Изобретение относится к металлургии, конкретнее к установкам для непрерывной разливки металлов.
Целью изобретения является улучшение качества поверхности слитков и повышение надежности работы стенда при разливке методом плавка на плавку.
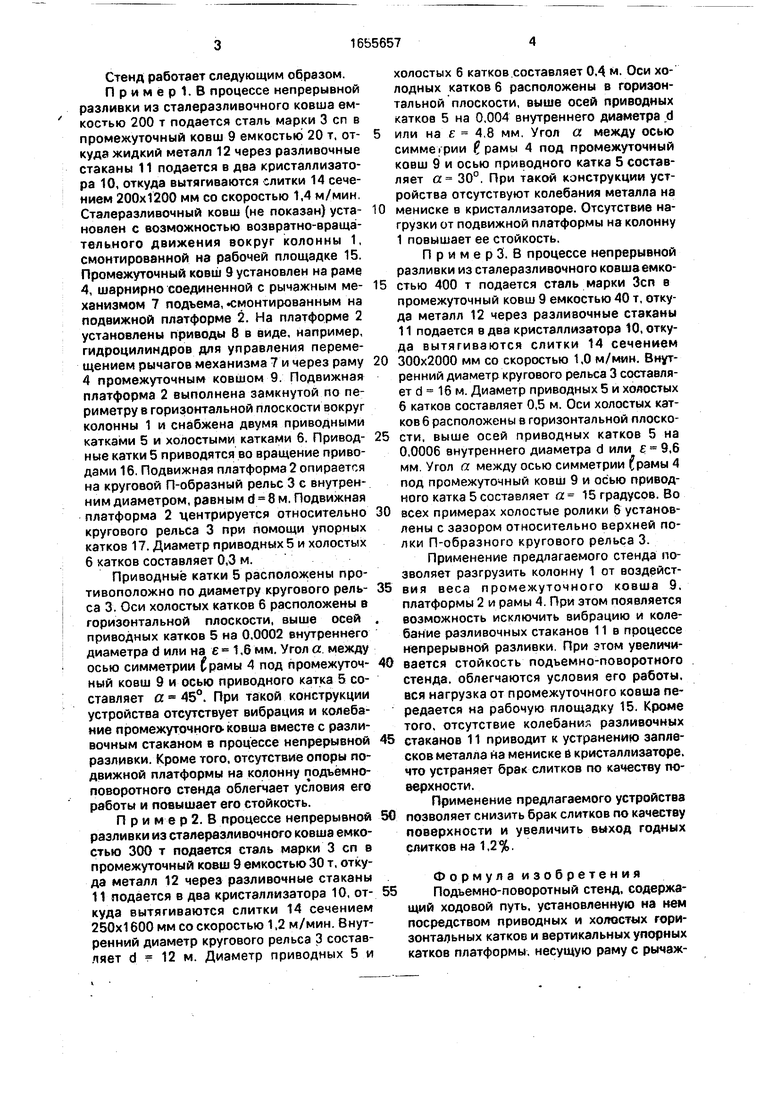
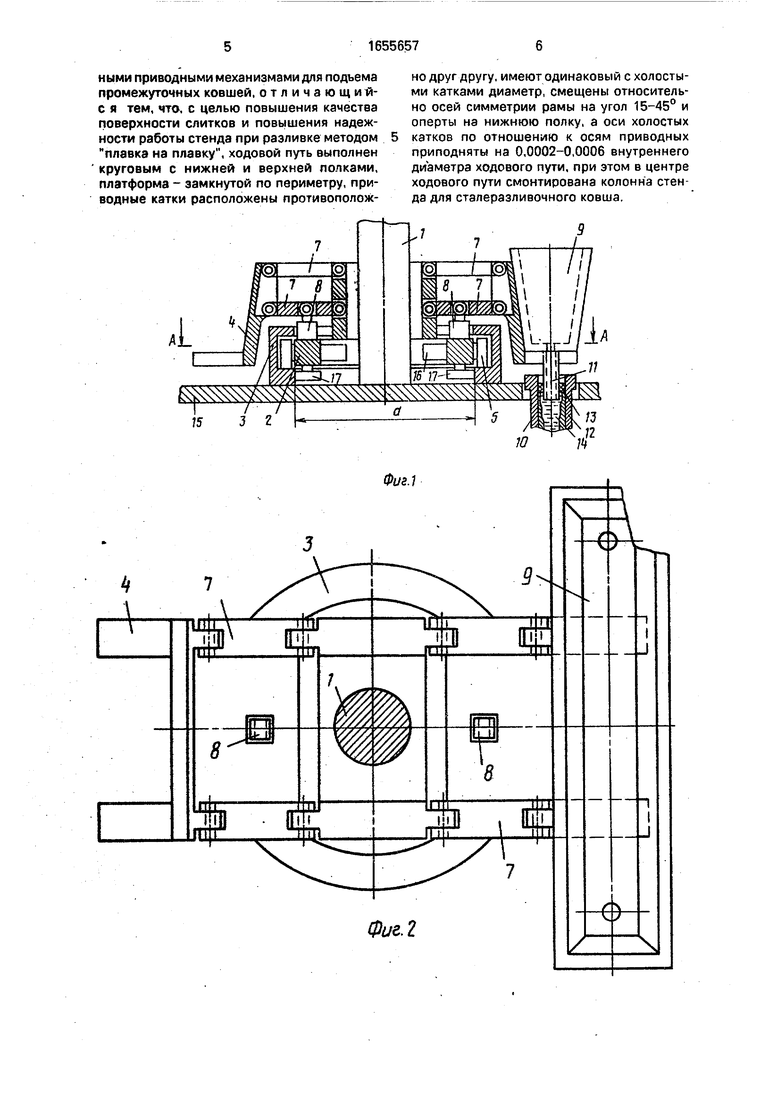
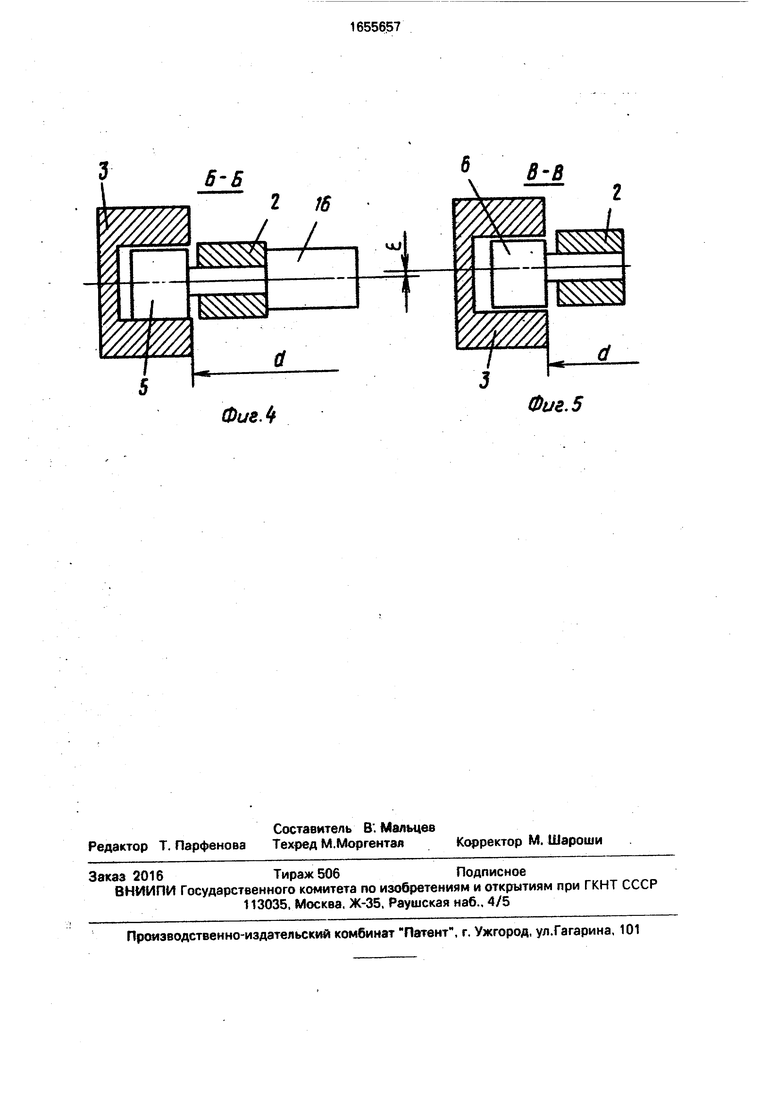
На фиг.1 показан предлагаемый стенд, общий вид; на фиг.2 - то же, вид в плане на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - разрез В-В на фиг.З.
Стенд состоит из колонны 1 для стале- разливочного ковша (не показан), подвижной платформы i 2, кругового П-образного
рельса 3, рамы 4, приводных 5 и холостых 6 горизонтальных катков, рычажного механизма 7 подъема с приводом 8, промежуточного ковша 9, кристаллизаторов 10, разливочных стаканов 11. Позицией 12 обозначен жидкий металл, 13 - слой шлаковой смеси. 14 - непрерывно-литой слиток, 15 - рабочая площадка, -16 - привод катков 5, 17 - вертикальные упорные катки.
На чертежах приняты следующие обозначения: с - разница в уровнях осей приводных и холостых валков; а - угол между осью симметрии рамы 4 и осью приводного катка 5; d - внутренний диаметр кругового рельса 3; С - ось симметрии рамы 4 под промежуточным ковшом 9.
о ел ел а ел VI
Стенд работает следующим образом.
Пример1.В процессе непрерывной разливки из сталеразливочного ковша емкостью 200 т подается сталь марки 3 сп в промежуточный ковш 9 емкостью 20 т, откуда жидкий металл 12 через разливочные стаканы 11 подается в два кристаллизатора 10, откуда вытягиваются слитки 14 сечением 200x1200 мм со скоростью 1,4 м/мин. Сталеразливочный ковш (не показан) установлен с возможностью возвратно-вращательного движения вокруг колонны 1, смонтированной на рабочей площадке 15. Промежуточный ковш 9 установлен на раме 4, шарнирно соединенной с рычажным механизмом 7 подъема, «смонтированным на подвижной платформе 2. На платформе 2 установлены приводы 8 в виде, например, гидроцилиндров для управления перемещением рычагов механизма 7 и через раму 4 промежуточным ковшом 9. Подвижная платформа 2 выполнена замкнутой по периметру в горизонтальной плоскости вокруг колонны 1 и снабжена двумя приводными катками 5 и холостыми катками 6. Приводные катки 5 приводятся во вращение приводами 16, Подвижная платформа 2 опирается на круговой П-образный рельс 3 с внутренним диаметром, равным d 8 м. Подвижная платформа 2 центрируется относительно кругового рельса 3 при помощи упорных катков 17. Диаметр приводных 5 и холостых 6 катков составляет 0,3 м.
Приводные катки 5 расположены противоположно по диаметру кругового рельса 3. Оси холостых катков 6 расположены в горизонтальной плоскости, выше осей приводных катков 5 на 0,0002 внутреннего диаметра d или на е - 1,6 мм. Угол а между осью симметрии t рамы 4 под промежуточный ковш 9 и осью приводного катка 5 составляет а 45°. При такой конструкции устройства отсутствует вибрация и колебание промежуточного- ковша вместе с разливочным стаканом в процессе непрерывной разливки. Кроме того, отсутствие опоры подвижной платформы на колонну подъемно- поворотного стенда облегчает условия его работы и повышает его стойкость.
Пример 2. В процессе непрерывной разливки из сталераэливочного ковша емкостью 300 т подается сталь марки 3 сп в промежуточный ковш 9 емкостью 30 т, откуда металл 12 через разливочные стаканы 11 подается в два кристаллизатора 10, откуда вытягиваются слитки 14 сечением 250x1600 мм со скоростью 1.2 м/мин. Внутренний диаметр кругового рельса 3 состав- пяет d 12 м. Диаметр приводных 5 и
холостых 6 катков составляет 0,4 м. Оси холодных катков 6 расположены в горизонтальной плоскости, выше осей приводных катков 5 на 0,004 внутреннего диаметра d
или на Ј 4,8 мм. Угол а между осью симмефии Ј рамы 4 под промежуточный ковш 9 и осью приводного катка 5 составляет а 30°. При такой конструкции устройства отсутствуют колебания металла на
мениске в кристаллизаторе. Отсутствие нагрузки от подвижной платформы на колонну
Iповышает ее стойкость.
ПримерЗ.В процессе непрерывной разливки из сталеразливочного ковша емко- стью 400 т подается сталь марки Зсп в промежуточный ковш 9 емкостью 40 т, откуда металл 12 через разливочные стаканы
I1подается в два кристаллизатора 10, откуда вытягиваются слитки 14 сечением
300x2000 мм со скоростью 1,0 м/мин. Внутренний диаметр кругового рельса 3 составляет d 16 м. Диаметр приводных 5 и холостых 6 катков составляет 0,5 м. Оси холостых катков 6 расположены в горизонтальной плоскости, выше осей приводных катков 5 на 0,0006 внутреннего диаметра d или с 9.6 мм Угол а между осью симметрии (рамы 4 под промежуточный ковш 9 и осью приводного катка 5 составляет а 15 градусов. Во
всех примерах холостые ролики 6 установлены с зазором относительно верхней полки П-образного кругового рельса 3.
Применение предлагаемого стенда позволяет разгрузить колонну 1 от воздействия веса промежуточного ковша 9. платформы 2 и рамы 4. При этом появляется возможность исключить вибрацию и колебание разливочных стаканов 11 в процессе непрерывной разливки. При этом увеличивается стойкость подъемно-поворотного стенда, облегчаются условия его работы, вся нагрузка от промежуточного ковша передается на рабочую площадку 15. Кроме того, отсутствие колебания разливочных
стаканов 11 приводит к устранению запле- сков металла на мениске в кристаллизаторе, что устраняет брак слитков по качеству поверхности.
Применение предлагаемого устройства
позволяет снизить брак слитков по качеству поверхности и увеличить выход годных слитков на 1,2%.
Формула изобретения Подъемно-поворотный стенд, содержащий ходовой путь, установленную на нем посредством приводных и холостых горизонтальных катков и вертикальных упорных катков платформы, несущую раму с рычажными приводными механизмами для подъема промежуточных ковшей, отличающий- с я тем, что. с целью повышения качества поверхности слитков и повышения надежности работы стенда при разливке методом плавка на плавку, ходовой путь выполнен круговым с нижней и верхней полками, платформа - замкнутой по периметру, приводные катки расположены противоположно друг другу, имеют одинаковый с холостыми катками диаметр, смещены относительно осей симметрии рамы на угол 15-45° и оперты на нижнюю полку, а оси холостых катков по отношению к осям приводных приподняты на 0,0002-0,0006 внутреннего диаметра ходового пути, при этом в центре ходового пути смонтирована колонна стен да для сталеразливочного ковша,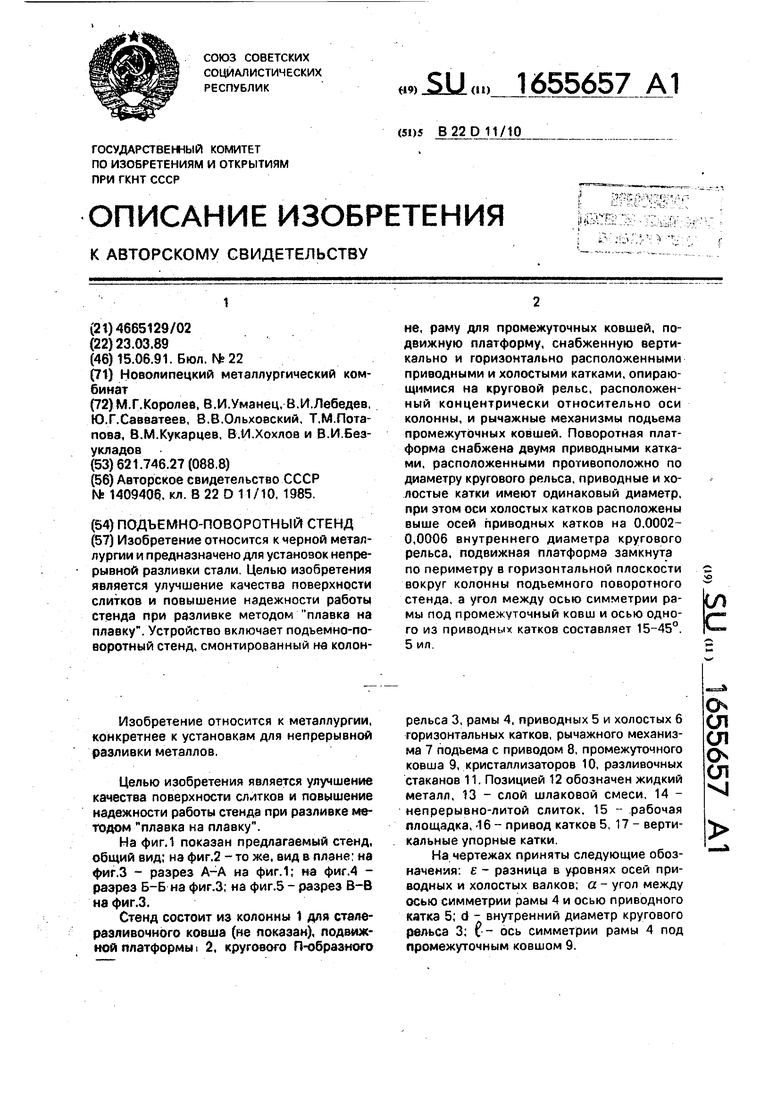
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЙОН РАЗЛИВКИ МЕТАЛЛА | 2004 |
|
RU2265498C1 |
| ПОДЪЕМНО-ПОВОРОТНЫЙ СТЕНД ДЛЯ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2037363C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2149729C1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| СТЕНД ДЛЯ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2006 |
|
RU2317177C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |
| ПОДЪЕМНО-ПОВОРОТНЫЙ СТЕНД ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРИ ПОТОЧНОМ ВАКУУМИРОВАНИИ МЕТАЛЛА | 1992 |
|
RU2037364C1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
Изобретение относится к черной металлургии и предназначено для установок непрерывной разливки стали. Целью изобретения является улучшение качества поверхности слитков и повышение надежности работы стенда при разливке методом плавка на плавку. Устройство включает подъемно-поворотный стенд, смонтированный не колонне, раму для промежуточных ковшей, подвижную платформу, снабженную вертикально и горизонтально расположенными приводными и холостыми катками, опирающимися на круговой рельс, расположенный концентрически относительно оси колонны, и рычажные механизмы подъема промежуточных ковшей. Поворотная платформа снабжена двумя приводными катками, расположенными противоположно по диаметру кругового рельса, приводные и холостые катки имеют одинаковый диаметр, при этом оси холостых катков расположены выше осей приводных катков на 0.0002- 0,0006 внутреннего диаметра кругового рельса, подвижная платформа замкнута по периметру в горизонтальной плоскости вокруг колонны подъемного поворотного стенда, а угол между осью симметрии рамы под промежуточный ковш и осью одного из приводных катков составляет 15-45°. 5 ил (Л С
ЈЈ
/5
Ю
Фиг.1
Фиг. 2
0
10
0 «ч
Фиг4
В-В
Фиг. 5
| Тележка для промежуточного ковша | 1985 |
|
SU1409406A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
