1
22
15
СЛ
со со
СлЭ
17
Изобретение относится к сварке пластмасс и предназначено для сварки встык пластмассовых труб методом контактного оплавления нагретым инструментом с последующим соединением их под давлением.
Цель изобретения - повышение производительности за счет обеспечения возможности использования одновременно нескольких агрегатов и упрощение конструкции.
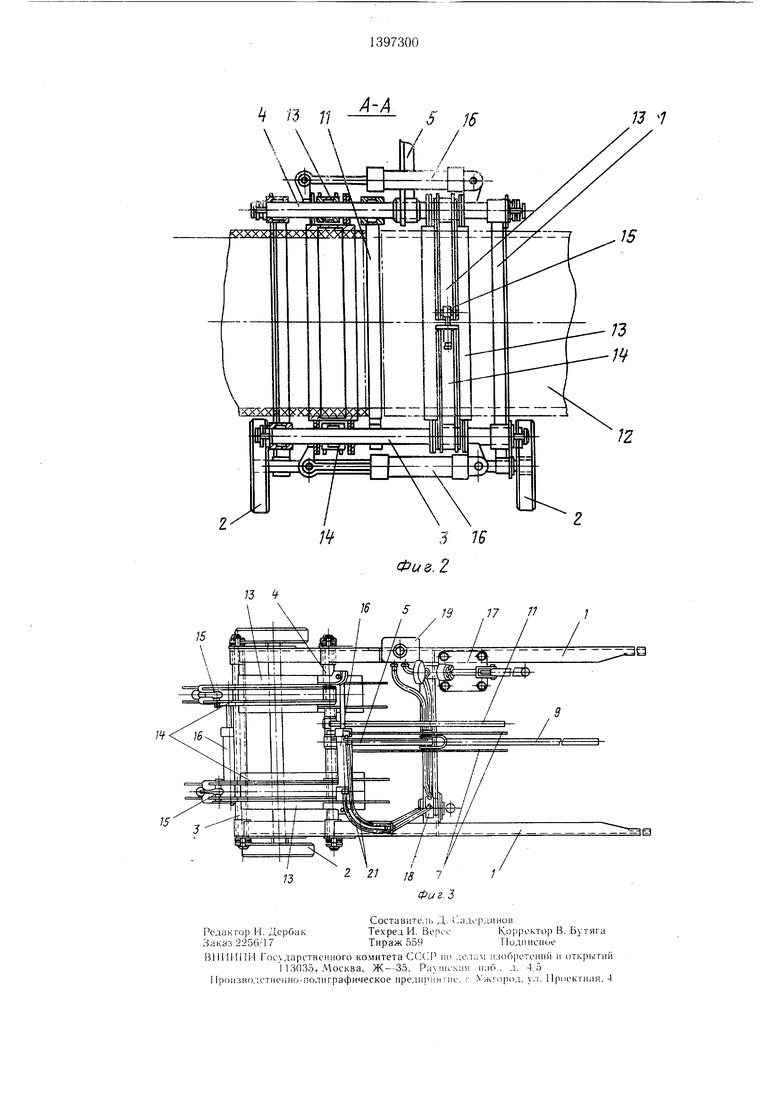
На фиг. 1 представлено устройство для сварки пластмассовых труб, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство, вид сверху.
Устройство для сварки пластмассовых труб содержит передвижную тележку в виде рамы, образованной двумя ланжеронами 1, установленными на колесах 2. На ланжеро- нах 1 на разных уровнях и параллельно между собой закреплены штанги 3 и 4, которые перпендикулярны к ланжеронам 1. Штанги 3 и 4 лежат в плоскости, которая наклонена к горизонтальной плоскости под углом 60°. На верхней штанге 4 с возможностью вращения и перемещения вдоль нее установлен кронштейн 5. На оси 6 кронштейна 5 установлен режущий диск тор- цевателя 7 с ножами 8 и рычаг 9, снабженный храповиком 10, который входит в за- цепление с зубьями режущего диска торцева- теля 7. На штанге 4 подвижно установлен нагреватель 11. Для фиксации труб, предназначенных для сварки, предусмотрены зажимные хомуты, один полухомут которых выполнен в виде полукольца 12, а другой - в виде двух поворотных сегментов 13 и 14. Последние шарнирно сочленены с полуколь- 1 цом 12 зажимного хомута посредством штанг 3 и 4. Поворотные сегменты 13 и 14 снабжены запорными устройствами 15 для запирания всего зажимного хомута в кольцо. Два полукольца 12 зажимных хомутов соединены между собой гидроцилиндрами 16.
Гидравлическая система устройства включает ручной гидронасос 17, крановый гидрораспределитель 18, бачок 19 для рабочей жидкости, манометр 20, а также соединительную магистраль 21.При
сварке трубы диаметром, меньшим, чем диаметр зажимных хомутов, предусмотрены вкладыши 22, которые устанавливают- ся в гнезде зажимных хомутов.
Устройство для сварки пластмассовых труб работает следующим образом.
Тележку с устройством подкатывают гтерпендикулярно трубопроводу к стыку труб.
предназначенных для сварки. Обхватывают эти трубы хомутами без привлечения каких-либо дополнительных средств механизации, что возможно благодаря наклону полукольца 12 зажимных хомутов. Замками 15 закрывают сегменты 13 и 14, жестко фиксируя предназначенные для сваривания трубы и одновременно обеспечивая их центровку. Поворотом кронштейна 5 вокруг штанги 4 опускают диск торцевателя 7 в рабочее положение и закрепляют его. После этого приведением в действие ручной гидросистемы поджимают трубы в осевом направлении. Уси., 1ие поджатия контролируют манометром 20. Воздействием на рычаг 9 приводят во вращение диск торцевателя 7 и посредством ножей 8 производят торцовку одновременно обеих труб.
Возвращают торцеватель в исходное положение. Вращением вокруг штанги 4 приводят нагреватель 11 в рабочее положение между торцами труб. При помощи гидросистемы создают необходимое поджатие труб к нагревателю 11, включают элементы нагрева, выдерживают необходимое время разогрева, после чего снимают уси/ше поджатия и выводят нагреватель 11 из рабочего положения. Вновь приводят в действие ручную гидросистему и сжамают трубы. После охлаждения стыка устройство перемещают на следующее место сварки.
Формула изобретения
Устройство для сварки пластмассовых труб, содержащее передвижную тележку в виде рамы с закрепленными на ней параллельными направляющими штангами, торцеватель, нагреватель и установленые на штангах с возможностью их продольного перемещения разъемные зажимные хомуты, один полухомут которых выплнен в виде полукольца, а другой - в виде поворотных сегментов, снабженные запорными устройствами, отличающееся тем, что, с целью повышения производительности за счет использования одновременно нескольких агрегатов и упрогцения конструкции, направляющие штанги расположены в плоскости, наклоненной под острым угло.м к горизонтальной плоскости, а торцеватель и нагреватель установлены на верхней направляющей с возможностью их продольно1-о перемещения, при этом поворотные сегменты расположены в верхней части зажимных хомутов.
li W 11 S 16
13 7
/Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Установка для контактной сварки пластмассовых труб | 1968 |
|
SU461838A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2006 |
|
RU2314923C1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Устройство для сварки пластмассовых труб | 1983 |
|
SU1168431A1 |
| Устройство для сварки труб из пластмасс | 1989 |
|
SU1682186A1 |
| УСТАНОВКА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2001 |
|
RU2190530C1 |
| Устройство для контактной сварки пластмассовых труб | 1981 |
|
SU1006253A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1321605A1 |

15
13
17 n
| Устройство для сварки труб из термопластов | 1984 |
|
SU1235754A1 |
| Солесос | 1922 |
|
SU29A1 |
