Известен способ протяжки крупных слитков, подверженных .внецентренной ликвации, лри котором нагретый до ковочной темлературы слиток последовательно обжимают переходами с кантовкой на угол 45 или 90°.
Предложенный способ протяжки отличается от известного тем, что за каждый переход слиток в начале обжимают с кантовкой на 90° в одном направлении с полным оборотом его вокруг продольной оси, затем поворачивают на угол 45° в любом направлении, после чего обжимают также с кантовкой на 90° в направлении, противоположном направлению е нервом обжатии, и также с полным оборотом вокруг указанной оси.
Благодаря этому улучшается проработка зоны внецентренной ликвации.
Чертеж поясняет предложенный способ.
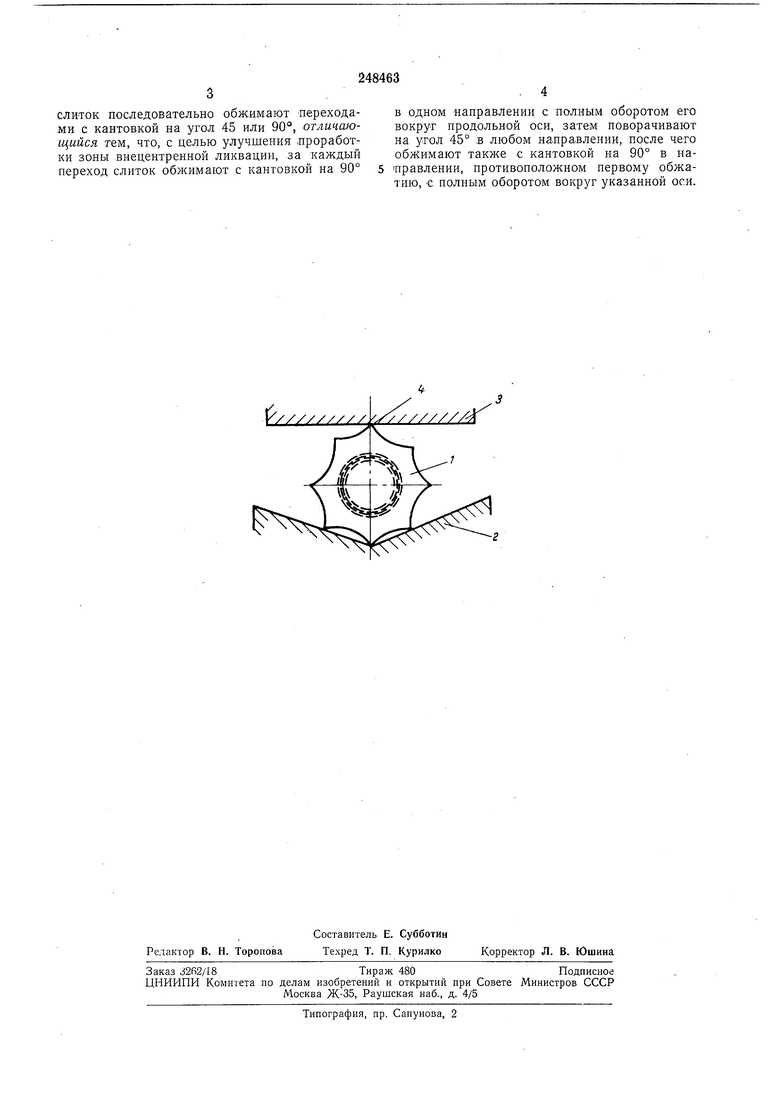
Кузнечный слиток /, нагретый до ковочиой температуры, помещают в комбинированные бойки (нижний вырезной 2 и верхний плоский 5) и подвергают обжатию на :величину 10-20VO с кантовкой на 90° в одном направлении, например по часовой стрелке, с полным оборотом его вокруг .продольной оси после каждого единичного обжатия.
CliU.iJieiEKA
под верхний боек 3 ребром, смежным с отсчетиым ребром 4.
Производят .второй цикл обжатия на величину 10-20р/о с кантовкой на 90° в направлеПИП, противоположном направлению в первом обжатии (против часовой ), также с полным оборотом вокруг Продольной оси слитка.
Указанные два цикла облсатия составляют
сложный переход протяжки, после которого обжатый участок имеет поперечное сечение восьмигранной формы.
Положительный эффект преимущественной проработки зоны внецентренной ликвации (на
чертеже иоказана пунктирной областью) достигается сосредоточением наибольщих знакопеременных перемещений металла в этих зонах. После первого перехода слиток перемещается в бойках в направлении продольной его оси па величину заданной по технологии подачи, и производится следующий переход ковки. После завершения прохода (обжатпй по всей длине .слитка) указанными переходами,
слиток куется обычным способом для получения требуемой конфигурации.
слиток последовательно обжимают переходами с кантовкой на угол 45 или 90°, отличающийся тем, что, с целью улучшения проработки зоны внецентренной ликвации, за каждый переход слиток обжимают с кантовкой на 90°
в одном нанравлении с полным оборотом его вокруг иродольной оси, затем поворачивают на угол 45° в любом направлении, после чего обжимают также с кантовкой на 90° в направлении, противоположном первому обжатию, С полным оборотом вокруг указанной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки слитков | 1980 |
|
SU925503A1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Способ ковки слитка | 1985 |
|
SU1379003A1 |