Изобретение относится к обработке металлов давлением, в частности к гибочным штампам.
Цель изобретения - улучшение качества изделий за счет повышения точности угловых параметров.
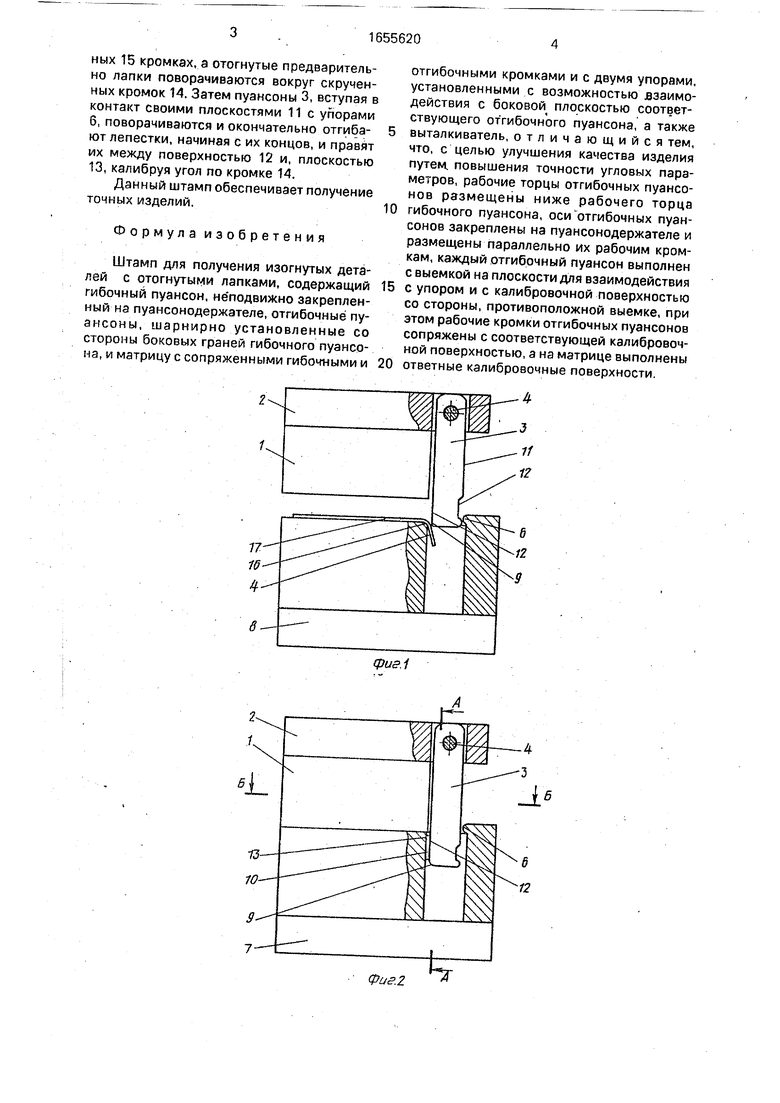
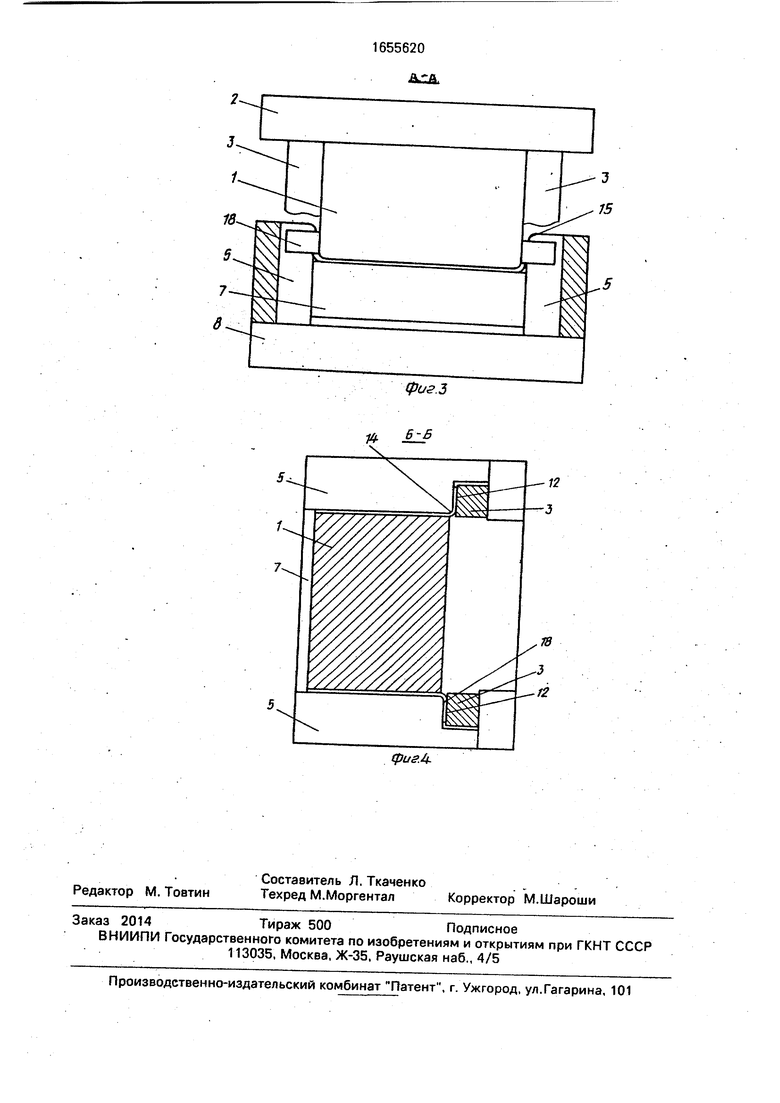
На фиг. 1 и 2 показан штамп в момент отгибки лапок и гибки изделия, соответственно; на фиг. 3 - сечение А--А на фиг 2; на фиг. 4 - сечение Б-Б на фиг. 2.
Штамп содержит гибочный пуансон 1, закрепленный в пуансонодержателе 2, отгибочные пуансоны 3, установленные на осях 4 на пуансонодержателе 2 по обе стороны от пуансона 1, а также матрицу 5, состоящую из двух полуматриц, упоры 6 и подпружиненный выталкиватель 7, установленные на основании 8. Рабочие торцы отгибочных пуансонов 3 размещены ниже рабочего торца гибочного пуансона 1, оси 4 размещены параллельно их рабочим кромкам 9. Отгибочные пуансоны 3 выполнены с выемками 10
на плоскостях 11, взаимодействующих с упорами 6
Над рабочими кромками 9 отгибочных пуансонов 3 с противоположной стороны от плоскостей 11 размещены калибровочные поверхности 12. На матрице 5 выполнены ответные калибровочные поверхности в виде плоскостей 13 и скругленных кромок 14. На матрице 5 также выполнены гибочные 15 и отгибочные 16 рабочие кромки.
Штамп работает следующим образом.
Заготовку 17 устанавливают на выталкиватель и фиксируют (элементы для фиксирования не показаны) При рабочем ходе отгибочные пуансоны 3 своими рабочими кромками 9 отгибают по кромке 16 матрицы 5 лапки 18, удерживаясь в вертикальном положении с помощью упоров 6.
При дальнейшем опускании пуансоны 3, поворачиваясь на осях 4, освобождаются от упоров 6 благодаря выемкам 10. В это время пуансон 1 изгибает заготовку 17 на гибочfe
О СП СЛ CS
го о
ных 15 кромках, а отогнутые предварительно лапки поворачиваются вокруг скрученных кромок 14. Затем пуансоны 3, вступая в контакт своими плоскостями 11с упорами 6, поворачиваются и окончательно отгибают лепестки, начиная с их концов, и правят их между поверхностью 12 и, плоскостью 13, калибруя угол по кромке 14.
Данный штамп обеспечивает получение точных изделий.
Формула изобретения
Штамп для получения изогнутых деталей с отогнутыми лапками, содержащий гибочный пуансон, неподвижно закрепленный на пуансонодержателе, отгибочные пуансоны, шарнирно установленные со стороны боковых граней гибочного пуансона, и матрицу с сопряженными гибочными и
отгибочными кромками и с двумя упорами, установленными с возможностью взаимодействия с боково плоскостью соответствующего отгибочного пуансона, а также
выталкиватель, отличающийся тем, что, с целью улучшения качества изделия путем, повышения точности угловых параметров, рабочие торцы отгибочных пуансонов размещены ниже рабочего торца
гибочного пуансона, оси отгибочных пуансонов закреплены на пуансонодержателе и размещены параллельно их рабочим кромкам, каждый отгибочный пуансон выполнен с выемкой на плоскости для взаимодействия
с упором и с калибровочной поверхностью со стороны, противоположной выемке, при этом рабочие кромки отгибочных пуансонов сопряжены с соответствующей калибровочной поверхностью, а на матрице выполнены
ответные калибровочные поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки угольников | 1985 |
|
SU1335361A1 |
| Гибочный штамп | 1976 |
|
SU659233A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Гибочный штамп для изготовления изделий с симметрично отогнутыми внутрь полками | 1988 |
|
SU1792770A1 |
| Совмещенный штамп для получения из ленты деталей с одним углом гиба | 1986 |
|
SU1349842A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
Изобретение относится к обработке металлов давлением, в частности к гибочным штампам. Цель изобретения - улучшение качества изделий за счет повышения точности угловых параметров. Штамп содержит гибочный и отгибочные пуансоны, взаимодействующие с упорами, закрепленными на основаниях. Отгибочные пуансоны вначале отгибают лапки на заготовке, потом освобождаются от упоров за счет имеющихся на них выемок, обеспечивая лапкам возможность поворота на 90°вместе с изгибаемой деталью. Затем калибрующие поверхности по матрице и пуансонах догибают и калибруют лапки 4 ил
Фиг 2
3 15
n
фигЗ
6-Б
| Мещерин В | |||
| Т | |||
| Листовая штамповка: Атлас схем | |||
| - М.: Машиностроение, 1975, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
