Изобретение относится к свар и мг жет быть использовано при разр«6отк -.го- рудовгния для контактной стыковой гчэикл поеим/щественно длинномерных изпелпи например, проволоки, прутков кабельных жил.
Цель изобретения - снижение трудоемкости удаления грата путем разре: и его в диаметральной плоскости.
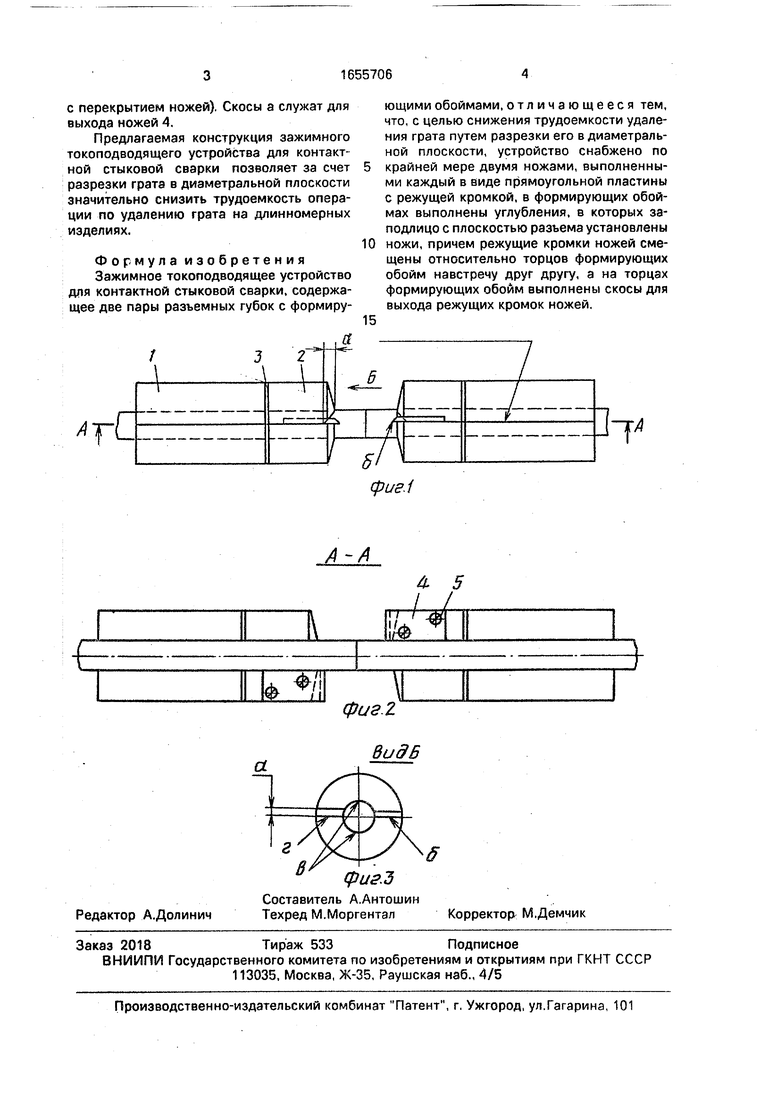
На фиг. 1 изображено зажимное токо- подводящее устройство, общий вид, на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фи1 1
Устройство применяется для сварки проволоки из токо.юдводящих металлог когда по технологии требуется значительная длина формирующих устройств и электрическая изоляция их от токове%- щих частей губок.
Каждая из четырех губок устройства имеет токоведущую часть 1 и формирующую обойму 2, между которыми установлю на электрическая изоляция 3. Наружные поверхности губок образованы цилиндрическими поверхностями одинакового радиуса
К -пооые используются для посадки убо Р корпусах машины (элементы кр тления гу бок не показаны) Формирующие обоймы нижних губок имеют вид усеченного конуса, верхних - того же конуса с оЬрябоачной площадкой и скосом а под ножи 4 Крепле ьие последних осуществляемая винтами 5 в потай Режущие кромки б ножей 4 выдвинуты относительно кромок формирующих обойм 2 на 0,8 мм вперед по ходу губок при сварке
Работа устройства в составе машины для контактной стыковой сварка состоит в гледующем.
Закладка свариваемых концов проволоки производится при раскрытых и разведенных губках.Далее губки замыкяются.к ним подводится сварочное напряжение и обеспечивается их встречное движение, которое происходит до соприкосновения кромок в длуг с другом. При этом грат подрезается по окружности (кромками в) и разрезается на два полукольца (кромками б и г образующими в плоскости разъема две ножевые пары
to
с
,о ел ел VJ о
Ос перекрытием ножей). Скосы а служат для выхода ножей 4.
Предлагаемая конструкция зажимного токоподводящего устройства для контактной стыковой сварки позволяет за счет разрезки грата в диаметральной плоскости значительно снизить трудоемкость операции по удалению грата на длинномерных изделиях.
Формула изобретения Зажимное токоподводящее устройство для контактной стыковой сварки, содержащее две пары разъемных губок с формиру0
5
ющими обоймами, отличающееся тем, что, с целью снижения трудоемкости удаления грата путем разрезки его в диаметральной плоскости, устройство снабжено по крайней мере двумя ножами, выполненными каждый в виде прямоугольной пластины с режущей кромкой, в формирующих обоймах выполнены углубления, в которых заподлицо с плоскостью разъема установлены ножи, причем режущие кромки ножей смещены относительно торцов формирующих обойм навстречу друг другу, а на торцах формирующих обойм выполнены скосы для выхода режущих кромок ножей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство токоподводящих зажимов для контактной стыковой сварки | 1989 |
|
SU1712100A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1279775A1 |
| Автомат для контактной стыковой сварки цилиндрических стержней | 1988 |
|
SU1637975A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Машина для сварки давлением | 1988 |
|
SU1611645A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
ГЕ:
А-А
Редактор А.Долинич
фиг.З
Составитель А.Антошин Техред М.Моргентал
Т
& 5
фиг 2
ВидБ
Корректор М.Демчик
| Способ контактной стыковой сварки | 1972 |
|
SU495174A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
