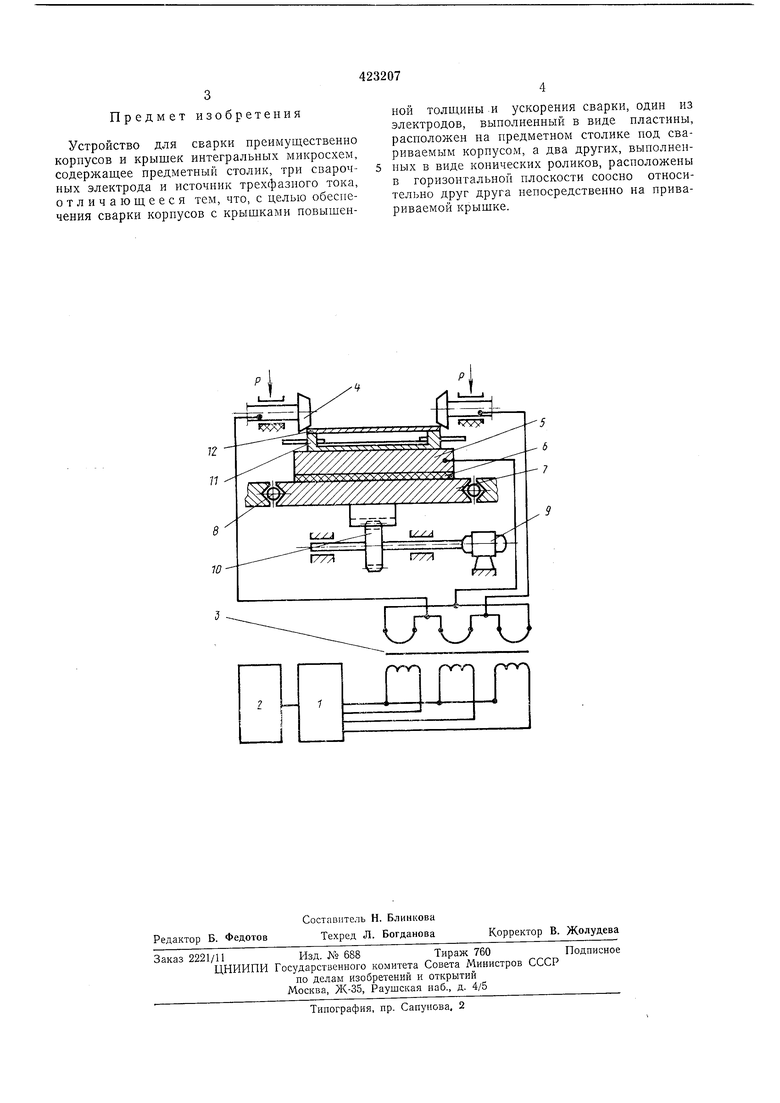
Изобретение Относится к технологическому оборудованию для производства радиоаппаратуры, преимущественно корпусов и крып1ек интегральных микросхем. Известны устройства для сварки, содержащие предметный столик, три сварочных электрода и источник трехфазного тока. Цель изобретения - обеспечение сварки корпусов с крышками повышенной толщины п ускорение сварки. Предлагаемое устройство отличается тем, что один из электродов, выполненный в виде пластины, расположен на предметном столике под привариваемым корпусом, а два других, выполненных в виде конических роликов, расположены в горизонтальной плоскости сооспо относительно друг друга непосредственно на привариваемой крышке. На чертеже лредста.влено предлагаемое устройство. Источник трехфазного тока состоит из блока питания 1, блока управления 2 и трехфазного сварочного трансформатора 3. Вторичные обмотки трансформатора, соединенные, например, по схеме треугольника, подключены к двум свободно вращающимся коническим роликам 4 из меди или медного сплава, являющимся электродами, и ко второму электроду - медной пластине 5, прикрепленной через изол 1руюпл.ую прокладку 6 к предметному столику 7. Стол11к движется поступательно с заданной скоростью по шариковыд направляющим 8 при помощи электродвигателя 9 и зубчатой пары 10. Установив герметизируемый корпус с крышкой на пластину 5 предметного столика, включают электродвигатель. Столик начинает двигаться с заданной скоростью. В момент накатывания роликов 4 па крышку корпуса включается источник трехфазного тока. При этом соединяемые детали нагреваются в зоне контактов ролик-кромка крышки в результате прохождения сварочного тока между роликами основном через крышку и частично через в основание корпуса, а также под действием тока в двух остальных фазах, проходящего медной пласт1пк)й и роликамп, и в зоне контактов крышка-основание корпуса благодаря про.хождению сварочного тока между пластиной и роликами. Пагретый до пластического состояния металл кромок крышки осанчивается роликами с заданным усилием Р. При сварке металлоСТеКЛЯННЫХ корпусов с крышкой ТОЛ1ЦИНОЙ 0,3 мм оптимальная скорость сварки составляет 6-7 мм/сек, причем сварка происход 1т при усилии сжатия 0,4-0,6 кгс и общем нагреве корпуса и крышки не выше 150°С.
Предмет изобретения
Устройство для сварки преимущественно корпусов и крышек интегральных микросхем, содержащее предметный столик, три сварочных электрода и источник трехфазного тока, отличающееся тем, что, с целью обеспечения сварки корпусов с крыщками повышенной толщины и ускорения сварки, один из электродов, выполненный в виде нластины, расположен на предметном столике под свариваемым корпусом, а два других, выполненных в виде конических роликов, расположены в горизонтальной плоскости соосно относительно друг друга непосредственно на привариваемой крышке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ СВАРКИ | 1971 |
|
SU305972A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ МИКРОСВАРКИ | 1969 |
|
SU258015A1 |
| КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА | 1971 |
|
SU301878A1 |
| Способ контактной шовной сварки корпусов интегральных микросхем (ИС) и устройство для его осуществления | 1984 |
|
SU1558608A1 |
| Способ герметизации прямоугольных корпусов микросхем | 1988 |
|
SU1655709A1 |
| Способ герметизации прямоугольных корпусов полупроводниковых приборов | 1988 |
|
SU1613271A1 |
| Устройство для многоточечной контактной сварки | 1981 |
|
SU1006129A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU187896A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU290651A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
