filOpyWHQ
ff. поверхность & /г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Устройство для гибки труб | 1981 |
|
SU995979A1 |
| Узел гибки станка для гибки с растяжением | 1980 |
|
SU984563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
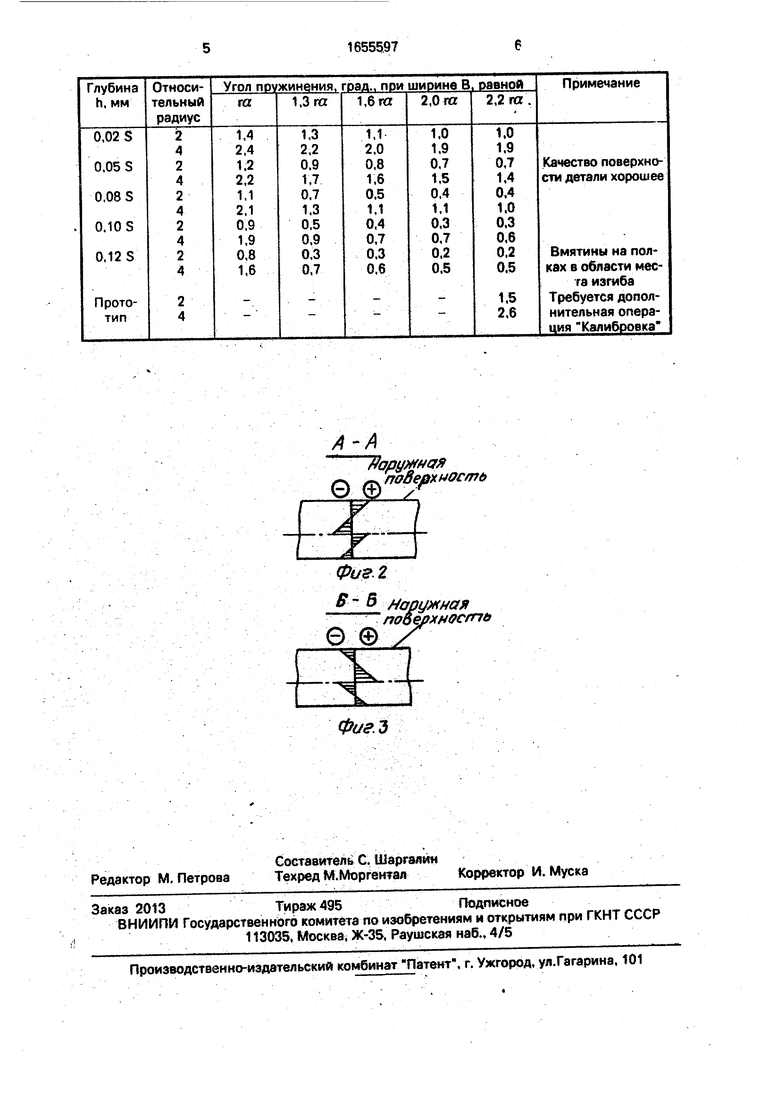
Изобретение относится к обработке металлов давлением, в частности к способам получения деталей гибкой из листовых заготовок. Цель изобретения - повышение качества готовых изделий за счет снижения упругого пружинения их полок. Заготовку 1 в местах изгиба 2 пластически деформируют на глубину 0,05-0,10 толщины заготовки, при ширине очагов деформации 1,3-2,0 от протяженности внутреннего криволинейного участка заготовки в месте изгиба, затем укладывают на матрицу 3 и пуансоном 4 осуществляют гибку. По окончании цикла гибки изделие 5 удаляют из матрицы выталкивателем 6. 3 ил.. 1 табл.
Фиг 2
6 Наружная
поверхность
Фиг.Ъ
| Давыдов В.И., Максаков М.П | |||
| Производство гнутых тонкостенных профилей | |||
| М., 1959, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
