Изобретение относится к технологии изготовления гофрированной зубцовой зоны магнитопроводов электрических машин из непрерывной ленты и может быть использовано в электрической промышленности.
Целью изобретения является улучшение качества изготавливаемых изделий путем повышения точности геометрических размеров.
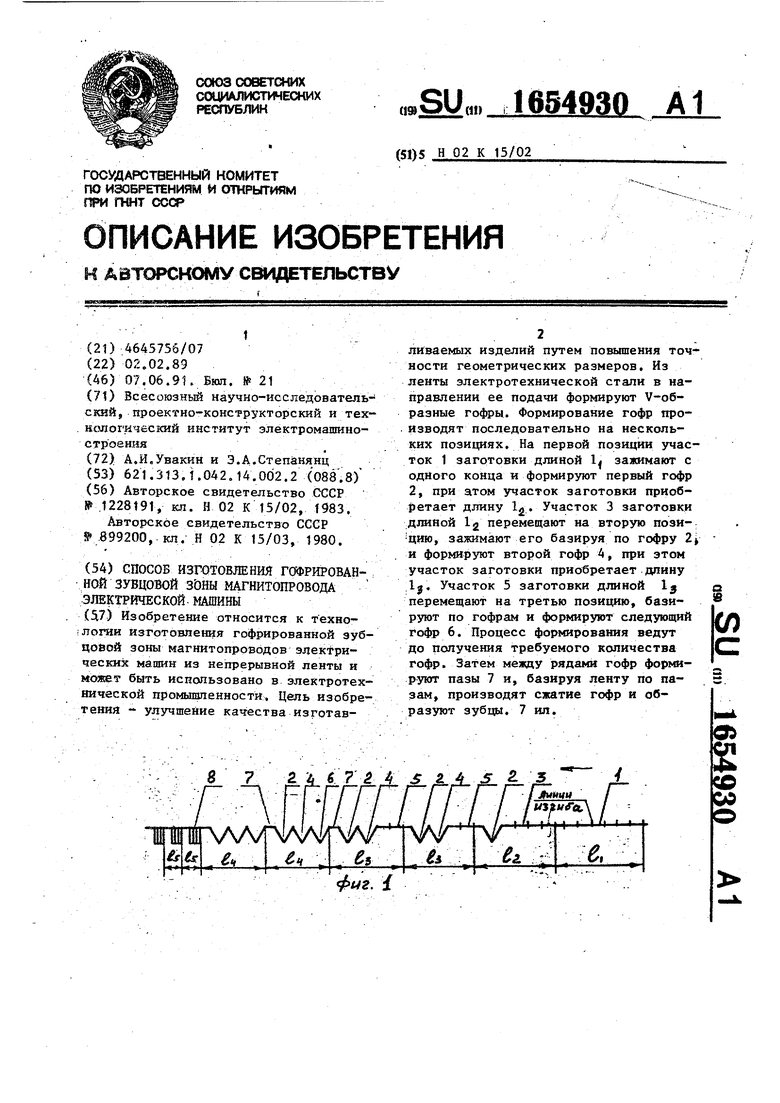
На фиг.1 показаны участки заготовки в процессе формирования гофр на фиг.2-6 - последовательность операций формования зубцовой зоны маг- нитопровода на фиг.7 - готовое изделие .
Способ изготовления гофрированюй зубцовой зоны магнитопровода электрической машины осуществляют следующим образом.
Формирование гофр производят последовательно на нескольких позициях На первой позиции участок 1 заготовк из ленты электротехнической стали длиной 1{ 9 необходимый для образования одного зубца и паза, зажимают с одного конца и формируют первый гсфр 2 V-образной формы (фиг.2), При этом усилие формовки должно обеспечить калибровку формуемого гофра по всей его поверхности. В процессе формирования первого гофра участок 1 загс- товки уменьшается на величину, необходимую для образования этого гофра до длины 12„ Участок 3 заготовки лли ной lg со сформированным первым V- образным гофром перемещают на вторую позицию, зажимают его, базируя по сформированному гофру 2, и формируют второй гофр 4 V-образной формы ана - логично гофру 2 (фиг, 3). В процессе формирования второго гофра участок 3 заготбвки уменьшается на величину, необходимую для образования второго гофра до длины lj. Участок 5 заготовки длиной 1 со сформирован5
0
5
0
5
0
5
0
5
ными двумя V-образными гофрами перемещают на третью позицию, зажимают его, базируя по сформированным гофрам, и формируют следующий гофр 6 V- образной формы аналогично предыдущим гофрам (фиг. 4),
Процесс формирования V-образных гофр ведут до тех пор, пока не будет получено заданное количество гофр, необходимое для образования зубца. По окончанию формирования заданного количества гофр между рядами гофр формируют трапецеидальные пазы 7. Окончательно сформированный ряд гофр длиной аг перемещают на следующую позицию, базируют ленту по трапецеидальным пазам 7, производят сжатие гофр и образуют зубец 8, сближая при этом боковые стенки V-образных гофр до полного их соприкосновения (фиг.5 и 6), таким образом получают зубцовую зону магнитопровода с заданным шагом 15 (фиг.7).
Формула изобретения
Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины, по которому из ленты электротехнической стали в направлении ее подачи формируют V-образ- ные гофры с расстоянием между рядами гофр, соответствующим размеру паза, производят сжатие гофр с образованием зубцов и пазов, отличающийся тем, что, с целью улучшения качества изготавливаемых изделий путем повышения точности геометрических размеров, формирование гофр производят последовательно на нескольких позициях, базируя ленту на каждой последующей позиции по уже сформированным гофрам, при этом на каждой последующей позиции по ходу подачи ленты количества формируемых гофр увеличивают на единицу.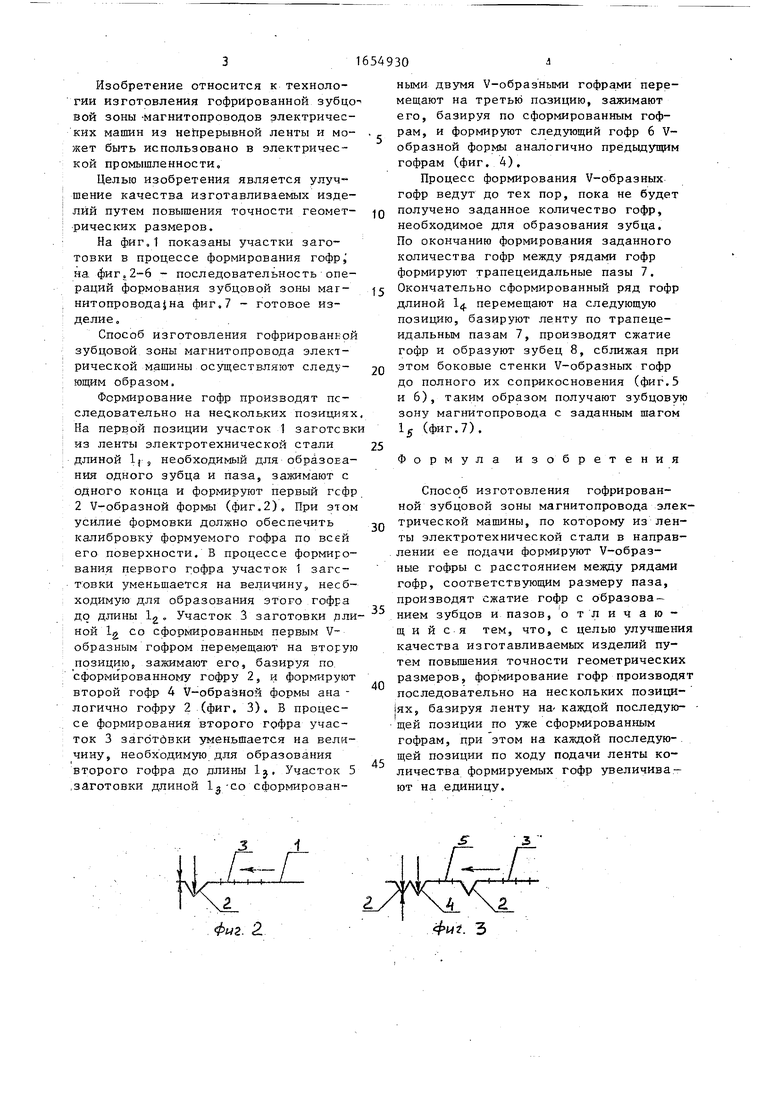
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированной зубцово-пазовой зоны магнитопровода электрической машины | 1985 |
|
SU1387109A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Устройство для изготовления гофрированной зубцовой зоны электрической машины | 1981 |
|
SU964871A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU1001329A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Способ изготовления зубцового слоя магнитопровода электрической машины | 1983 |
|
SU1270840A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Магнитопровод электрической машины | 1980 |
|
SU881991A1 |

Фиг 2.
. Ъ
Фиг. 4
Фаг. Б
Фиг. 7
/
/vtfVV -VФиг. 5
| Способ изготовления зубцовой зоны магнитопроводов | 1984 |
|
SU1228191A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
