Изобретение относится к металлургической и машиностроительной отраслям и может быть использовано для изготовления длинномерных изделий типа проволоки, прутков, труб круглого и фасонного профиля.
Целью изобретения является повышение надежности, производительности, качества поверхности изделий и снижение энергозатрат.
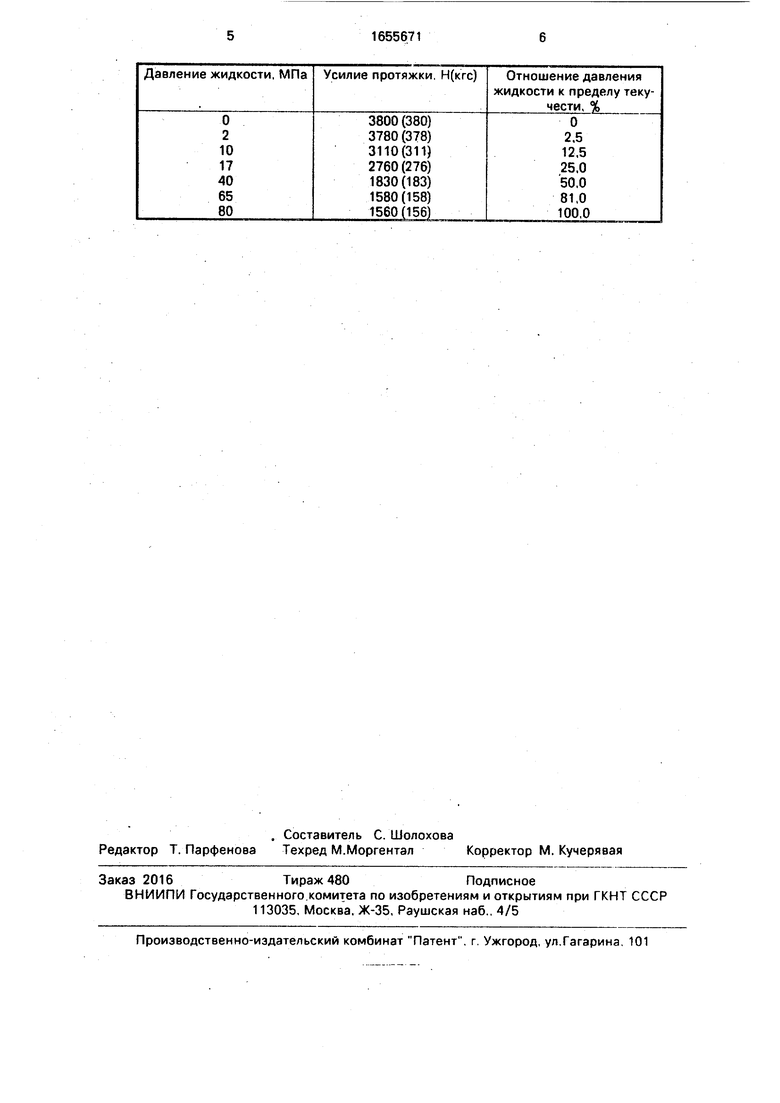
На чертеже изображен процесс срезания поверхностного слоя с длинномерного материала.
Способ срезания поверхностного слоя с длинномерных изделий осуществляется следующим образом.
Кольцевой инструмент 1 внедряют в обрабатываемый материал 2. Срезаемый поверхностный слой 3 материала образует с передней наклонной гранью кольцевого инструмента замкнутую полость 4. В кольцевом инструменте выполнены каналы 5. по которым в замкнутую полость 4 подается жидкость под давлением 0,2-1.0 от предела текучести обрабатываемого материала непосредственно в зону контакта режущей кромки кольцевого инструмента с обрабатываемым изделием. Жидкость за счет распирающих усилий создает в срезаемом слое и обрабатываемом изделии растягивающие напряжения, снижает силы трения практически до нуля и тем самым способствует интенсивному росту опережающей трещины перед режущей кромкой инструмента как по высоте, так и вовнутрь обрабатываемого изделий. Происходит срезание металла, в основном, жидкостью под высоким давлением, а режущий инструмент в этом случае выполняет функции необходимого направления развития трещины и подачи жидкости в очаг резания.
Литая без разрывов стружка в виде чулка образуется при следующих условиях срезания поверхностного слоя кольцевым режущим инструментом: обработка пластичных материалов, например алюминий, медь, термообработанная сталь и др.: использование режущего инструмента с передним углом резания +25° и более: срезание поверхностного слоя средней и повышенной толщины.
Сползая по инструменту в виде чулка, срезаемый поверхностный слой образует плотное соединение с инструментом. Подачу жидкости под давлением в зону контакта режущей кромки инструмента с обрабатываемым материалом осуществляют по каналам кольцевого инструмента 1 для выхода жидкости на переднюю и заднюю грань резца. Жидкость может подаваться в очаг резания как со стороны передней, так и задней граней инструмента 1.
Для обеспечения герметичности между
срезаемым поверхностным слоем и инструментом используется дополнительное прижатие срезаемого слоя к инструменту, например, направляющей втулкой, устанавливаемой непосредственно перед кольцевым инструментом.
Пример. Через кольцевой резец протягивали цилиндрический образец диаметром 8,0 мм из алюминия с пределом
прочности 105 и пределом текучести 80 Н/мм2. Толщинасрезаемогослоя 0.5 мм. Жидкость подавалась на режущую кромку через каналы, проделанные в резце, с выходом на переднюю грань с помощью ручного
насоса высокого давления. Замер усилия протягивания образца через режущий инструмент осуществляется на разрывной машине.
В таблице представлены результаты замера.
При давлении жидкости 2 МПа она не может еще продавить стружку и выйти из отверстия, проделанного в инструменте. Давления 10 МПа достаточно только лишь
на смазывание трущихся поверхностей и частичного снижения сил трения. При достижении давления 17 МПа происходит снижение усилия протяжки в 1,38 раза, а при 40 МПа - в 2,08 раза Минимальное
усилие достигнуто при давлении жидкости в 65 МПа. Дальнейшее увеличение давления к существенному снижению усилия не приводит, кроме того, жидкость начинает интенсивно вытекать из-под срезаемого
поверхностного слоя
Формула изобретения Способ срезания повер постного слоя с
длинномерных изделий, включающий протяжку изделия через режущий кольцевой инструмент, отличающийся тем. что, с целью повышения надежности, производительности, качества поверхности изделий
и снижения энергозатрат, в процессе срезания в замкнутую полость, образованную срезаемым поверхностным слоем и передней iранью кольцевого инструмента непосредственно в зону контакта режущей
кромки кольцевого инструмента с обрабатываемым изделием подается жидкость под давлением, равным 0.2-1,0 предела текучести обрабатываемого материала
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ ПРОТЯЖКА | 2004 |
|
RU2264892C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| Способ деформирующе-режущей обработки и протяжка для его осуществления | 1984 |
|
SU1202761A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU361093A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
Изобретение относится к металлургической и машиностроительной отраслям и может быть использовано для изготовления длинномерных изделий типа проволоки. прутков, труб круглого и фасонного профилей Цель изобретения - повышение надежности, производительности, качества поверхности изделий и снижение энергозатрат. Способ срезания поверхностного слоя заключается во внедрении кольцевого инструмента 1 в обрабатываемый материал 2 и подаче жидкости под давлением 0.2-1.0 предела текучести обрабатываемого материала по каналам 5 непосредственно в зону контакта режущей кромки кольцевого инструмента с обрабатываемым изделием, заполняя полость, образуемую срезаемым поверхностным слоем и передней наклонной гранью кольцевого инструмента 1 ил. 1 табл Ё О ел СЛ |О VI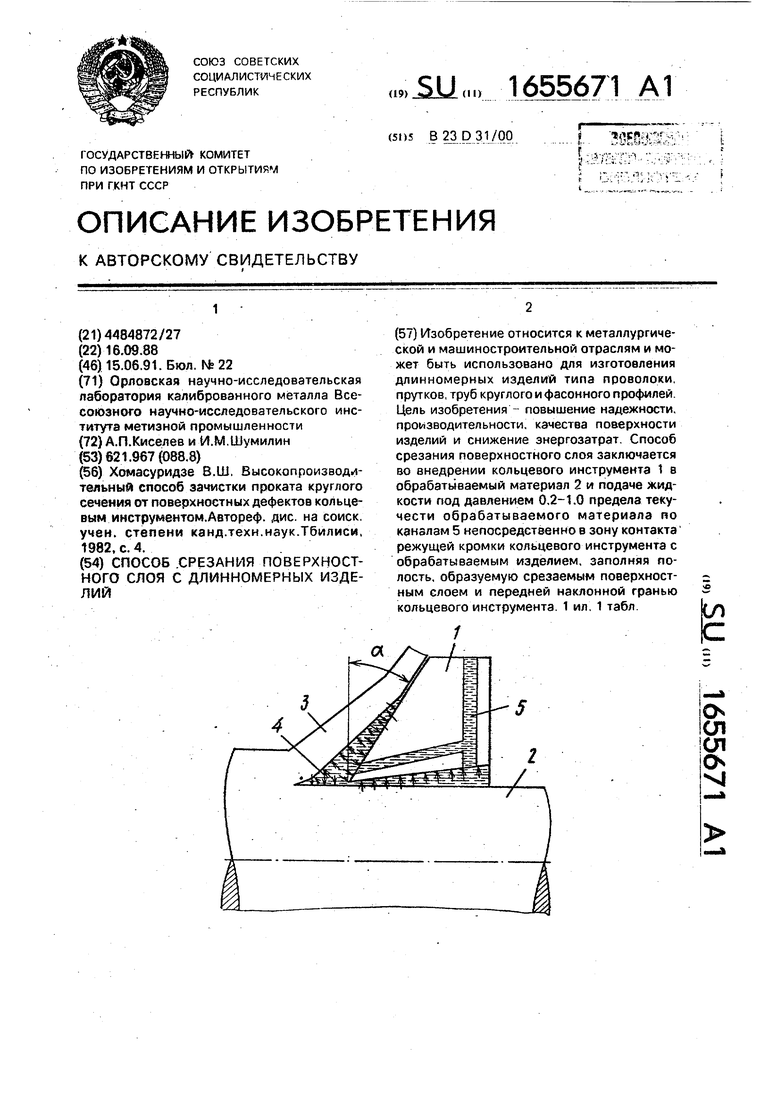
| Хомасуридзе В.Ш | |||
| Высокопроизводительный способ зачистки проката круглого сечения от поверхностных дефектов кольцевым инструментом,Автореф | |||
| дис | |||
| на соиск | |||
| учен, степени канд.техн.наук.Тбилиси, 1982, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
