Изобретение относится к сварочной технике, в частности к устройствам для подачи сварочной проволоки при автоматической сварке.
Целью изобретения является повышение надежности и точности измерения скорости подачи проволоки.
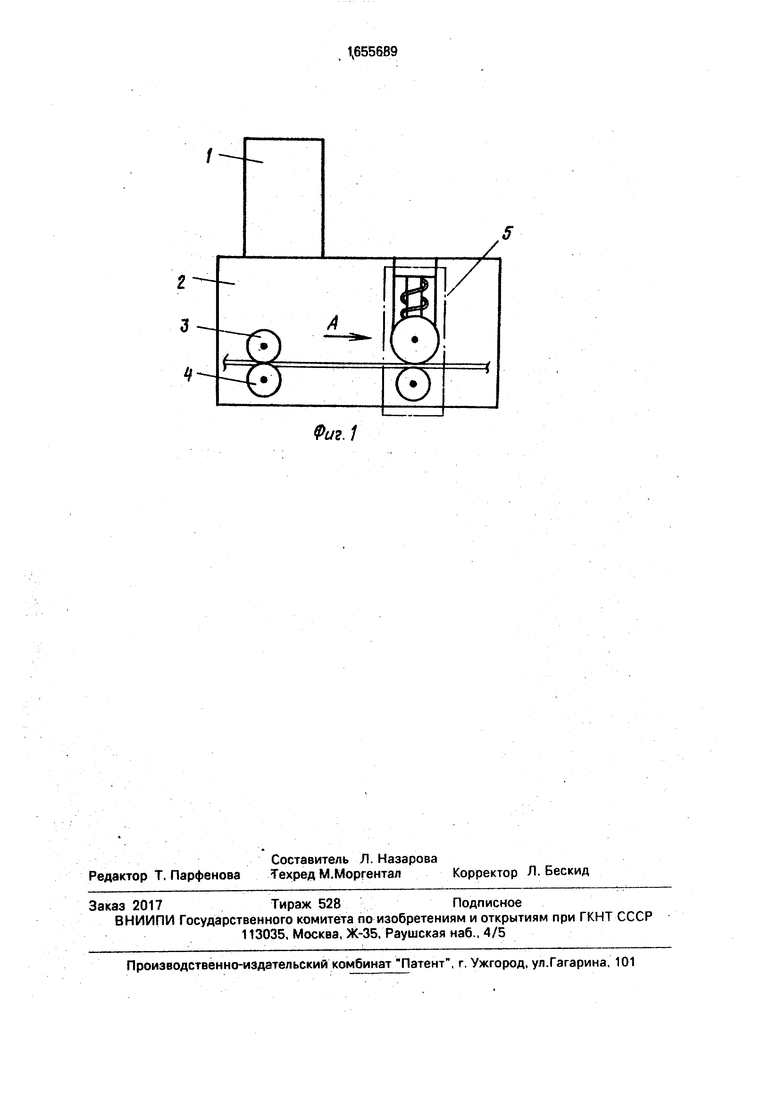
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство состоит из электродвигателя 1, установленного на корпусе 2, механиэ- мй подачи, подающих роликов 3 и 4 механизма подачи. На корпусе механизма 2 подачи закреплен измеритель 5 скорости подачи сварочной проволоки, который выполнен в виде концентрично расположенных на валу 6 дисков 7-9, средний диск 8 установлен с возможностью свободного вращения на подшипнике 10, два крайних диска 7 и 9 жестко закреплены на валу 6. Вал 6 подвижно и подпружиненно с помощью пружины 11 установлен на направляющем стержне 12, жестко закрепленном в корпусе 2. На крайних дисках 7 и 9 по периметру попарно и соосно относительно друг друга размещены фотодиоды 13 и све- тодиоды 14, на среднем диске 8 выполнено отверстие 15, соосное фотодиодам 13 и све- тодиодам 14, средний диск 8 с помощью пружины 11 на направляющем стержне 12 прижат к ролику 16, свободно вращающемуся на другом валу 17, жестко закрепленном на корпусе 2 механизма подачи. Ролик 16 служит для поддержания сварочной проволоки, которая прижимается к нему диском 8 через вал 6 с помощью пружины 11.
Устройство работает следующим образом.
При выполнении работ сварочная проволока пропускается между диском 8, роликом 16 и между подающими роликами 3 и 4. Когда проволока с помощью электродвигателя 1, редуктора (не показан), подающих роликов 3 и 4 с заданной по режиму скоростью подается в зону сварки, от схемы управления (не показана) включается питание фото- и светодиодов. При движении проволока вращает подвижный диск 8. Скорость вращения диска 8 при этом пропорциональна скорости подачи сварочной проволоки. С помощью отверстия 15 в диске 8 светодиоды 14 на диске 9 освещают фотодиоды 13 на диске 7. В процессе вращения диска 8 на выходе фотодиодов 13 возникают импульсы, которые подаются на вход схемы, преобразующей импульсы в напряжение, пропорциональное скорости вращения диска 8, а следовательности скорости подачи сварочной проволоки. Изменение скорости подачи сварочной проволоки приводит к
0 изменению скорости вращения диска 8 и к изменению количества импульсов на выходе фотодиодов 13, изменяется напряжение на выходе преобразующей схемы, что отражается на регистрирующем выходное на5 пряжение приборе. Таким образом, всякое изменение скорости подами сварочной проволоки фиксируется регистрирующим прибором, что позволяет осуществлять контроль за действительной скоростью подачи сва0 рочной проволоки.
Предлагаемое устройство дает возможность повысить точность измерения действительной скорости подачи сварочной проволоки, что важно для получения качест5 венных сварных соединений.
Формула изобретения Устройство для подачи сварочной проволоки, содержащее электродвигатель, ме0 ханизм подачи и механизм измерения скорости подачи сварочной проволоки, отличающееся тем. что, с целью повышения надежности и точности измерения скорости подачи проволоки, механизм измерения
5 состоит из вала, закрепленного на корпусе механизма подачи, ролика, установленного на валу с возможностью вращения, направляющего стержня, закрепленного в корпусе, второго вала, консольно размещенного на направляющем стержне с возможностью перемещения и подпружиненного относительно корпуса, трех дисков, концентрично установленных на втором валу, и фото- и светодиодов, причем средний диск
5 установлен на валу с возможностью вращения и взаимодействия с роликом, два других крайних диска жестко закреплены на этом валу, фото- и светодиоды размещены на крайних дисках по периметру попарно и со0 осно друг с другом, а на средем диске выполнено отверстие для прохождения сигналов от свето- к фотодиодам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов | 1991 |
|
SU1812126A1 |
| Способ контроля соосности и износа контактных поверхностей электродов | 1987 |
|
SU1512737A1 |
| Устройство для измерения угла поворота вала | 1979 |
|
SU1023196A1 |
| Устройство для укладки кольцевых изделий в тару | 1986 |
|
SU1406031A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Устройство для подачи сварочнойпРОВОлОКи | 1979 |
|
SU823028A1 |
| МАШИНА ДЛЯ ВНУТРЕННЕЙ СВАРКИ ТРУБ В ЗАЩИТНОМ ГАЗЕ | 2015 |
|
RU2687782C1 |
| Устройство для импульснойпОдАчи элЕКТРОдНОй пРОВОлОКи | 1978 |
|
SU799924A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
Изобретение относится к сварочной технике, в частности к устройствам для подачи сварочной проволоки при автоматической сварке. Цель изобретения - повышение надежности и точности измерения скорости подачи проволоки. В устройстве для подачи сварочной проволоки механизм измерения скорости подачи ,сварочной проволоки вы11 .LJ РОЧ техдачи ской е наости дачи ения вывиел 17 ) я полней в виде концентрично расположенных на валу 6 дисков 7-9. Средний диск 8 установлен с возможностью свободного вращения, два крайних диска 7 и 9 жестко закреплены на валу 6. На крайних дисках 7 и 9 по периметру попарно и соосно относительно друг друга размещены фотодиоды 13 и светодиоды 14. На среднем диске 8 выполнено отверстие 15, соосное фотодиодам 14, импульсы которых преобразуются в сигналы на регистрационный прибор. Устройство позволяет осуществлять контроль за действительной скоростью подачи сварочной проволоки, что важно при автоматической сварке, особенно при сварке плавящимся электродом, и тем самым обеспечивать получение качественных сварных соединений. 2 ил. 12 13 rS ш 14 ъ я .10 - -в -7 16 Ј о ел ел ( 00 о
Фиг. 1
| Привод подачи электродной проволоки | 1979 |
|
SU837661A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
