Изобретение относится к сварке пластмасс, а именно к устройствам для контактной сварки труб из термопластов.
Целью изобретения является повышение производительности устройства.
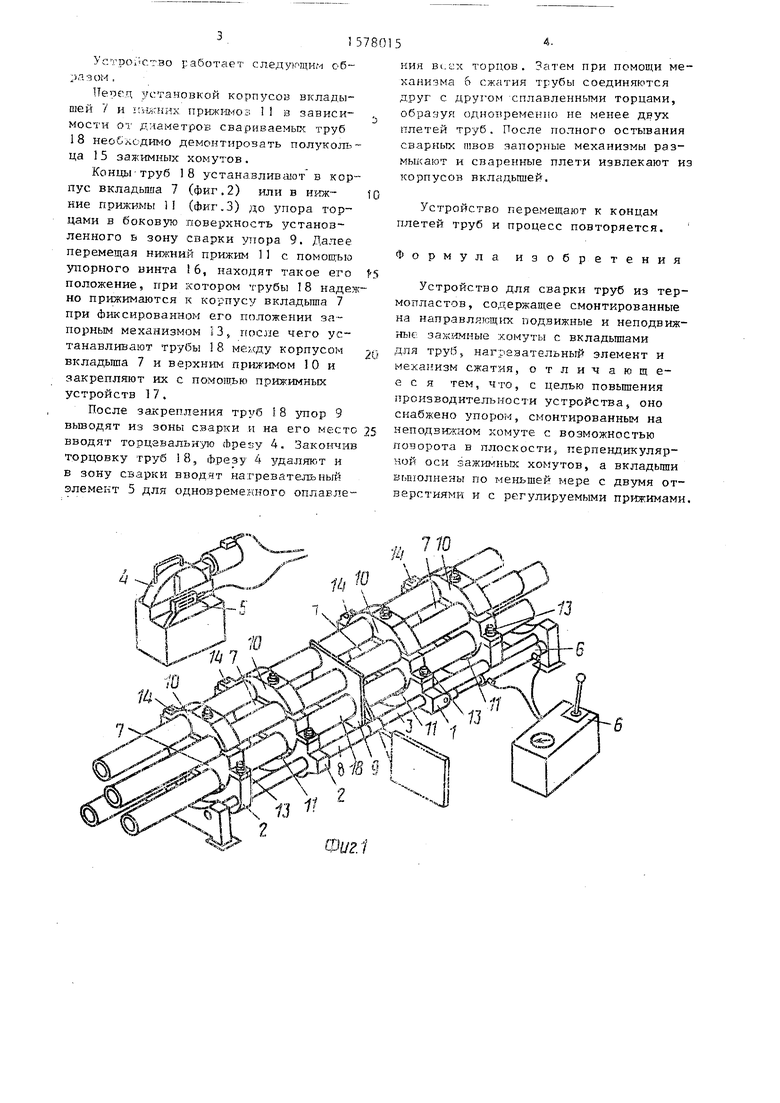
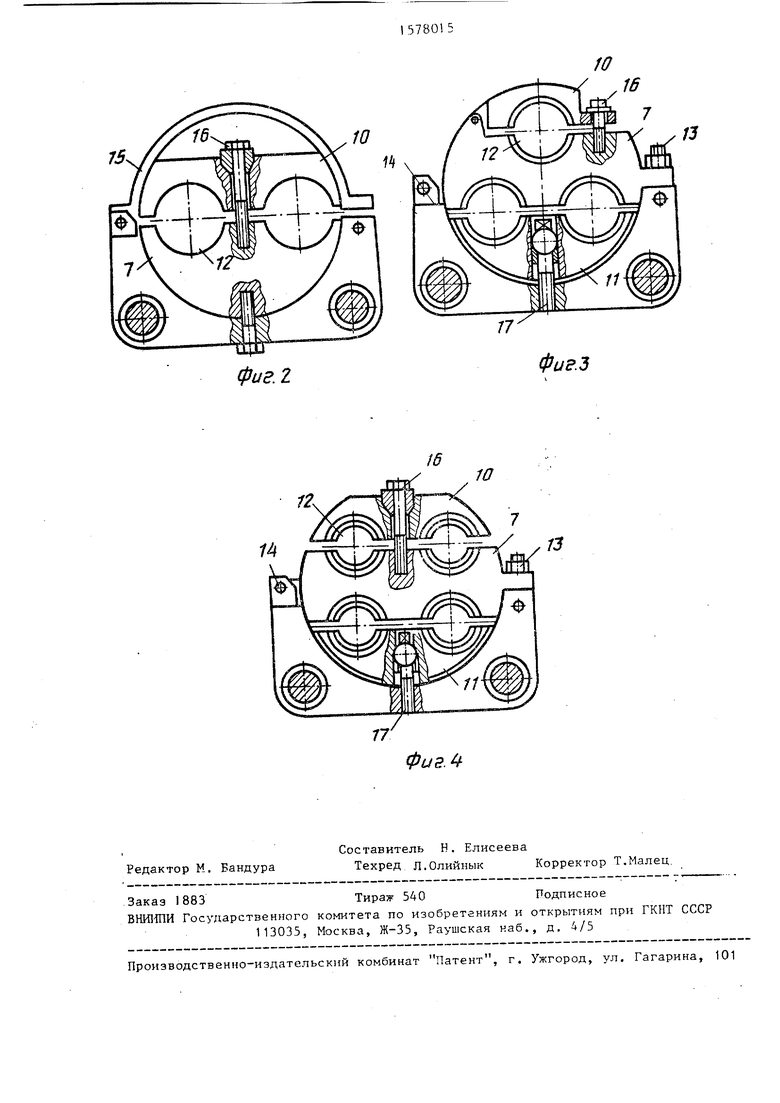
На фиг. 1 изображено устройство, общий вид, на Фиг, 2 - конструкции вкладышей при различном количестве свариваемых труб.
Устройство для сварки труб из термопластов содержит подвижные 1 и неподвижные 2 зажимные хомуты, установленные на направляющих 3, торцевалъ- ную Фрезу 4, нагревательный элемент 5 и механизм 6 сжатия.
Внутрь зажимных хомутов , 2 вставлены разъемные вкладыши 7. На корпусе неподвижного хомута 2 на поворотной оси 8 установлен упор 9 в виде
пластины для фиксации торцов труб при креплении их в хомутах перед торцовкой. Упор установлен на оси 8 с возможностью поворота в плоскости, перпендикулярной оси зажимных хомутов .
На корпусах вкладышей 7 установлены регулируемые верхние 10 и нижние 11 прижимы для фиксации труб во вкладышах 7. Вкладыши 7 выполнены по меньшей мере с двумя отверстиями 1 2. Отверстия во вкладышах 7 подвижных 1 и неподвижных 2 хомутов расположены соосно относительно друг друга. Вкладыши 7 в хомутах крепятся при помощи запорных механизмов 13 и шарниров 14. Зажимные хомуты содержат также верхние полукольца 15, упорные винты 16 и прижимные устройства 1 7.
сл
ч4
00
сл
Ус DOi C-зо работает следующим сбJrt ЗОМ ,
Пеогп; vi-тачовкой корпусов вкладышей 7 и ;мл-чил прижило:. 1 а зависи- мосчи о ) диаметров свариваемых труб 18 нео&л димо демонтировать полукольца 15 зажимных хомутов.
Концы труб 18 устанавливают в корпус вкладыша 7 (фиг.2) или в нижние прижимы 1 (фиг.З) до упора торцами в боковую поверхность установленного Б зону сварки упора 9. Далее перемещая нижний прижим 11 с помопгыо упорного винта 16, находят такое его положение, при котором трубы 18 надежно прижимаются к корпусу вкладыша 7 при фиксированном его ппггожении запорным механизмом 13, после чего устанавливают трубы 18 ме/сду корпусом вкладыша 7 и верхним прижимом 10 и закрепляют их с помонпью прижимных устройств 17.
После закрепления труб 18 упор 9 вьюодят из зоны сварки и на его место вводят торцэвальн/то Фрезу 4. торцовку груб 8, фрезу 4 удаляют и в зону сварки вводят нагревательный элемент 5 для одновременного оплагле
5
5
С.
кия Bi .-x торцов. Затем при помощи механизма 6 сжатия -трубы соединяются друг с другом сплавленными торцами, образуя одновременно не менее двух плетей труб. После полного остывания сварных швов запорные механизмы размыкают и сваренные плети извлекают из корпусов вкладышей.
Устройство перемещают к концам плетей труб и процесс повторяется.
Формула изобретения
Устройство для сварки труб из термопластов, содержащее смонтированные на направляющих подвижные и неподвижные закямные омуты с вкладышами для Tpyfi, нагпезательный элемент и механизм сжатия, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено упором, смонтированным на неподвижном хомуте с возможностью поворота в плоскости, перпендикулярной оси зажимных хомутов, а вкладыши выполнены по меньшей мере с двумя отверстиями и с регулируемыми прижимами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из теромпластов | 1975 |
|
SU539777A1 |
| Устройство для сварки труб из термопластов | 1983 |
|
SU1246526A1 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1435480A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| Устройство для сварки труб из термопластов | 1980 |
|
SU941192A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641638A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1399162A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1682200A1 |
Изобретение относится к сварке пластмасс, а именно к устройствам для контактной сварки труб из термопластов. Цель - повышение производительности устройства. Для этого устройство для сварки труб из термопластов снабжено упором, смонтированным на неподвижном хомуте с возможностью поворота в плоскости, перпендикулярной оси зажимных хомутов. Вкладыши выполнены по меньшей мере с двумя соосными отверстиями и с регулируемыми прижимами. 4 ил.
и 71°
фиг. Z
12,
Фиг.З
| Устройство для сварки труб из термопластов | 1985 |
|
SU1321605A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
