Изобретение относится к сварке пластмасс и может нгйти применение при стыковой сварке термопластичных полимерных материалов.
Целью изобретения является повышение качества сварного соединения.
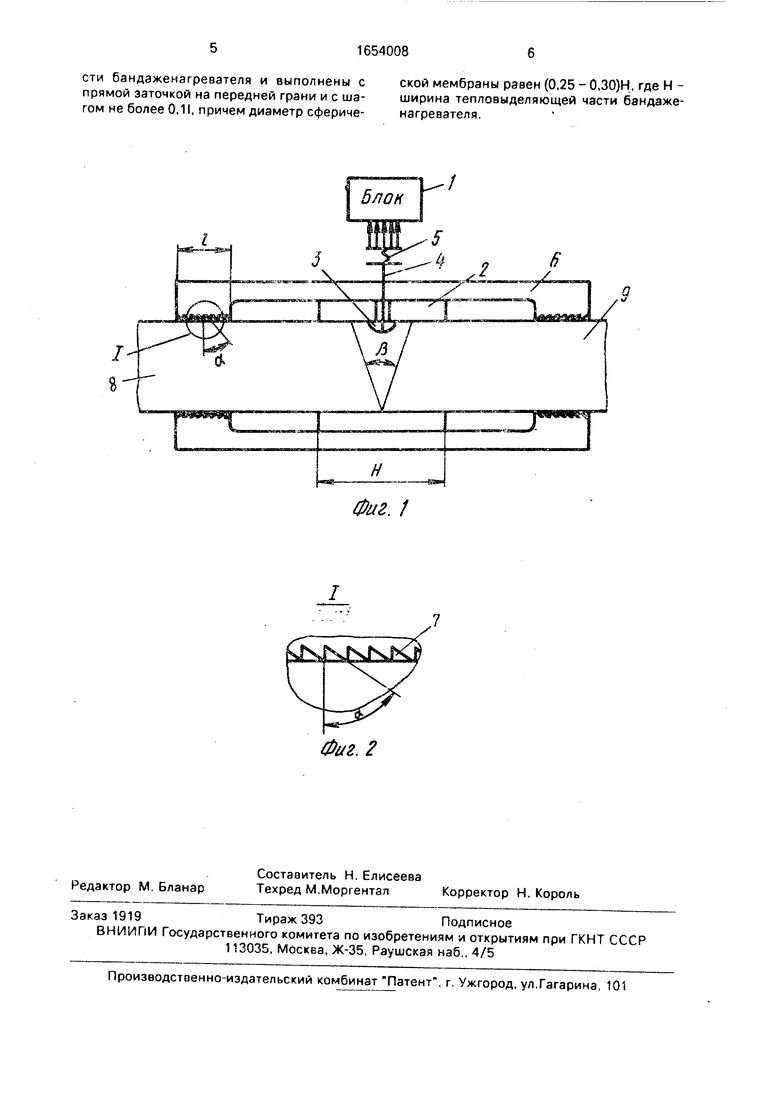
На фиг.1 изображена схема устройства; на фиг.2 - узел I на фиг.1.
Устройство для стыковой сварки термопластичных полимерных материалов содержит блок 1 питания, бандаженагреватель 2 и датчик перемещения расплава, выполненный в виде сферической мембраны 3 и связанного с ней одним концом штока 4 с концевым выключателем 5 на другом конце. Сферическая мембрана 3 выполнена из теплостойкого антиадгезионного материала и
размещена внутри бандаженагревателя 2. Концевой выключатель 5 соединен с блоком 1 питания. Бандаженагреватель выполчен из двух разъемных в горизонтальной плоскости частей с зубчатыми участками 6 у торцов, длина которых l(0,35 - 0,40)Н, где Н - ширина тепловыделяющей части банда- женагревателя (фиг. 1). Указанная длина зуб- чатых участков бандаженагревателя обеспечивает надежную фиксацию деталей. Если длина участка меньше, чем 0.35Н, то при сварке деталей толщиной более 25 мм не обеспечивает надежного фиксирования свариваемых деталей в процессе сварки. При длине зубчатого участка более, чем ,4H улучшение центрирования и фиксация свариваемых деталей не происходит, Зубья 7 участков 6 расположены под углом
о ел
4 О
о
со
- 70° к торцовой поверхности бандэ- женагревателя (фиг.2).
В процессе нагрева при сварке происходит термическое расширение деталей, вследствие чего возникают усилия, направленные перпендикулярно к плоскости сварки. Угол заточки зубьев более 70° не обеспечивает надежной фиксации деталей в процессе нагрева, «то приводит к проскальзыванию их относительно бандаже- нагревэтеля. Проскальзывание деталей значительно снижает усилия, необходимые для перемещения расплава по V-образной разделке кромок, чтобы заполнить ее. Ненадежная фиксация приводит только к частичному заполнению V-образной разделки, а это является причиной таких дефектов, как пористость и непровары. Угол заточки менее 60° не обеспечивает свободного протекания процесса усадки сварного шва.
При охлаждении сварного шва должно происходить свободное перемещение сваренных деталей в направлении, перпендикулярном плоскости сварки. Чтобы исключить образование седловидности в процессе усадки шва угол заточки зубьев должен быть а (60 - 70°). Появление седловидности в околошовной зоне приводит к уменьшению сечения сваренных деталей и появлению остаточных напряжений, что под действием нагрузки приводит к разрушению шва. Передняя грань зубьев выполнена с прямой заточкой. Это необходимо для того, чтобы обеспечить надежную фиксацию свариваемых поверхностей. Такая заточка в сочетании с шагом зуба 0,11 не позволяет зубчатому сектору углубиться в поверхность свариваемых деталей на глубину более 0,5 мм. Царапины глубиной более 0,5 мм не допускаются.
Диаметр сферической мембраны 3 равен (0,25 - 0,3)Н, где Н - ширина тепловыделяющей части бандаженагревателя 2. Это обусловлено тем, что для осуществления контроля за окончанием процесса заполнения расплавом верхней части V-образной разделки кромок достаточно зафиксировать величину перемещения штока, равную половине диаметра сферической мембраны. Конструктивное выполнение мембраны больше, чем 0,3 Н приводит к затруднению размещения ее в разделке кромок, а также к перемещению ее расплавом вверх по разделке в процессе нагрева и оплавления кор- ня шва. Выполнение сферической мембраны диаметром менее 0,25 Н приводит к снижению чувствительности контроля
за перемещением расплава вследствие уменьшения площади контакта мембраны с расплавом.
Устройство работает следующим образом.
После сборки деталей 8 и 9 под сварку осуществляют включение бандаженагревателя 2 через блок 1 питания. Нагревательный элемент (не показан), начинает
оплавлять и нагревать зону стыка и возле него. В результате температурного расширения свариваемые торцы деталей 8 и 9, расположенные над углом /3 , начинают перемещаться навстречу друг другу, т.е. в направлении, перпендикулярном к стыку. В то же время выдавленный расплавленный материал корня шва, оплавляя свариваемые торцы, заполняет собой V-образную разделку и начинает воздействовать на мембрану датчика перемещения расплава. Как только расплав заполнит всю разделку, деформируется мембрана и перемещает шток, а последний производит отключение блока 1
питания с помощью концевого выключателя
5, нагрев прекращается.
Как только расплавленный материал, который заполняет V-образную разделку, переходит в твердое состояние, начинает
происходить усадка сваренных деталей в направлении стыка, как результат тепловых деформаций. Конструктивные особенности зубчатого участка не препятствуют свободному перемещению свариваемых деталей в
направлении шва. В связи с этим в процессе формирования шва отпадает необходимость в сбрасывании давления, с которым бандаженагреватель первоначально прижимается к деталям.
Таким образом, процесс нагрева деталей и формирования сварного шва происходит автоматически.
Формула изобретения Устройство для стыковой сварки термопластичных полимерных материалов, содержащее бандаженагреватель и блок питания, отличающееся тем. что. с целью повышения качества сварного соеди- нения, устройство снабжено датчиком перемещения расплава, выполненным в виде размещенной внутри бандаженагревателя сферической мембраны из теплостойкого антиадгезионного материала и связанного с ней одним концом штока, снабженного на свободном конце концевым выключателем, а бандаженагреватель выполнен из двух разъемных в горизонтальной плоскости частей с зубчатыми участками у торцов, длина которых 1(0,35 - 0.401Н, а зубья расположены под углом 60-70 к торцовой поверхности бандаженагревателя и выполнены с прямой заточкой на передней грани и с шагом не более 0,11, причем диаметр сферической мембраны равен (0,25 - 0,30)Н. где Н - ширина тепловыделяющей части бандаженагревателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой сварки деталей из термопластичных полимерных материалов | 1987 |
|
SU1504102A1 |
| Способ стыковой сварки деталей из термопластичных материалов | 1984 |
|
SU1212835A1 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБ ПРИ ИЗГОТОВЛЕНИИ ТРУБОПРОВОДОВ | 2003 |
|
RU2229968C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
Изобретение относится к области сварки пластмасс и может найти применение при стыковой сварке термопластичных полимерных материалов. Цель - повышение качества сварного соединения. Для этого устройство для стыковой сворки термопластичны/ полимеочых материалов снабжено датчиков перемещения расплава, выполненным в виде размещенной внутри банда- жензгревателя сферической мембраны из теплостойкого ант1,адгезионного материала и связанного с ней одним концом штока. Шток снабжен концевым выключателем, расположенным на его свободном конце. Бандаженагревате чь выполнен из двух разъемных в горизонтальной п-лоскости ш- стей с зубчатыми участками у торцоз. Д.пина зубчатых участков И0.35 - О, ЮН-. Зубьо расположены под углом 60 - 70° к повеохности бгндаженафеаат лг. и выполнены с прямой заточкой на передней грани. Шаг зубьев не более 0,1. Диаметр сферической мембраны равен (0,25 - 0,3)Н. где Н - ширина тепловыделяющей части бзндахе- нагревателя.2 ил.
Фиг. 2
Фиг. /
| Способ сварки встык | 1971 |
|
SU501885A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ стыковой сварки деталей из термопластичных материалов | 1984 |
|
SU1212835A1 |
| Солесос | 1922 |
|
SU29A1 |
