Изобретение относится к области сварки пластмасс и может быть использовано при сварке труб из термопластов.
Цель изобретения - повышение надежности устройства в работе.
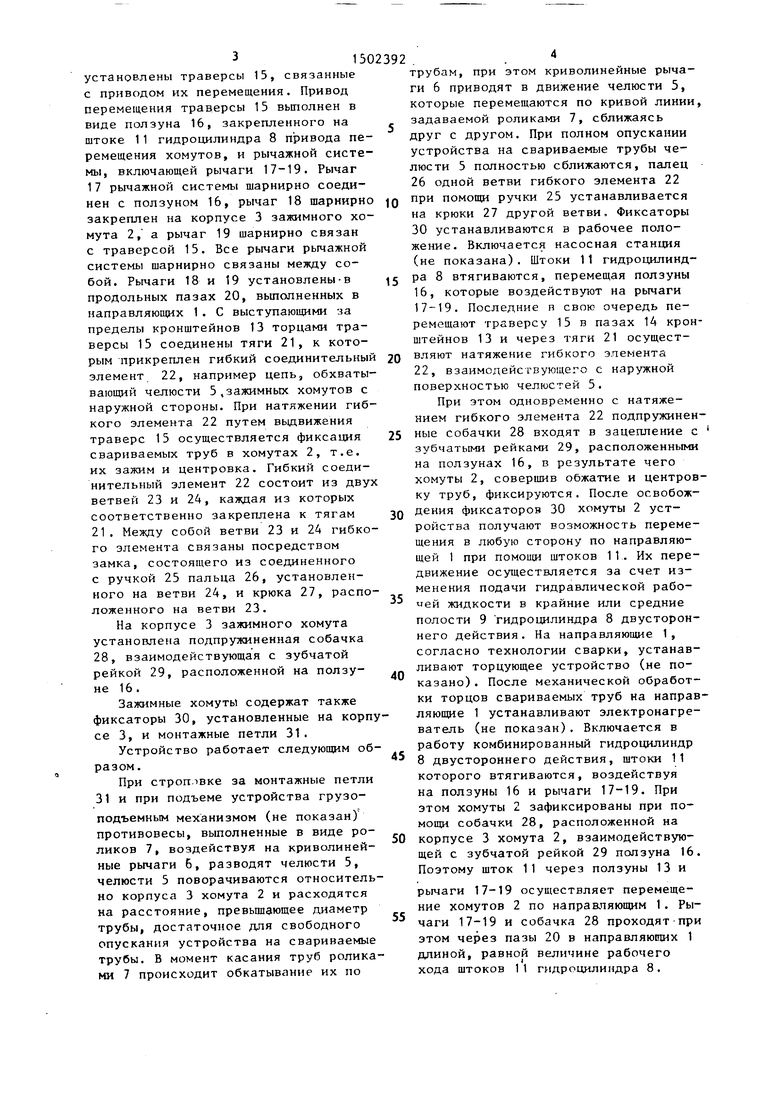
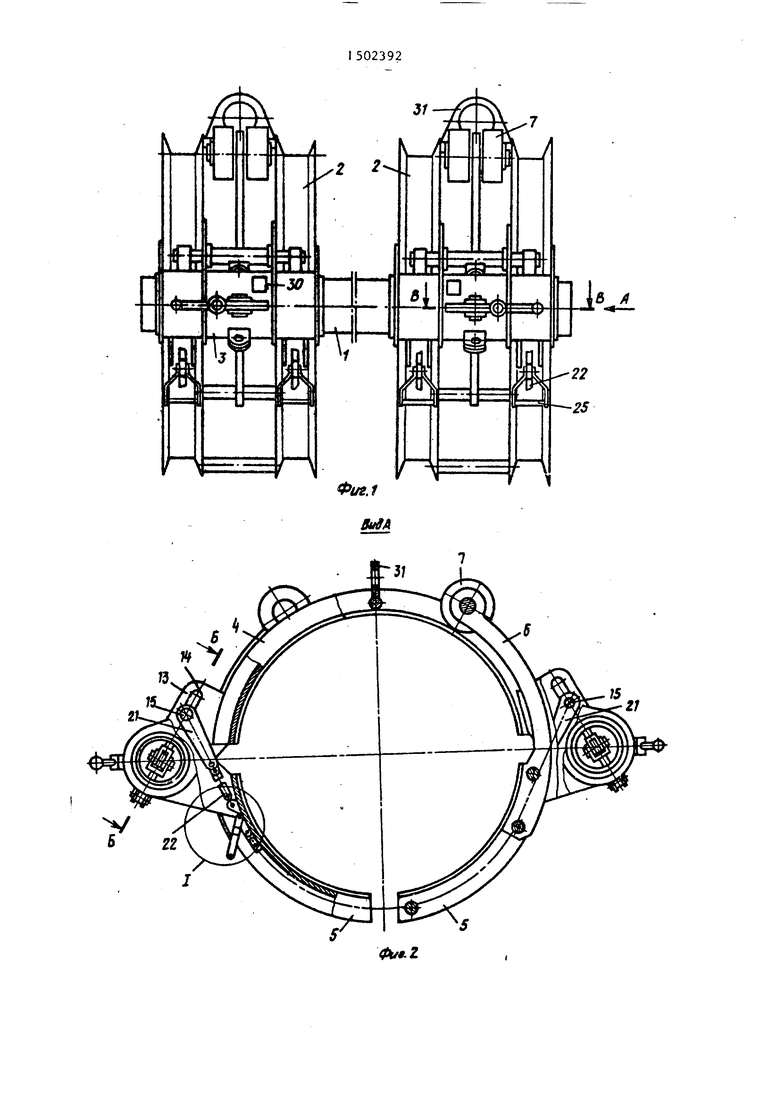
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез Б-Б на фуг. 2; на фиг. 5 - разрез В-В на фиг. 1.
Устройство для сварки пластмассовых труб содержит полые направляющие 1, на которых установлены подвижные зажимные хомуты 2, состоящие из корпуса 3, полуобоймы 4 и двух поворотных челюстей 5. С челюстями 5 жестко соединены криволинейные рычаги 6 с противовесами на свободном конце, выполненными в виде тела вращения, например в виде роликов 7.
Рычаги 6 посредством роликов 7 взаимодействуют с наружной поверхностью трубы, сближая челюсти 5 зажимных хомутов. Устройство содержит также привод перемещения зажимных хомутов, вьтолненный в виде установленных в направляющих 1 гидроцилинд- ров 8 двустороннего действия, имеющих три полости 9 и по два расходящихся порщня 10 и штока 11. Гидроцилиндры 8 закреплены в центре направляющих 1 при noMoutti пальцев 12.
На зажимных хомутах смонтирован механизм фиксации труб, включaющ й кронштейны 13 с пазами 14, в которых
bi
о ю со со to
3150
установлены траверсы 15, связанные с приводом их перемещения. Привод перемещения траверсы 15 выполнен в виде ползуна 16, закрепленного на штоке 11 гидроцилиндра 8 привода перемещения хомутов, и рычажной системы, включающей рычаги 17-19. Рычаг 17 рычажной системы шарнирно соединен с ползуном 16, рычаг 18 шарнирно закреплен на корпусе 3 зажимного хомута 2, а рычаг 19 шарнирно связан с траверсой 15. Все рычаги рычажной системы шарнирно связаны между собой. Рычаги 18 и 19 установлены-в продольных пазах 20, выполненных в направляюш 1х 1 . С выступаюш 1ми за пределы кронштейнов 13 торцами траверсы 15 соединены тяги 21, к которым прикреплен гибкий соединительный элемент 22, например цепь, обхватывающий челюсти 5,зажимных хомутов с наружной стороны. При натяжении гибкого элемента 22 путем выдвижения траверс 15 осуществляется фиксация свариваемых труб в хомутах 2, т.е. их зажим и центровка. Гибкий соединительный элемент 22 состоит из двух ветвей 23 и 24, каждая из которых соответственно закреплена к тягам 21. Между собой ветви 23 и 24 гибкого элемента связаны посредством замка, состоящего из соединенного с ручкой 25 пальца 26, установленного на ветви 24, и крюка 27, расположенного на ветви 23.
На корпусе 3 зажимного хомута установлена подпруткиненная собачка 28, взаимодействующая с зубчатой рейкой 29, расположенной на ползу- не 16 .
Зажимные хомуты содержат также фиксаторы 30, установленные на корпусе 3, и монтажные петли 31.
Устройство работает следующим образом.
При строп.1вке за монтажные петли 31 и при подъеме устройства грузоподъемным механизмом (не показан) противовесы, выполненные в виде ро- ликов 7, воздействуя на криволинейные рычаги Б, разводят челюсти 5, челюсти 5 поворачиваются относительно корпуса 3 хомута 2 и расходятся на расстояние, превыш 1ющее диаметр трубы, достаточное для свободного опускания устройства на свариваемые трубы. В момент касания труб роликами 7 происходит обкатывание их по
5 0 5 О
5
5
5
трубам, при этом криволинейные рычаги 6 приводят в движение челюсти 5, которые перемещаются по кривой линии, задаваемой роликами 7, сближаясь друг с другом. При полном опускании устройства на свариваемые трубы челюсти 5 полностью сближаются, палец 26 одной ветви гибкого элемента 22 при помощи ручки 25 устанавливается на крюки 27 другой ветви. Фиксаторы 30 устанавливаются в рабочее положение. Включается насосная станция (не показана), Штоки 11 гидроцилиндра 8 втягиваются, перемещая ползуны 16, которые воздействуют на рычаги 17-19. Последние п свою очередь перемещают траверсу 15 в пазах 14 кронштейнов 13 и через тяги 21 осуществляют натяжение гибкого элемента 22, взаимодейсгвующего с наружной поверхностью челюстей 5.
При этом одновременно с натяжением гибкого элемента 22 подпружиненные собачки 28 входят в зацепление с зубчатыми рейками 29, расположенными на ползунах 16, в результате чего хомуты 2, соверщив обжатие и центровку труб, фиксируются. После освобождения фиксаторов 30 хомуты 2 устройства получают возможность перемещения в любую сторону по направляющей 1 при помощи штоков 11. Их передвижение осуществляется за счет изменения подачи гидравлической рабочей жидкости в крайние или средние полости 9 гидроцилиндра 8 двустороннего действия. На направляющие 1, согласно технологии сварки, устанавливают торцующее устройство (не показано) . После механической обработки торцов свариваемых труб на направ- 1 устанавливают электронагреватель (не показан). Включается в работу комбинированный гидроцилиндр 8 двустороннего действия, штоки 11 которого втягиваются, воздействуя на ползуны 16 и рычаги 17-19. При этом хомуты 2 зафиксированы при помощи собачки 28, расположенной на корпусе 3 хомута 2, взаимодействующей с зубчатой рейкой 29 ползуна 16. Поэтому шток 11 через ползуны 13 и
рычаги 17-19 осуществляет перемещение хомутов 2 по напраапяющин 1. Рычаги 17-19 и собачка 28 проходят при этом через пазы 20 в направляющих 1 длиной, равной величине рабочего хода штоков 11 гидроцилиндра 8.
После окончания процесса оплавления (или торповки) хомуты 2 разводятся в разные стороны, при этом нагрет15023926
мутов по мере nofltehia ycTpoiicTBn над сваренным трубопроподом. Челюсти 5 устанавливаются в открытое по

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |
| Зажимное устройство | 1984 |
|
SU1256900A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1077807A1 |
| Устройство для сварки труб из теромпластов | 1975 |
|
SU539777A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Подводная установка для отбора керна | 1989 |
|
SU1686149A2 |
| Станок для продольной прокатки | 1975 |
|
SU572323A1 |
| Устройство для многоколенной пространственной гибки труб | 1985 |
|
SU1268245A1 |
Изобретение относится к сварке пластмасс и может быть использовано при сварке труб из термопластов. Цель изобретения - повышение надежности устройства в работе. Для этого в устройстве для сварки пластмассовых труб привод перемещения траверсы выполнен в виде ползуна, закрепленного на штоке гидроцилиндра привода перемещения хомутов, и рычажной системы. Рычажная система шарнирно соединена с ползуном, корпусом зажимного хомута и траверсой. Траверса связана с гибким элементом посредством тяг. Ползун снабжен зубчатой рейкой, а корпус зажимного хомута - подпружиненной собачкой, установленной с возможностью взаимодействия с рейкой. Кроме того, гидроцилиндр привода перемещения хомутов выполнен двустороннего действия с расходящимися поршнями. 1 з.п. ф-лы, 5 ил.
ватель, закрепленный на полой направ- ляющей 1, остается на месте. В первоначальный момент один из подвижных хомутов остается на месте за счет сил сцепления расплава с рабочей поверхностью нагревателя, но когда один из поршней 10 дойдет до упора
двигаться второй поршень и произойдет отрыв рабочей поверхности нагревателя от второй трубы. После этого нагреватель удаляют из рабочей зоны
Включают в работу гидроцилиндр 8 штоки 11 которого втягиваются, воздействуя на рычаги 17-19 и осуществляя перемещение.хомутов 2. Оплавленные торцы свариваемых труб соприкасаются друг с другом и при помощи гидроцилиндра 8 создается необходимое давление осадки.
По окончании времени осадки хому- ты 2 устройства освобождаются от трубопровода. Освобождение осуществляется следующим образом: при вклю- чениц насосной станции (не показана) штоки 11 гидроцилиндра 8 втягива ются, перемещая ползуны 16 и ослабляя зацепление между зубчатой рейкой 29 ползуна 16 и собачкой 28. Собачка 28 выводится из зацепления с зубчатой рейкой 29. При обратном движении штоков 11 гидроцилиндра 8 ползуны 16 перемещаются, воздействуя на рычаги 17-19, последние перемещаю траверсу 15 и ослабляют натяжение гибкого элемента 22. При помощи ручки 25 палец 26 снимается с крюков 27 замка, при этом ветви гибкого элемента 22 освобождаются. Устройство за монтажные петли 31 приподнимается над трубопроводом, при этом противовесы, выполненные в виде установленных на криволинейных рычагах 6 роликов 7, разводят челюсти 5 хо
ложение.
Далее устройство перемещают к следующему стыку трубопровода. сварки повторяется.
,
10 Формуля изобретения
в виде гидроцилиндров, установленных в полых направляющих, и механизм фиксации труб, включаю ций закрепленные на зажимных хомутах кронштейны с пазамн, в которых установлены траверсы, связанные с приводом их перемещения и с гибким элементом, размещенным с наружной стороны хомутов, о т л и- чающееся тем, что, с целью повьщ1ения надежности устройства в работе, привод перемещения траверсы выполнен в виде ползуна, закрепленного на штоке гидроцилиндра привода перемещения хомутов, и рычажной системы, шарнирно соединенной с ползуном, корпусом зажимного хомута и с траверсой, кофорая связана с гибким элементом посредством тяг, причем ползун снабжен зубчатой рейкой, а корпус зажимного хомута - подпружиненной собачкой, установленной с возможностью взаимодействия с рейкой.
В А
9 9
8 12 10 11
Фиг.З
6-6 повернуто
/3
я 7 I
29
16IS 77
В-В Фиг.1
| Устройство для сборки и сварки труб из термопластов | 1980 |
|
SU944947A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
| Солесос | 1922 |
|
SU29A1 |
