Изобретение относится к производству полупроводниковых приборов и может быть использовано при герметизации микросхем в прямоугольных корпусах односторонней шовной контактной сваркой.
Цель способа - улучшение качества герметизации за счет исключения влияния отклонений размеров корпуса по высоте.
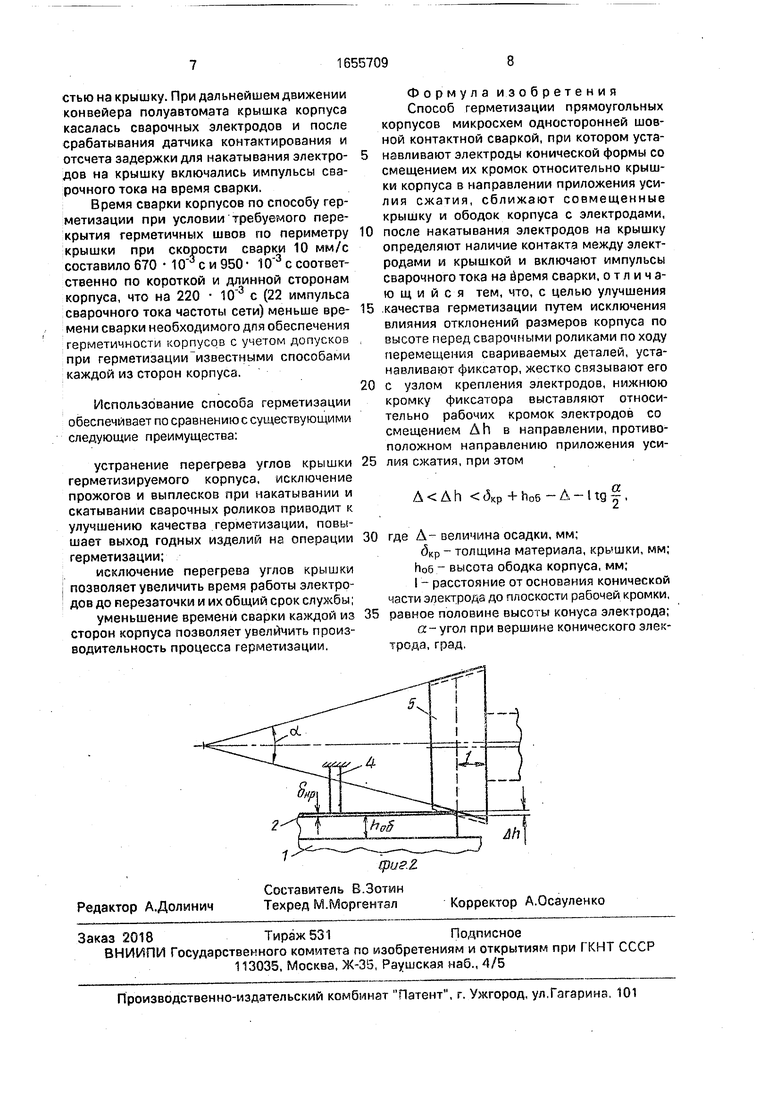
На фиг. 1 изображена схема, позволяющая осуществить способ герметизации, в котором стабилизация смещения рабочих кромок роликовых электродов относительно крышки корпуса осуществляется путем перемещения корпуса в направлении, обратном направлению приложения усилия сварки.
На фиг. 1 приведена схема контактирования сварочного ролика со свариваемым изделией; на фиг. 2 - схема смещения электрода
Способ герметизации осуществл юг следующим образом.
Корпус 1 с ободком высотой h06 и крышку 2 толщиной 5кр совмещают с ободком корпуса, устанавливают в предметный столик 3. Столик 3 перемещают в направлении, обратном направлению приложения усилия сжатия до взаимодействия поверхности крышки 2 с фиксатором 4, выполненным в виде упора. Ропиковые электроды 5 с углом конусности а, рабочие кромки рих установлены относительно поверхности крышки 2 со смещением ДЬ в направлении приложения усилия сжатия, закреплена на электрододержателе 6, имеющем возможность перемещения в направлении, обратном направлению приложения усилия сжатия, начинают сближать с заданной скоростью с корпусом 1. После соприкосновения электродов 5 с крышкой 2 определяют наличие контакта между электродами 5 и после их накатывания на крышку включают импульсы сварочного тока на время сварки.
При выполнении процесса герметизации до соприкоснования электродов с крышкой величину смещения рабочих кромок Ah роликовых электродов относитесь но крышки корпуса 2 в направлении
приложения усилия сжатия стабилизируют путем перемещения корпуса или/и электродов в направлении обратном направлению смещения до уровня заданного фиксатором-упором (см. фиг. 1).
При этом величина смещения ДЬ , задаваемая взаимоположением рабочих поверхностей фиксатора 4 и роликовых электродов 5 в начальный момент накатки
электродов, не превышает суммарной толщины крышки 2 и высоты ободка основания корпуса 1.
Нижний предел величины смещения рабочих кромок электродов в направлении
приложения усилия сжатия определяется из соображений обеспечения накатки электродов на крышку корпуса и приложения к ним УСИЛИЯ сжатия.
При герметизации корпуса в проц«г-е
свзрки происходит осадка зоны сварки и пластическая деформация основного метал- па крышки под электродами. Она составляет 0,4-0,5 толщины крышки. Крышки, применяемые для герметизации корпусов типа
1,4, имеют толщину 0,1 0,25мм.
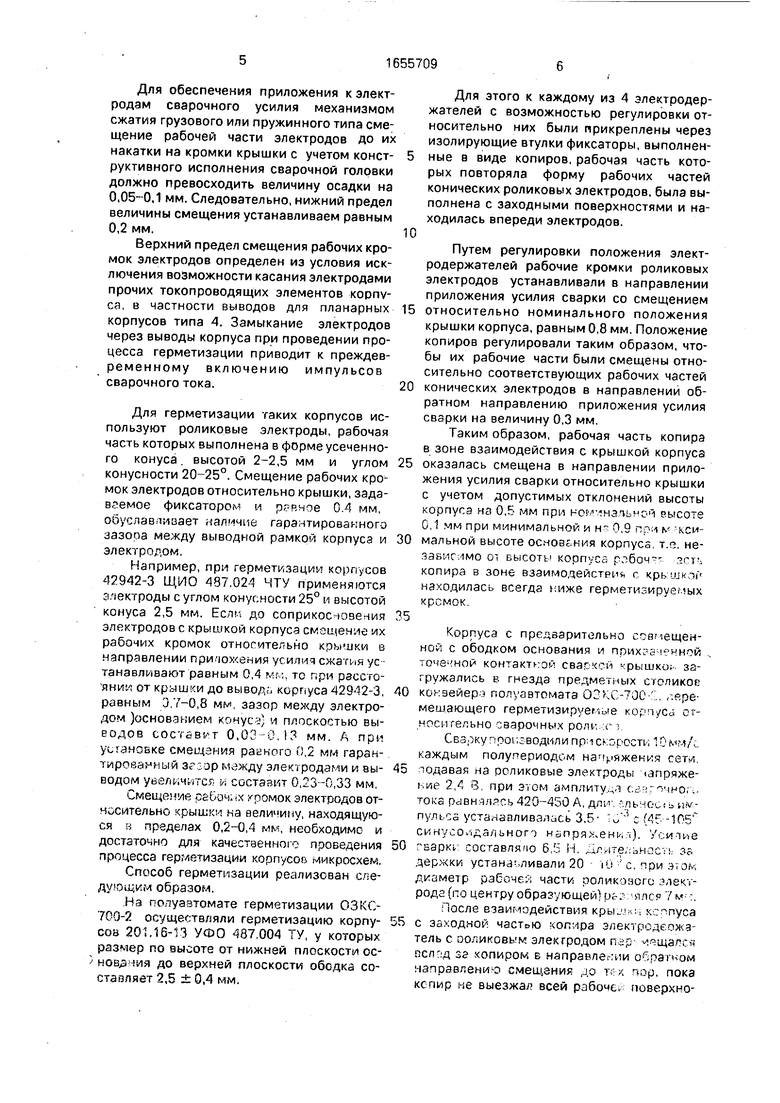
Величину смещения рабочм кромок электродов ЛЬ относительно крышки юр пуса в направлении приложения yt ития сжатия следует определять из соотношения
Д Д h д,,р + hob - Д - tg
в котором в левой части приводигоо условие достаточности, а в правой условие необходимости качественного зь волнения процесса герметизации, где {фиг. ) Д- ве личина осадки, мм; толщина крышки прибора, мм; Ьоб - высота ободка корпуса, мм; I - расстояние от основания конической части электрода дс плоскости рабо1.ьи кромки, мм. а - угол при вершине конического электрода, град.
Значение величины осадки Д песой части неравенства регламентируется треЬо- ванием к качеству сваори техпроцессом герметизации конкретного типа корпуса и обычно составляет (0.3-0,5) 5кр
Для обеспечения приложения к электродам сварочного усилия механизмом сжатия грузового или пружинного типа смещение рабочей части электродов до их накатки на кромки крышки с учетом конст- руктивного исполнения сварочной головки должно превосходить величину осадки на 0,05-0,1 мм. Следовательно, нижний предел величины смещения устанавливаем равным 0,2мм.
Верхний предел смещения рабочих кромок электродов определен из условия исключения возможности касания электродами прочих токопроводящих элементов корпу- ся в частности выводов для пленарных корпусов типа 4. Замыкание электродов через выводы корпуса при проведении процесса герметизации приводит к преждевременному включению импульсов сварочного тока.
Для герметизации таких корпусов используют роликовые электроды рабочая часть которых выполнена в форме усеченного конуса высотой 2-2,5 мм и углом конусности 20-25°. Смещение рабочих кро мок электродов относительно крышки, зада- фиксатором и п, п-,е 0 f чг.- 1ав иаает (( гара тироы.. нгг jasona мв кду выводной рамкоч корпус- ч элек ролом.
Например, при гермеп зациг и.ов 12942-3 ЩИО 187.021 ЧТУ применяйся : чектроды с углом конусности 25° и вмст ой конуса 2,5 мм. Ес.т. до соприкос rt u1. элгктродов с крышкой корпуса см Ч-Н ч и рабочих кромок относительно п- .IMI направлении при ю еиия л и i iq ежа л / танапливают равным 0 4 г тс г.(н ргс. : яни1 от до вывол i корг,уса V 3 равным j /-0,8 мм зазор между электродом )оСНОВ1НИеМ KriMyt „ , И П/ ПСКЭГТЬЮ ЕЫ- еОЛОВ СОСи-В Т 0,0 I ММ -1
) зчське смещения равною1 / мм 1арйч- ирпР, 3i jp м. жду элек i род И1;чы- водом уьоп.,ч..сг . состарит О ГЗ Г,о j мм
Смещрчир r,febj4. злектоодов от- НоСительно рышк1 на нели«и||у начодящ/ю- г,й , пределах 0,2 -0,4 г.ч необходимо и достаточно для качьственнш - тоовг ьния процесса герметизации корчуСО. иикросхс -.
Способ гермет,зации ре лизгваи е- / обра юм.
Hi ол/ачтомате герметизации O s; 7Г осуществляли герметизацию корчу- соь 201 УФО 187004 ТУ у кп, размер по выъОте от нижней плоской сс- нсь, 1ия до верхней плоскости обсдка со- -,э-;пяет 2,5 ± 0,4 мм
5
0
5 0
0
Для этого к каждому из 4 электродержателей с возможностью регулировки относительно них были прикреплены через изолирующие втулки фиксаторы, выполненные в виде копиров, рабочая часть которых повторяла форму рабочих частей конических роликовых электродов, была выполнена с заходными поверхностями и находилась впереди электродов.
Путем регулировки положения электродержателей рабочие кромки роликовых электродов устанавливали в направлении приложения усилия сварки со смещением относительно номинального положения крышки корпуса, равным 0 8 мм. Положение копиров регулировали таким образом, чтобы их рабочие части были смещены относительно соответствующих рабочих частей конических электродов в направлении обратном направлению приложения усилия сварки на величину 0.3 мм
Таким образом, рабочая часть копира в зоне взаимодействия с крышкой корпуса оказалась смещена в направлении приложения усилия сварки относительно крышки с учетом допустимых отклонений высоты орпугэ на О.1 мм при i-01 i (, мм при минималь чпи и н 1( - IN кем мальной высоте ос -ЮР; н гя корпуса т не i3b 1C1MOU Јbi Ort t inn f, бсч -
копира в зоне взэимочейс.тнг Kpi-4 V находилась всегд i иже гермоти ир ых кр, мок
Корпуса с предварительно сга HGV: с ободком основанич : пг.их Н чй очечной контакт „ рь и к.., зй- i ружались ь гнезда пр дмгшых С С|пиког кс-гзеиер г.о.мвтомата иГ г i J( rpe мешающего герметизир1 er, e i-, , we мтигельно варочныч ро н
С С i.,KV °0 ВОДИ Т И Пр ЧС I СТ1. ;. N 1/
-аждым полу вг иод. м на ЯЖРНИЧ сг-/ одавая на рспикпвые эл тродь, «чпоаже- i .if 2 4 в при 3i M jMn,:n v i -- но rMhS pdOH i l. 420 4пО А Д 1 i ч - п nt г, ута аплив н .с ь 3 Г ; - г 1Ги
Cl- ri ...Оч Я/юНиГ NjPOi-.PH 1 И ii.e
,.ар ос.гарлч о Ь i- - i е ;, дерхки устан г ливали 20 г: ои - ьмметр рэСочг . части юлик моги мех.- родг (го центру обра. ющеиЬ., . -. т р ,Ч«
(осле взаим действря KJJDI i туса с зг ходной частою ог ipa элеир-.-и тель с ОО/.ИКОВГУ электродом i r ицаг7-- 1СЛ д за копиром Е напранпе ии о чтравлени-э смещения .JQ V- пока Kcrinp lie выезжав всей р (бочс пиверхиостью на крышку. При дальнейшем движении конвейера полуавтомата крышка корпуса касалась сварочных электродов и после срабатывания датчика контактирования и отсчета задержки для накатывания электро- дов на крышку включались импульсы сварочного тока на время сварки.
Время сварки корпусов по способу герметизации при условии требуемого перекрытия герметичных швов по периметру крышки при скорости сварки 10 мм/с составило 670 10 с и 950 с соответственно по короткой и длинной сторонам корпуса, что на 220 с (22 импульса сварочного тока частоты сети) меньше времени сварки необходимого для обеспечения герметичности корпусов с учетом допусков при герметизации известными способами каждой из сторон корпуса.
Использование способа герметизации обеспечивает по сравнению с существующими следующие преимущества:
устранение перегрева углов крышки герметизируемого корпуса, исключение прожогов и выплесков при накатывании и скатывании сварочных роликов приводит к улучшению качества герметизации, повышает выход годных изделий на операции герметизации;
исключение перегрева углов крышки позволяет увеличить время работы электродов до перезаточки и их общий срок службы;
уменьшение времени сварки каждой из сторон корпуса позволяет увеличить производительность процесса герметизации.
5
0
5
5
0
5
0
Формула изобретения Способ герметизации прямоугольных корпусов микросхем односторонней шовной контактной сваркой, при котором устанавливают электроды конической формы со смещением их кромок относительно крышки корпуса в направлении приложения усилия сжатия, сближают совмещенные крышку и ободок корпуса с электродами, после накатывания электродов на крышку определяют наличие контакта между электродами и крышкой и включают импульсы сварочного тока на время сварки, отличающийся тем, что, с целью улучшения качества герметизации путем исключения влияния отклонений размеров корпуса по высоте перед сварочными роликами по ходу перемещения свариваемых деталей, устанавливают фиксатор, жестко связывают его с узлом крепления электродов, нижнюю кромку фиксатора выставляют относительно рабочих кромок электродов со смещением Ah в направлении, противоположном направлению приложения усилия сжатия, при этом
Л Л h (5кр + Ьоб - А - t tg Q ,
где Д- величина осадки, мм;
(3Кр - толщина материала, крышки, мм;
hob - высота ободка корпуса, мм;
I - расстояние от основания конической части электрода до плоскости рабочей кромки, равное половине высоты конуса электрода;
а- угол при вершине конического электрода, град.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1986 |
|
SU1362597A1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ герметизации прямоугольных корпусов полупроводниковых приборов | 1988 |
|
SU1613271A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1972 |
|
SU423207A1 |
| Способ контактной сварки | 1987 |
|
SU1581516A1 |
| УСТРОЙСТВО для ШОВНОЙ КОНТАКТНОЙ СВАРКИ | 1971 |
|
SU312702A1 |
| Стенд для сборки и сварки конических днищ | 1976 |
|
SU648368A1 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
Изобретение относится к производству полупроводниковых приборов и может быть использовано при герметизации микросхем в прямоугольных корпусах односторонней шовной контактной сваркой. Цель изобретения - улучшение качества герметизации путем исключения влияния отклонений размеров корпуса по высоте. Способ включает установку рабочих кромок электродов 5 относительно крышки 2 корпуса 1 со смещением в направлении приложения усилия сжатия. Перед сваркой по ходу перемещения свариваемых деталей устанавливают фиксатор 4, жестко связывают его с узлом крепления электродов. Нижнюю кромку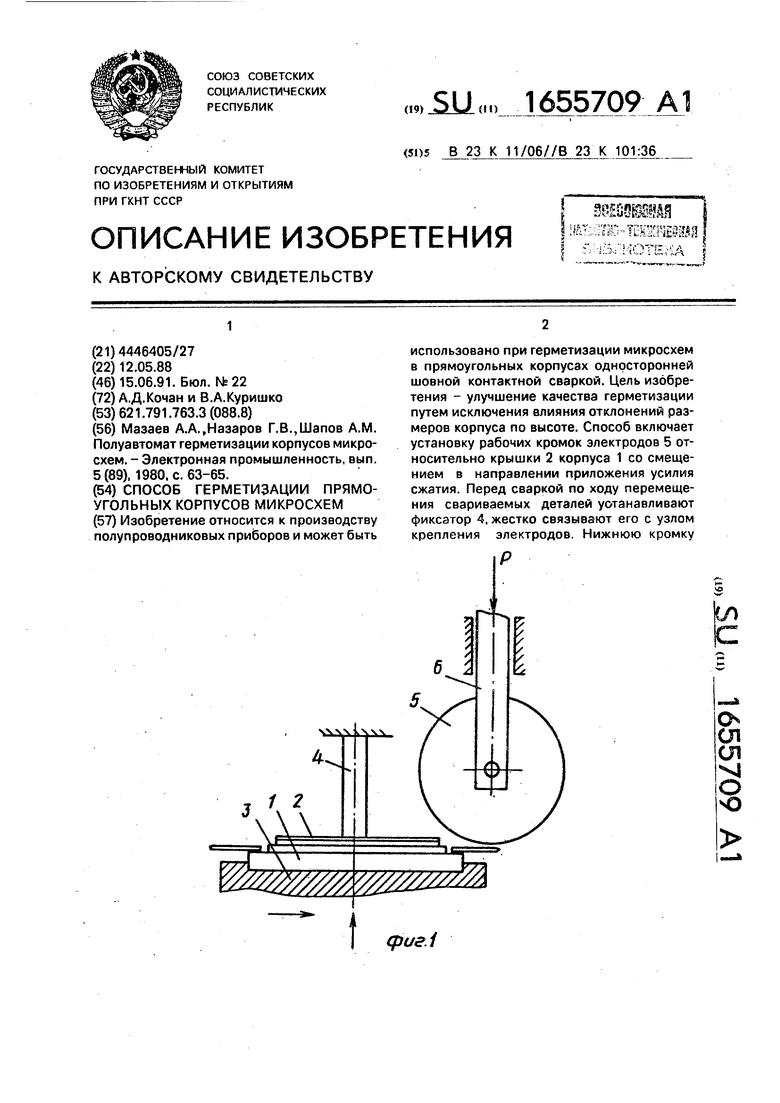
Редактор А.Долинич
.
Составитель В.Зотин Техред М.Моргентал
Корректор А.Осауленко
| Мазаев А.А.,Назаров Г.В.,Шапов А.М Полуавтомат герметизации корпусов микросхем | |||
| - Электронная промышленность, вып 5(89), 1980, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
