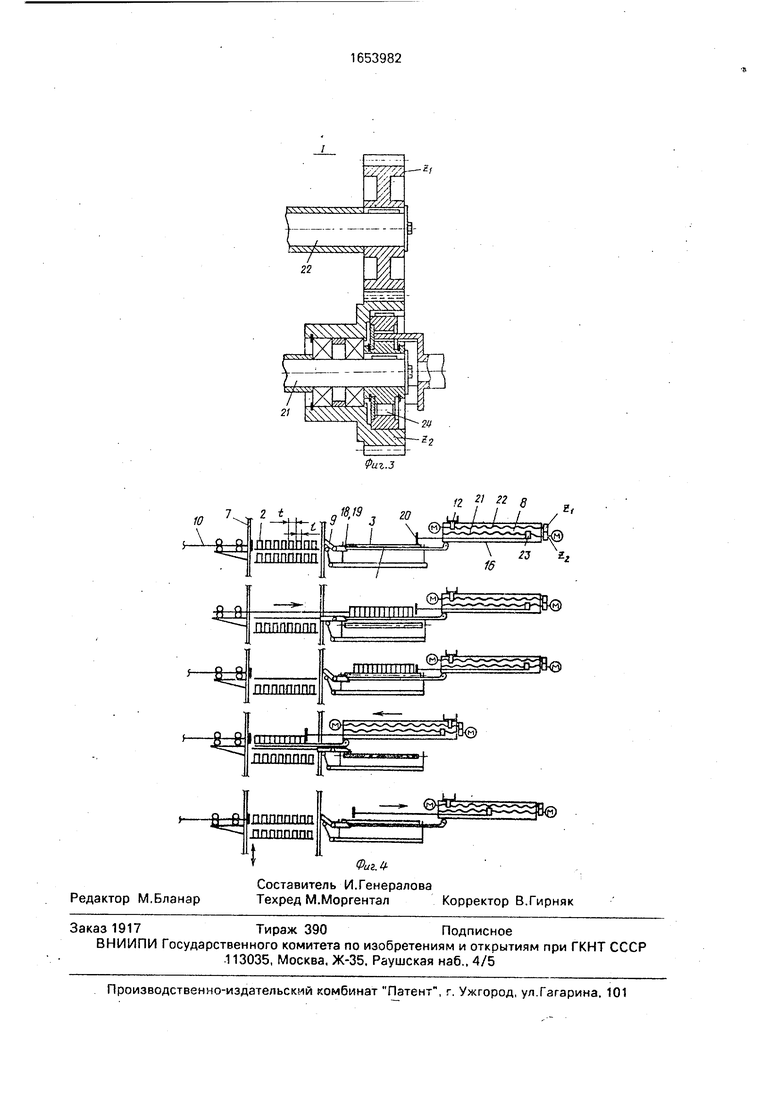
На фиг.1 изображена установка, общий вид, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4 - схема последовательных положений работы механизмов установки.
Установка разгрузки-загрузки сушильной полочной вагонетки 1 керамическими строительными изделиями 2 располагается в линии, содержащей установленные в технологической последовательности формующее, резательное, транспортирующее и
садочное оборудование (не показано) и содержит подъемно-опускной транспортер виде рольганга 3. размещенного между накопительной зоной 4 сырых изделий и накопительной зоной 5 высушенных изделий, транспортера 6 сушильной полочной вагонетки, подъемника 7 и передаточного механизма 8.
Подъемно-опускной рольганг 3 оборудован подъемным столиком 9 кинематически связанным с подъемной частью рольганга 3.
На раме подъемника 7 закреплены стал- киватель 10 высушенных изделий 2. горизонтальные направляющие 11, на которых установлен передаточный механизм 8 и гайка 12 привода перемещения передаточного механизма 8. На холостых ветвях гибкого тягового органа 13 подъемника 7 закреплен
О
сл со ю
00
го
противовес 14 массой, удовлетворяющей условию:
М Р + K + 7J-(mi + m2).
где М - масса противовеса;
Р - масса грузозахватного устройства;
К - масса порожней сушильной вагонетки;
п - количество изделий, загружаемых на сушильную вагонетку;
mi - масса одного сырого изделия;
та - масса одного высушенного изделия.
Передаточный механизм 8 представляет собой установленный на роликах 15 в направляющих 11 каретки 16, на которой одним концом шарнирно закреплен поддон с вилами 17, размещенными между роликами подъемно-опускного рольганга 3 и имеющими в передней части скос 18, опирающийся на скос 19 подъемного столика 9, В корпусе каретки 16 передаточного механизма 8 размещены толкатель 20 изделий 2 с поддона и приводы перемещения толкателя 20 и передаточного механизма 8, выполненные в виде передач винт-гайка с одинаковым шагом. Причем винт 21 толкателя 20 и винт 22 передаточного механизма 8 установлены в корпусе 16, а гайка 23 толкателя 20 и гайка 12 передаточного механизма закреплены на корпусе каретки 16 и раме подъемника 7 соответственно. Винты
21 и 22 через зубчатую передачу -j- кинематически связаны между собой, причем шестерня Zi жестко закреплена на винте 22 передаточного механизма 8, шестерня 7.1 через обгонную муфту 24 установлена на винте 21 толкателя 20, а передаточное отношение зубчатой передачи должно удовлетворять условию
и ---1 -U Z2 I
где Zi и 7.2 - число зубьев соответствующих шестерен зубчатой передачи;
t - шаг изделий на полках сушильной вагонетки;
I - линейный размер изделия в направлении раскладки.
Установка работает следующим образом.
Отформованные сырые изделия 2 группируются в плотно сплоченные строки, а строки комплектуются в карты и поступают в накопительную зону 4 сырых изделий.
В исходном положении передаточный механизм 8 установки находится в крайнем правом положении, толкатель 20 вдвинут в корпус каретки 16. Скосы 18 вил 17 опираются на скосы 19 подъемного столика 9, а подъемная часть рольганга 3 и кинематически связанный с ним столик 9 подняты. Транспортером 6 сушильная полочка вагонетки 1 с высушенными изделиями 2 пода0 ется в подъемник 7, где фиксируется, и грузозахватным устройством подъемника 7 по заданной программе поднимается до совмещения одной из полок вагонетки 1 с уровнем работы ста/кивателя 10 высушен5 ных изделий 2. При этом опускается подьем- ная часть рольганга 3, а плоскость кинематически связанного с ней столика 9 совмещается с плоскостью названной полки. Сталкиватель 10 совершает рабочий
0 ход вправо, сталкивая при этом высушенные изделия 2 с полки вагонетки 1 через столик 9 на вилы 17 передаточного механизма 8.
Стэлкиватель 10 реверсируется и воз5 вращается в исходное положение, подъемная часть рольганга 3 и кинематически связанный с ней столик 9 поднимаются, при этом высушенные изделия 2 снимаются с вил 17 роликами рольганга 3, после чего
0 происходит смена карты изделий 2. Карта высушенных изделий 2 с рольганга 3 подается в накопительную зону 5 высушенных изделий и далее перемещается транспортирующим оборудованием линии, а из накопи5 тельной зоны 4 сырых изделий на рольганг 3 подается новая карта сырых изделий 2. После смены карт изделий 2 подъемная часть рольганга 3 опускается, плоскость кинематически связанного с ней столика 9
0 опять совмещается с плоскостью освобожденной полки, при этом сырые изделия 2 укладываются на вилы 17 передаточного механизма 8. Включается привод винта 22, который, вращаясь в корпусе каретки 16,
5 через гайку 12, жестко закрепленную на раме подъемника 7, сообщает передаточному механизму 8 с шарнирно закрепленными на нем вилами 17 и установленными на них сырыми изделиями 2 движение влево.
0Шестерня Zi, жестко закрепленная на
винте 22, вращает шестеpHtoZ2, установленную на обгонной муфте 24 винта 21, при этом происходит расклинивание муфты 24 и, как следствие, вращение винта 22 не пе5 редается на винт 21, при этом толкатель 20 неподвижен относительно корпуса каретки
16передаточного механизма 8. При движении влево скосы 18 вил 17 скользят по скосам 19 подъемного столика 9. при этом вилы
17с изделиями 2 поднимаются на плоскость
столика 9 и скользят по ней и далее по плоскости полки сушильной вагонетки 1. В конце хода передаточного механизма 8 привод винта 22 реверсируется и передаточный механизм 8 возвращается в исходное поло- жение. В процессе реверса вращения винта 22 происходит реверсирование вращения шестерни Zi, жестко закрепленной на винте 22 и шестерни 7.2 установленной на обгонной муфте 24 винта 21, при этом происходит заклинивание обгонной муфты 24 и, как следствие, передача вращения с винта 22 на винт 21.
Вращаясь, винт 21 перемещает гайку 23, жестко связанную с толкателем 20, вы- двигая его из корпуса каретки 1 б передаточ- ного механизма. Таким образом, передаточный механизм 8 с вилами 17 и сталкизатель 20 перемещаются в противоположных направлениях. Атак как винты 21 и 22 имеют одинаковый шаг, а передаточное отношение зубчатой передачи удовлетворяет условию
U Z2 I
то за единицу времени передаточный механизм 8 с вилами 17 перемещается на расстояние t, равное шагу размещения изделий на полке, тогда как толкатель 20 перемещается в противоположном направлении на расстояние I, равное линейному размеру изделия 2 в направлении укладки.
Таким образом, в процессе обратного реверсивного движения передато4ного механизма 8 происходит раскладка изделий 2 на полке вагонетки 1. В конце хода передаточного механизма 8 отключается привод винтз22, а толкатель 20 оказывается выдви- нут из корпуса на некоторое расстояние. Включается привод винта 21, который, вращаясь посредством гайки 23, возвращает толкатель 20 в исходное положение, т.е. вдвигает его в корпус каретки 16. При этом
5 10
5 0
5
0
5 0 5
муфта 24. закрепленная на пинте 21. раскли-. нивается и вращение с винта 21 не перелается на винт 22. Одновременно подъемная часть рольганга 3 и кинематически связанный с ней подьемный столик 9 поднимаются, а подъемник 7 перемещает по заданной программе вагонетку 1, совмещая одну из ее полок с высушенными изделиями 2 с уровнем работы сталкивателя 10. Таким образом, происходит замена на полках вагонетки 1 высушенных изделий 2 на сырые.
Формула изобретения
1.Установка разгрузки-загрузки сушильной полочной вагонетки керамическими строительными изделиями, содержащая подъемно-опускной транспортер, передаточный механизм с установленной в горизонтальных направляющих кареткой, вилы которой размещены между несущими ветвями подъемно-опускного транспортера, подъемник сушильной вагонетки с клетью, соединенной тяговым органом с приводом и расположенным на холостой ветви противовесом, отличающаяся тем, что, с целью расширения технологических возможностей и упрощения конструкции, подъемник сушильной вагонетки снабжен сталкивателем высушенных изделий с полок, в передней части подъемно-опускного транспортера смонтирован подъемный столик со скосом на торце, передаточный механизм снабжен толкателем сырых изделий, а вилы шарнирно закреплены на каретке и имеют скосы для контакта со скосом столика, при этом приводы толкателя и передаточного механизма выполнены в виде винтовых передач.
2.Установка поп.1,отличающая- с я тем, что винтовые передачи выполнены с одинаковым шагом и соединены между собой посредством зубчатой передачи и обгонной муфты.
-J.
2 - /
шшлшш
OTOfflffl
floffioooi
алшшшв gmiimmiii
Е
-ЧР
8 11 13 15 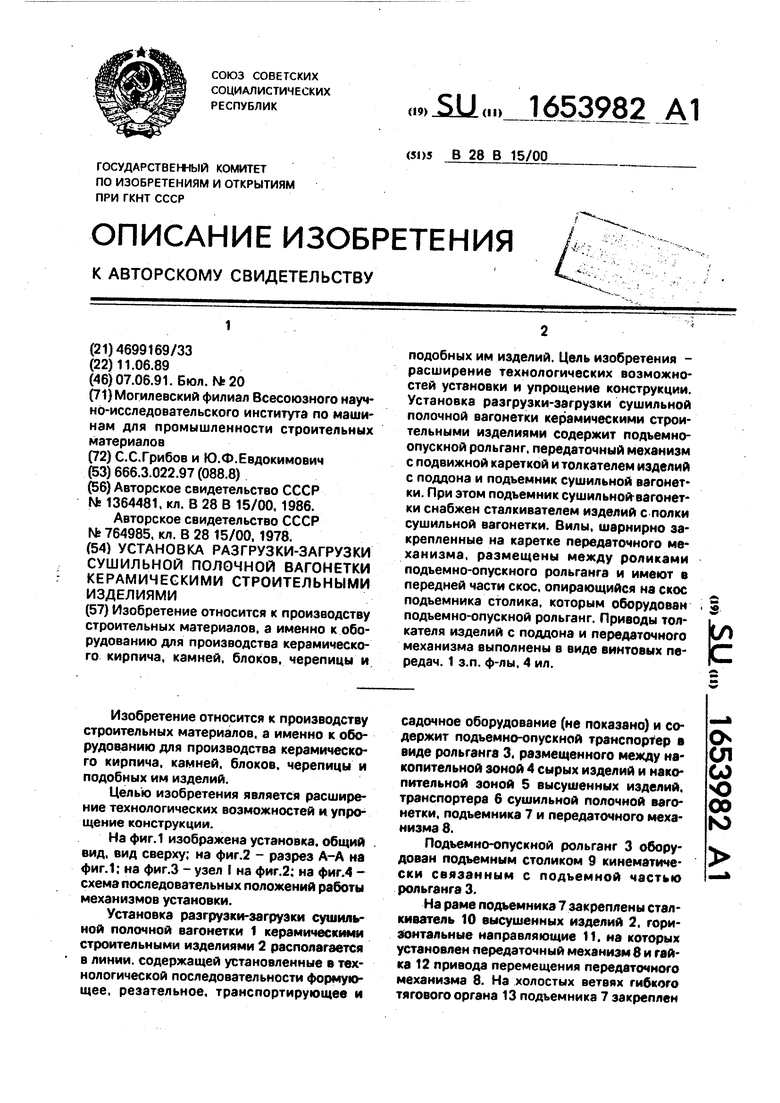

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки кирпича-сырца на сушильную полочную вагонетку | 1986 |
|
SU1364481A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Установка для укладки кирпича-сырца на сушильную полочную вагонетку | 1985 |
|
SU1310218A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Устройство для укладки керамическихиздЕлий HA СушильНыЕ ВАгОНЕТКи | 1979 |
|
SU837886A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Устройство для загрузки сушильных вагонеток рамками с керамическими изделиями | 1976 |
|
SU727456A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
Изобретение относится к производству строительных материалов, а именно к оборудованию для производства керамического кирпича, камней, блоков, черепицы и подобных им изделий. Цель изобретения - расширение технологических возможностей установки и упрощение конструкции. Установка разгрузки-загрузки сушильной полочной вагонетки керамическими строительными изделиями содержит подъемно- опускной рольганг, передаточный механизм с подвижной кареткой и толкателем изделий с поддона и подъемник сушильной вагонетки. При этом подъемник сушильно вагонетки снабжен сталкивателем изделий с полки сушильной вагонетки. Вилы, шарнирно закрепленные на каретке передаточного механизма, размещены между роликами подъемно-опускного рольганга и имеют в передней части скос, опирающийся на скос подъемника столика, которым оборудован подъемно-опускной рольганг. Приводы толкателя изделий с поддона и передаточного механизма выполнены в виде винтовых передач. 1 з.п. ф-лы, 4 ил. Ё
10
&
7 Ш
W
W
2 //
Щрппдшшх. xLu
5 , 2 J 20 12 8 22
Lfs I I (Jdy
сШД
шо.
дшшгшйдпдпд.. пппплпЛппдт,
лшощошш,
ппппппДппппа,
У..,. Дд
у
Т
7
-5
-2/7
№
16
..Т
-5
1-г
/5 //
/J
п
Фиг. 2
®jfe Sffi3)
| Установка для укладки кирпича-сырца на сушильную полочную вагонетку | 1986 |
|
SU1364481A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
