I
Изобретение относится к оборудованию для сварки и может быть использовано в машиностроении, в частности в атомном машиностроении и котлостроении для сварки швов большой протяженности и толщины, а именно при электрошлаковой сварке электродной проволокой.
Изобретение предназначено для решения технологических проблем, связанных с исключением вынужденных остановок при электрошлаковой сварке, возникающих из-за запутывания или затягивания проволоки на катушках. Любые вынужденные остановки при электрошлаковой сварке недопустимы так как ведут за собой образование в шве трудноисправимых дефектов.
Затраты труда на исправление дефектов резко возрастают в случае сварки металла толщиной от 400 мм и более. При сварке больших толщин до 700 мм и выше одновременно используется несколько аппаратов, обеспечивающих подачу, например, более 30 проволок в сварочную ванну. При подаче такого количества проволок вероятность вынужденных остановок из-за их затягивания и запутывания увеличивается во много разДля обеспечения непрерывности процесса при сварке используются подающие механические компенсаторы, позволяющие своевременно, не прерывая процесса сварки, устранить явление запутывания и затягивания проволоки.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для подачи сварочной проволоки, содержащее катущки с проволокой, основной механизм подачи и компенсирующий механизм 1.
Однако использование известного компенсирующего устройства в электрошлаковом процессе невозможно из-за сложности и громоздкости конструкции, так как при наличии 36 проволок понадобилось бы введение 36 компенсаторов и 36 дополнительных (промежуточных) механизмов подачи.
Цель изобретения - упрощение конструкции при подаче в зонусварки больщого количества сварочной проволоки.
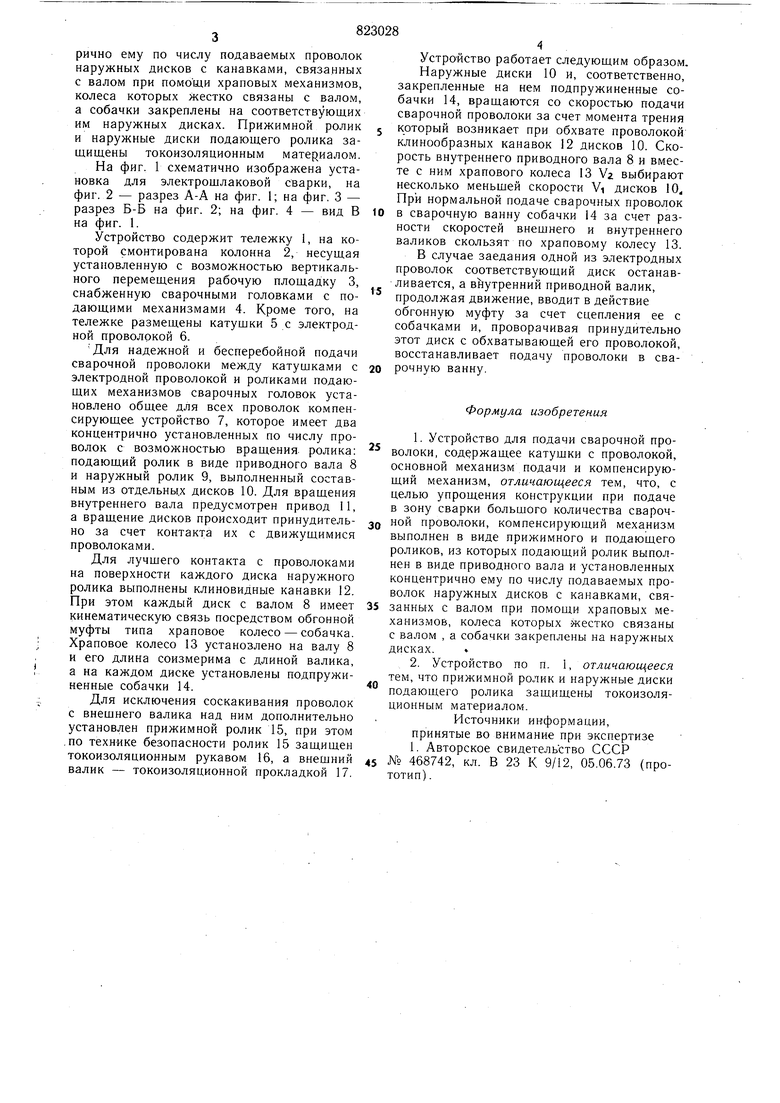
Поставленная цель достигается тем, что компенсирующий механизм выполнен в виде прижимного и подающего роликов, из которых подающий ролик выполнен в виде приводного вала и установленных концентрично ему по числу подаваемых проволок наружных дисков с канавками, связанных с валом при помощи храповых механизмов, колеса которых жестко связаны с валом, а собачки закреплены на соответствующих им наружных дисках. Прижимной ролик и наружные диски подающего ролика защищены токоизоляционным материалом. На фиг. 1 схематично изображена установка для электрощлаковой сварки, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 1. Устройство содержит тележку 1, на которой смонтирована колонна 2, несущая установленную с возможностью вертикального перемещения рабочую площадку 3, снабженную сварочными головками с подающими механизмами 4. Кроме того, на тележке размещены катущки 5 с электродной проволокой 6. Для надежной и бесперебойной подачи сварочной проволоки между катушками с электродной проволокой и роликами подающих механизмов сварочных головок установлено общее для всех проволок компенсирующее устройство 7, которое имеет два концентрично установленных по числу проволок с возможностью вращения ролика: подающий ролик в виде приводного вала 8 и наружный ролик 9, выполненный составным из отдельны.х дисков 10. Для вращения внутреннего вала предусмотрен привод II, а вращение дисков происходит принудительно за счет контакта их с движущимися проволоками. Для лучшего контакта с проволоками на поверхности каждого диска наружного ролика выполнены клиновидные канавки 12. При этом каждый диск с валом 8 имеет кинематическую связь посредством обгонной муфты типа храповое колесо - собачка. Храповое колесо 13 установлено на валу 8 и его длина соизмерима с длиной валика, а на каждом диске установлены подпружиненные собачки 14. Для исключения соскакивания проволок с внещнего валика над ним дополнительно установлен прижимной ролик 15, при этом .по технике безопасности ролик 15 защищен токоизоляционным рукавом 16, а внешний валик - токоизоляционной прокладкой 17, Устройство работает следующим образом. Наружные диски 10 и, соответственно, закрепленные на нем подпружиненные собачки 14, вращаются со скоростью подачи сварочной проволоки за счет момента трения который возникает при обхвате проволокой клинообразных канавок 12 дисков 10. Скорость внутреннего приводного вала 8 и вместе с ним храпового колеса 13 Va выбирают несколько меньщей скорости Vi дисков 10. При нормальной подаче сварочных проволок в сварочную ванну собачки 14 за счет разности скоростей внешнего и внутреннего валиков скользят по храповому колесу 13. В случае заедания одной из электродных проволок соответствующий диск останавливается, а внутренний приводной валик, продолжая движение, вводит в действие обгонную муфту за счет сцепления ее с собачками и, проворачивая принудительно этот диск с обхватывающей его проволокой, восстанавливает подачу проволоки в сварочную ванну. Формула изобретения 1. Устройство для подачи сварочной проволоки, содержащее катущки с проволокой, основной механизм подачи и компенсирующий механизм, отличающееся тем, что, с целью упрощения конструкции при подаче в зону сварки большого количества сварочч й проволоки, компенсирующий механизм выполнен в виде прижимного и подающего роликов, из которых подающий ролик выполнен в виде приводного вала и установленных концентрично ему по числу подаваемых проволок наружных дисков с канавками, связанных с валом при помощи храповых механиз.мов, колеса которых жестко связаны с валом , а собачки закреплены на наружных дисках. 2. Устройство по п. 1, отличающееся тем, что прижимной ролик и наружные диски подающего ролика защищены токоизоляционным материалом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 468742, кл. В 23 К 9/12, 05.06.73 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсной подачи электродной проволоки | 1990 |
|
SU1801711A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| Устройство для подачи проволоки | 1985 |
|
SU1258647A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Аппарат для электрошлаковой сварки плавящимся мундштуком | 1972 |
|
SU564127A2 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |


(
Л-А
Фиг.2
Фиг. /
Фиг.З
Вид В
db
