Изобретение относится к сварке пластмасс и может найти применение при сварке труб.
Целью изобретения является снижение металлоемкости устройства.
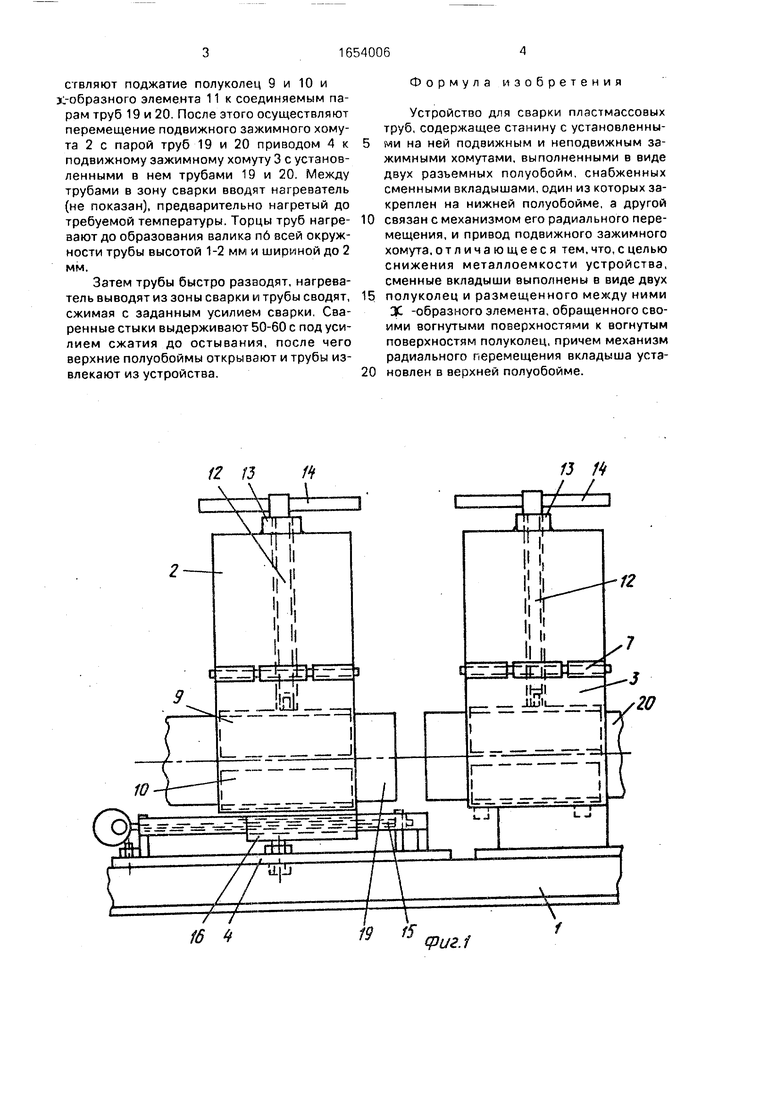
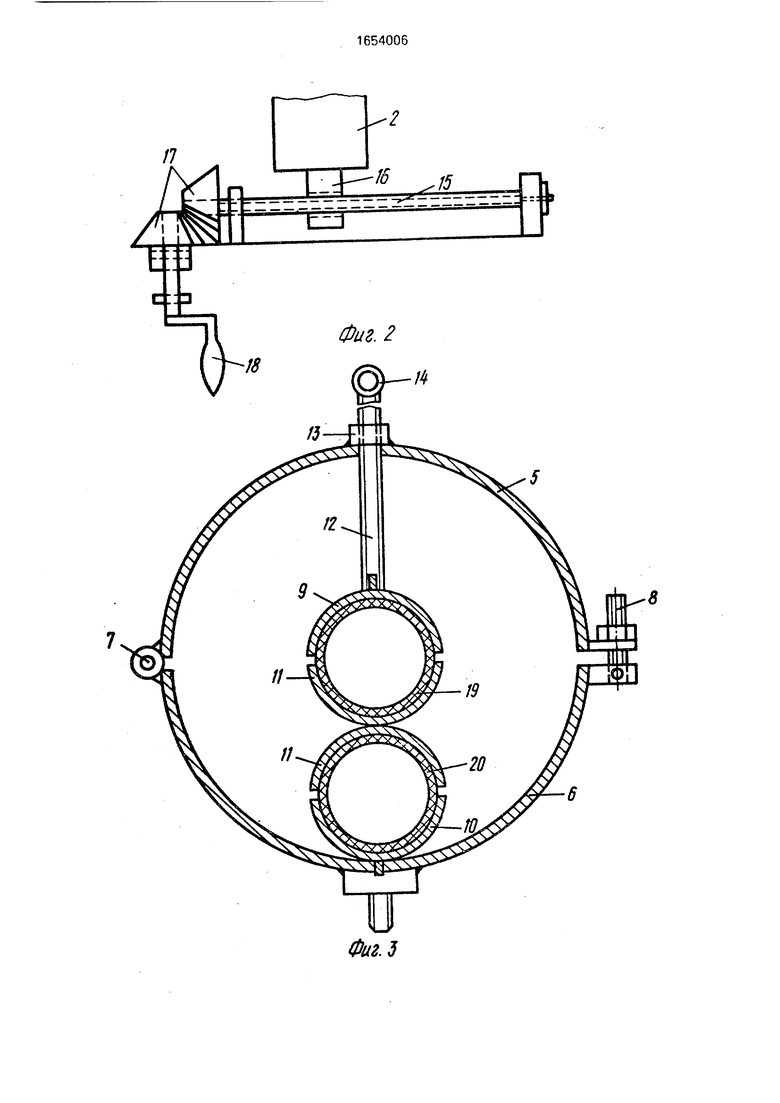
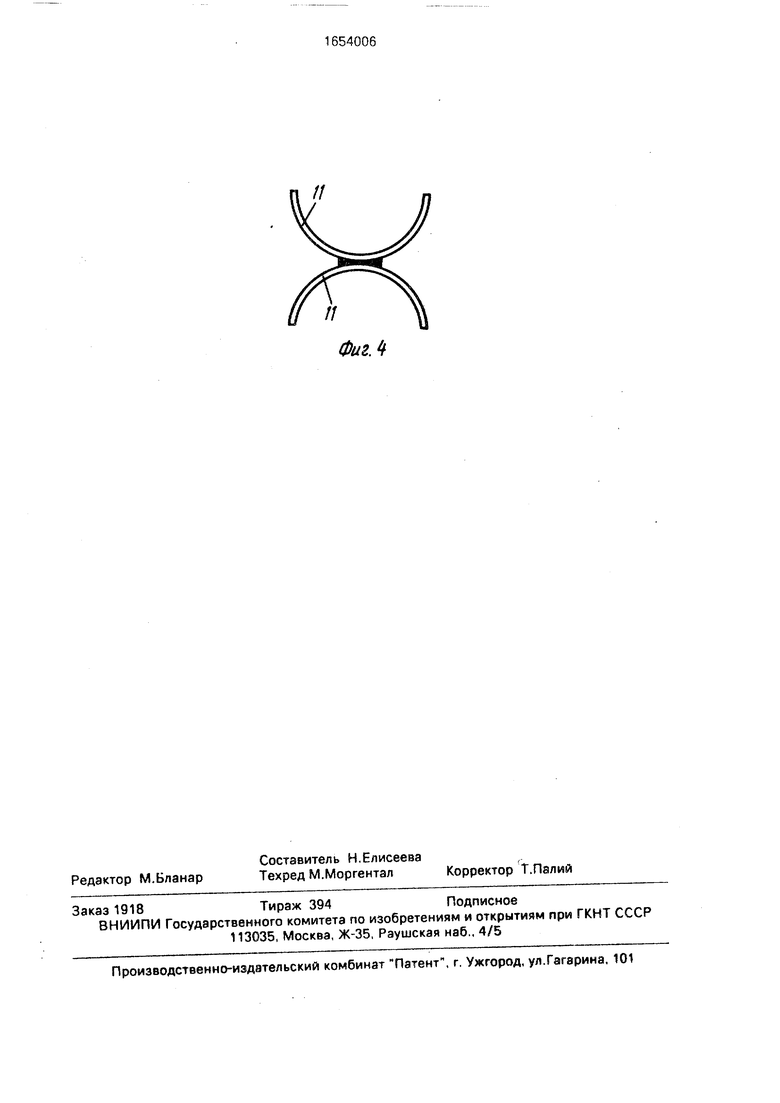
На фиг.1 изображено устройство при сварке одной пары труб, вид спереди; на фиг.2 - привод продольного перемещения подвижного зажимного хомута; на фиг.З - хомут при сварке двух пар труб, вид сбоку; нафиг.4- х -образный элемент вкладыша.
Устройство для сварки пластмассовых труб содержит станину 1. на которой смонтирован центратор, включающий подвижный 2 и неподвижный 3 зажимные хомуты. Зажимной хомут 2 связан с приводом 4 его перемещения. Каждый зажимной хомут выполнен в виде двух разъемных полуобойм 5 и 6, соединенных между собой шарниром 7 и снабженных крепежным узлом 8. Зажимные хомуты 2 и 3 содержат сменные вкладыши, выполненные в виде двух полуколец 9 и 10 и размещенного между ними ЭС -образного элемента 11. Полукольца 9 и 10 и элемент 11 обращены друг к другу вогнутыми поверхностями
Полукольцо 9 закреплено на нижней полуобойме б, а полукольцо 10 связано с механизмом его радиального перемещения, выполненным в виде винта 12 установленного в верхней полуобойме 5. и гайки 13. Винт 12 имеет ручку 14. Привод4 продольного перемещения зажимного хомута 2 включает направляющую 15, закрепленную на станине 1 гайку 16, закрепленную на нижней полуобойме 6 зажимного хомута 2, пару конических шестерен 17 и ручку 18.
Устройство работает следующим образом.
Перед работой для требуемого диаметра труб подбирают нужный х -образный сменный элемент 11 и полукольца 9 и 10. Откидывают полуобоймы 5, устанавливают в каждом хомуте 2 и 3 полукольца 9 и 10. На каждое полукольцо 10 укладывают трубы 20 на них размещают х. -образный элемент 11, на который укладывают вторую трубу 19 Затем закрывают верхние полуобоймы 5 узлом 8,с помощью винта 12 и ручки 14 осущеЁ
О
ел
&
о о
ствляют поджатие полуколец 9 и 10 и Х-образного элемента 11 к соединяемым парам труб 19 и 20. После этого осуществляют перемещение подвижного зажимного хомута 2 с парой труб 19 и 20 приводом 4 к подвижному зажимному хомуту 3 с установленными в нем трубами 19 и 20. Между трубами в зону сварки вводят нагреватель (не показан), предварительно нагретый до требуемой температуры. Торцы труб нагре- вают до образования валика пб всей окружности трубы высотой 1-2 мм и шириной до 2 мм.
Затем трубы быстро разводят, нагреватель выводят из зоны сварки и трубы сводят, сжимая с заданным усилием сварки. Сваренные стыки выдерживают 50-60 с под усилием сжатия до остывания, после чего верхние полуобоймы открывают и трубы извлекают из устройства.
Формула изобретения
Устройство для сварки пластмассовых труб, содержащее станину с установленными на ней подвижным и неподвижным зажимными хомутами, выполненными в виде двух разъемных полуобойм, снабженных сменными вкладышами, один из которых закреплен на нижней полуобойме, а другой связан с механизмом его радиального перемещения, и привод подвижного зажимного хомута, отличающееся тем, что, с целью снижения металлоемкости устройства, сменные вкладыши выполнены в виде двух полуколец и размещенного между ними У. -образного элемента, обращенного своими вогнутыми поверхностями к вогнутым поверхностям полуколец, причем механизм радиального перемещения вкладыша установлен в верхней полуобойме.
LJ- л
LU
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2006 |
|
RU2314923C1 |
| Устройство для сварки пластмассовых труб | 1987 |
|
SU1502392A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1397300A1 |
| Сегментный подшипник | 1990 |
|
SU1800165A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
| МЕХАНИЗМ ЗАЖИМА ПРУТКОВ И ТРУБ НА КЛИНОВЫХ НОЖНИЦАХ | 1999 |
|
RU2168399C2 |
| Устройство для центрирования труб | 2023 |
|
RU2806941C1 |
| ФУТЛЯР ДЛЯ АРТИЛЛЕРИЙСКОГО СНАРЯДА | 2000 |
|
RU2169342C1 |
| Устройство для механизированной заделки стыков раструбных труб больших диаметров | 1983 |
|
SU1182131A1 |
Изобретение относится к области сварки пластмасс и может найти применение при сварке труб Цель изобретения -снижение металлоемкости устройства Для этого в устройстве для сварки пластмассовых труб сменные вкладыши выполнены в виде двух полуколец и размещенного между ними ЭС -образного элемента, обращенного своими вогнутыми поверхностями к вогнутым поверхностям полуколец. Механизм радиального перемещения вкладыша установлен в верхней полуобойме 4 ил
Фиг, 2
Фиг.З
ft
ФигЛ
| Патент США N: 4071395 кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1578015A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
