Изобретение относится к обработке металлов давлением, в Частности к изготовлению оболочек с поперечными гофрами.
Цель изобретения - повышение надежности и качества готовых изделий зз счет оптимизации движения силовых элементов конструкции.
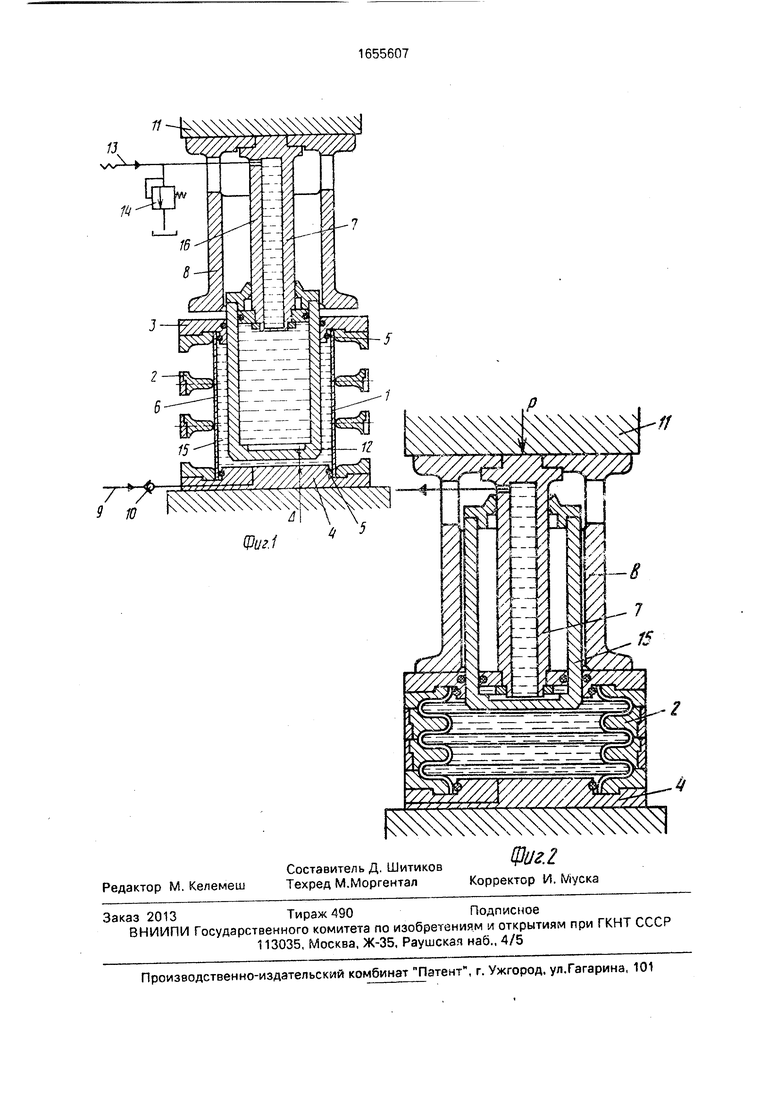
На фиг,1 показано устройство для гидравлического гофрирования оболочек в начальный момент формования; на фиг.2 - то же, в конечный момент формования.
Устройство для гидравлического гофри рования оболочек содержит матричный блок 1 с разъемными кассетами 2, с подвижной 3 и неподвижной 4 концевыми матрицами, с узлами 5 уплотнения заготовки 6, узел 7 регулирования давления и нажимную плиту 8. Матричный бток сеязач с шдрос / с;е- мой 9 подачи формующей жидкости че.з управляемый обратный клапан IG. Нажимная плита 8 жестко связана с механизмом 1 осадки и установлена с возможностью взаимодействия с подвижной концевой матрицей 3. Узеп 7 регулирования давления выполнен в виде гидроцилиндра 12 и дополнительной гидросистемы 13 с предохранительным клапаном 14. Гидроиилиндр 12 содержит корпус 15. установленный в матричном блоке 1 с возможностью осевого перемещения, и закрепленный на нажимной плите 8 погый шток 16 с поршнем 17. Поршень взаимодействует с корпусом 15 в одном из крайних положений Корпус 15
о ел ел о о VI
посредством полого штока 16 соединен с дополнительной гидросистемой 13.
Устройство работает следующим образом.
Заготовку 6 устанавливают в устройство. Корпус 15 гидроцилиндра 12 при помощи механизма 11 осадки размещают таким образом, что между его торцом и неподвижной концевой матрицей 4 остается зазор Л. .Аналогичный зазор обеспечивают между нажимной плитой 8 и подвижной концевой матрицей 3. Заготовку заполняют формующей жидкостью из магистрали гидросистемы 9 через управляемый обратный клапан 10. В гидроцилиндр 12 подают рабочую жидкость из магистрали дополнительной гидросистемы 13 и создают давление, регулируемое предохранительным клапаном 14. Затем механизм 11 осадки перемещает полый шток 16 с поршнем 17, повышая давление рабочей жидкости в гидроцилиндре 12. Корпус 15 гидроцилиндра 12 вдвигается в матричный блок на величину Л сжимает формующую жидкость до заданного давления qi и обеспечивает необходимое выпучивание стенки заготовки 6 между кассетами 2. При этом предохранительный клапан 14 настроен на давление Q2. определяемое из соотношения
где qa - давление рабочей жидкости в гидроцилиндре, МПа;
qi - давление формования заготовки, МПа;
GI - вес оправки, кН;
F - сила трения в элементах уплотнения, кН;
DI - наружный диаметр корпуса гидроцилиндра, м;
D2 - внутренний диаметр корпуса гидроцилиндра, м.
При дальнейшем движении механизма 11 осадки, штока 16 и поршня 17 рабочая жидкость вытесняется через предохранительный клапан 14, сохраняя постоянным давление формообразования qi в полости заготовки. Нажимная плита 8 взаимодействует с подвижной концевой матрицей 3,
обеспечивая смыкание матриц. Происходит осадка гофров. При этом обьем изделия уменьшается, что вызывает автоматическое перемещение корпуса 15 гидроцилиндра 12
вверх при постоянном значении давлений qiH qa. За счет этого обеспечивается размещение избыточной жидкости, появляющейся вследствие уменьшения по ходу деформирования объема заготовки.
После окончания формования сильфона
механизм 11 осадки возвращается в исходное положение, оправка 6 плавно опускается, а матричный узел разбирается для сьема изделия.
Нарастание давления формующей жидкости до заданного значения qi и последующая компенсация изменения объема жидкости во время осадки происходят автоматически без дополнительных переключений исполнительных механизмов за счет оптимизации движений силовых элементов конструкции, что упрощает процесс гофрирования и повышает надежность устройства.
Формула изобретения
Устройство для гидравлического гофрирования оболочек, содержащее связанный с гидросистемой матричный блок с разъемными кассетами, с подвижной и неподвижной
концевыми матрицами, с узлами уплотнения заготовки и узел регулирования давления, отличающееся тем, что, с целью повышения надежности и качества готовых изделий за счет оптимизации движения силовых элементов конструкции, оно снабжено нажимной плитой, установленной с возможностью взаимодействия с подвижной концевой матрицей, а узел регулирова- ния давления выполнен в виде
гидроцилиндра, содержащего корпус, установленный в матричном блоке с возможностью осевого перемещения, и закрепленный на нажимной плите полый шток с поршнем, установленным с возможностью взаимодействия с корпусом в одном из крайних положений, дополнительной гидросистемы с предохранительным клапаном, при этом корпус посредством полого штока связан с дополнительной гидросистемой.
Щ2;ЩШ Ш
SA/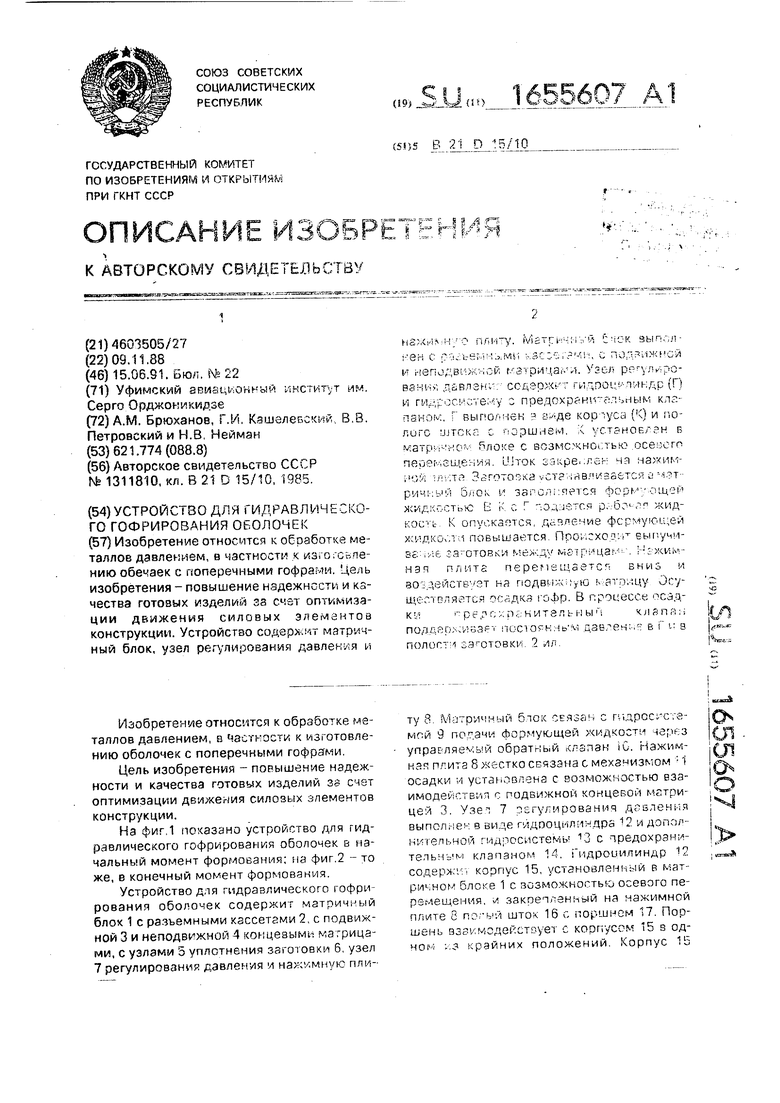
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлического гофрирования оболочек | 1985 |
|
SU1311810A1 |
| Устройство для изготовления оболочек с продольными гофрами | 2024 |
|
RU2836372C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГОФРОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1991 |
|
SU1826241A1 |
| Устройство для гофрирования плоских заготовок секторной формы | 1977 |
|
SU703185A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Устройство для изготовления сильфонов | 1984 |
|
SU1263390A1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2302920C1 |
| Устройство для изготовления сильфонов из трубных заготовок | 1986 |
|
SU1333442A1 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
Изобретение относится к обработке металлов давлением, в частности к изгогсьпе нию обечаек с поперечными гофрами. Цель изобретения - повышение надежности и качества готовых изделий за счет оптимизации движения силовых элементов конструкции. Устройство содержит матричный блок, узел регулирования давления и нажимн/о плиту. Матрич;)/и Ј юк выполнен с ро ьемными ,ми, с пол ижмои и неподвижной матрицами. Узел регулирования давлени содержи гидроцмпиндр(Г) и гидросистему с предсхранитртъным клапаном. Г выполнен в виде корпуса (К) и по- лиго штока с поршнем. установлен в матричном блоке с возможно тью осеисго перемещения Шток зткре. лон чп нажим- ,юи 1литп Заготопка ста.ывлиаается ймзт ричный блок и заполняется форм ощои жидкостью В К с Г -очнется р, жид- ь К опускается, давление фсрмуюи;еи жидко ли повышается Происхолит выпучивание заготовки между матрицам- Ъжим пая плита перемещаетсп вниз и воздействует на подвих м/ю N атрицу Осуществляется осадка юфр. В процессе лсзд- ки предохранительным клала-, поддерл.иварт nocTO H.ib M давлен ..- в Г г в полости заготовки 2 ил tn
| Устройство для гидравлического гофрирования оболочек | 1985 |
|
SU1311810A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
